






Regeneracja przez napawanie wydaje się sprawą prostą, ale tylko pozornie. Istotnym problemem jest tu wzrost prądu zwarcia i pojawienie się ogromnej mocy po zajarzeniu łuku, która powoduje przegrzanie jeziorka ciekłego metalu i rozprysk. Oglądając na studiach przebiegi prądu i napięcia spawania, zarejestrowane przez oscylograf pętlicowy, zastanawiałem się dlaczego przez ułamek sekundy prąd spada do zera, pomimo dużej indukcyjności obwodu prądu. Zrozumiałem, że powstała przy chwilowej ogromnej mocy kropla jest wyrzucana, a z nią wyrzucane są jony, i zanim inne nośniki prądu nie napłyną, przez ułamek sekundy prąd nie może płynąć.
Ryszard Jastrzębski
To przegrzanie jeziorka to mieszanie się stopionego metalu podłoża ze stopionym drutem, na skutek różnicy napięcia powierzchniowego w osi łuku i po bokach, co jest niekorzystne przy napawaniu uszlachetniającym, np. rozjazdów kolejowych stopami Hadfielda. Jest to jednak korzystne przy uzupełnianiu ubytków korozyjnych rur w elektrowni, bo uszlachetniamy wtedy materiał słabej jakości (spoiwo jest czystsze od stali energetycznej).
Rozłożenie ciśnienia łuku na składową równoległą i prostopadłą, i moje doświadczenia z podwodnego spawania, gdzie przy ciśnieniu otoczenia 10 atmosfer wtopienie miało 6 mm, pomogły mi zrozumieć, że o wtopieniu decyduje składowa prostopadła ciśnienia łuku, i dlatego w powietrzu rowek musi mieć kąt rozwarcia 60°, a pod wodą, przy głębokości 100 m wody zaciskającej łuk, kąt rowka może wynosić 30°. Wtedy też zrozumiałem dlaczego prof. Klimpel, który zajmował się napawaniem, w swoich podręcznikach rysował, że przy spawaniu TIG drutu dodaje się do łuku (by ciśnienie dynamiczne gazów łuku rozbijało się na drucie, jak przy spawaniu acetylenowo-tlenowym w lewo), a nie tak, jak mnie uczono, że drutu dodaje się do jeziorka (po to, by się dobrze wtopić).
Rozwiązanie zatem tego problemu tkwi pomiędzy fizyką, elektryką, mechaniką płynów oraz termodynamiką.
Fizyka łuku elektrycznego
Na rysunku 1 pokazane są różne wersje łuku elektrycznego. Na uwagę zasługuje fakt, że kształty łuku TIG z 1b i 1c znacznie się różnią. Rysunek 1a przedstawia rozkład temperatury łuku MAG, który kształtem niewiele się różni od kształtu łuku TIG przy spawaniu stali. Dlaczego jednak przy łuku TIG jarzącym się do stopionej ceramiki (tlenków metali – Rys. 1c), ten łuk nie ma kształtu gruszki, tylko taki, jakby się jarzył pomiędzy dwoma zaostrzonymi elektrodami wolframowymi? Na rysunku 1a białą kreską oznaczony jest kierunek przemieszczania się gazów w łuku – od najwyższej do najniższej temperatury.
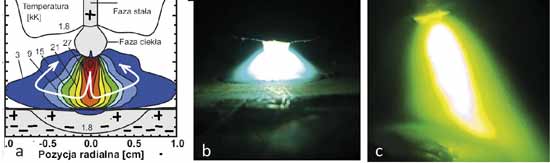
Rys. 1 Różne wersje łuku elektrycznego: a) rozkład temperatury [1], b) topienie metalu TIG [2], c) topienie ceramiki TIG [3];
Z tego wynika gruszkowaty kształt tego łuku spawalniczego. Oznaczenia + i – przedstawiają sposób naelektryzowania się blachy. Jeżeli ładunki elektryczne będą się przemieszczać, to największe ich skupienie wystąpi przy elektrodzie i tam będzie najwyższa temperatura. W miarę oddalania się od elektrody, na skutek zderzeń i prędkości składowej, prostopadłej do osi łuku, w miarę oddalania się od elektrody gęstość jonów będzie się zmniejszać i temperatura będzie malała. W bezpośredniej bliskości blachy jony będą zawracane w polu elektrycznym, na skutek naelektryzowania blachy. Taki toroidalny ruch jonów powoduje powstawanie pola magnetycznego, zaciskającego łuk elektryczny, co potwierdzają obliczenia rozmiarów łuku widocznego na rysunku 1b. Oczywiście gazy niezjonizowane będą się poruszać w osi łuku, od temperatury najwyższej do temperatury niższej, i będą uderzać w metal topiąc go, ale nie powodując odparowania i powstawania pyłów z oparów.
cały artykuł dostępny jest w wydaniu 7/8 (118/119) lipiec/sierpień 2017



")