






Opracowywane nowoczesne materiały konstrukcyjne mają coraz lepsze właściwości potrzebne w różnych zastosowaniach technicznych, takie jak np. wysoka wytrzymałość mechaniczna, zwiększona odporność na ścieranie, wysoka odporność na korozję, odporność na podwyższoną temperaturę itd. Lepsze właściwości tych materiałów wynikają z odpowiednio dobranego składu chemicznego (często z dużą zawartością pierwiastków stopowych), zastosowanej właściwej metody ich wytwarzania (zapewniającej strukturę drobnoziarnistą, w skali mikro i nano) oraz przeprowadzonej odpowiedniej obróbki cieplnej lub cieplno-chemicznej (dla zabezpieczenia właściwego stanu materiału, m.in. wymaganej dużej twardości).
Kazimierz Czechowski, Iwona Wronska, Daniel Toboła
Uzyskanie wysokiej jakości materiałów w aspekcie ich wykorzystania na części maszyn i w innych zastosowaniach, nie zawsze idzie w parze z polepszeniem ich obrabialności; nierzadko materiały te nie poddają się łatwo obróbce mechanicznej i w związku z tym wymagają stosowania nowoczesnych materiałów narzędziowych.
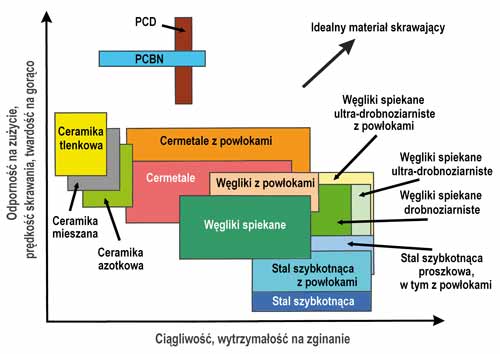
Rys. 1 Ogólne uszeregowanie materiałów narzędziowych w obróbce wiórowej w zależności od odporności na zużycie ścierne i kruche pękanie – na podstawie [2]
Do materiałów trudnoskrawalnych zaliczyć można m.in. [1]:
- stale obrobione cieplnie o twardości 45-65 HRC; ich wysoka twardość powoduje, że w strefie obróbki wiórowej powstają wysokie temperatury oraz bardzo duże ścierne oddziaływanie na ostrze narzędzia,
- stale nierdzewne austenityczne i austenityczno-ferrytyczne (typu duplex); w obróbce wiórowej tych materiałów występuje narażenie krawędzi na działanie dużych ilości ciepła oraz na zużycie wrębowe, wynikające m.in. z powstawania narostu,
- niektóre rodzaje żeliw, m.in. żeliwa sferoidalne (NCI – Nodular Cast Iron) i sferoidalne hartowane izotermiczne (ADI – Austempered Ductile Iron); w obróbce wiórowej tych materiałów może następować szybsze zużycie ścierne ostrzy narzędzi niż dla żeliw szarych i ciągliwych oraz występować deformacja plastyczna ostrzy. Szczególnie trudnoskrawalne są żeliwa o twardości 400-600 HB, w tym żeliwa zabielone (z warstwą żeliwa białego). Trudne do obróbki wiórowej mogą być również żeliwa stopowe: odporne na zużycie ścierne, żaroodporne, odporne na korozję oraz o strukturze austenitycznej do pracy w niskiej temperaturze,
- nadstopy na bazie niklu (np. Inconel, Nimonic), żelaza (np. Incoloy) i kobaltu (np. Haynes, Stellit), nazywane także superstopami żaroodpornymi (HRSA – Heat Resistant Superalloys), a także tytan i jego stopy, zwłaszcza o strukturze β (lub pseudo β); materiały te podczas obróbki wiórowej mają tendencje do tworzenia narostów na ostrzach, utwardzania się i powodują wydzielanie dużej ilości ciepła w strefie skrawania,
- niektóre stopy bazujące na aluminium, a także kompozyty z osnową metalową (MMC – Metal Matrix Composites) zawierające np. aluminium i węglik krzemu (do 30%); materiały te w niektórych przypadkach mogą być trudnoobrabialne, co wynika m.in. z tendencji do tworzenia narostu na ostrzu (np. czyste aluminium), zawartości krzemu w stopach aluminium (duże ścierne oddziaływanie przy zawartości Si powyżej 12%), ilości cząstek twardych w kompozytach MMC (np. węglików krzemu SiC, powodujących znaczne zmniejszenie trwałości ostrzy przy zawartości 20-30% SiC).
cały artykuł dostępny jest w wydaniu 11 (98) listopad 2015



