Zmiana kształtu ramion wykorbień wałów korbowych nowej generacji spowodowała, że dotychczasowe doświadczenie w zakresie projektowania technologii kucia wałów metodą TR wymaga uzupełnienia o dodatkowe informacje uzyskane z symulacji komputerowych i porównanie z danymi otrzymanymi z modelowania fizycznego.
Paweł Kroczak, Wojciech Walczyk
Rys. 1 Naprężenie uplastyczniające ołowiu do badań modelowych w temperaturze 20 °C w zależności od odkształcenia
W Zakładzie Modelowania Procesów Instytutu Obróbki Plastycznej w Poznaniu, przeprowadzono symulacje, których celem było określenie stopnia wypełnienia kształtowanych ramion wykorbienia oraz określenie nacisku prasy Np podczas kucia wałów korbowych metodą TR dla dwóch przypadków kształtu wykorbienia i dwóch wariantów technologicznych. Przeprowadzono symulacje numeryczne MES procesu kucia w przyrządzie TR80M modelowych wykorbień wałów V46 i V48/60 w podziałce 6,9. Materiałem modelowym był ołów o własnościach podanych na rysunku 1. Symulacje przeprowadzono z pomocą programu QForm 3D v. 5.1 dla dwóch wariantów technologicznych procesu kucia (tablica 1).
Tablica 1
Warianty technologiczne procesu kucia
Na rys. 2 pokazano wariant zestawu narzędzi do kucia wykorbienia modelowego wału V46.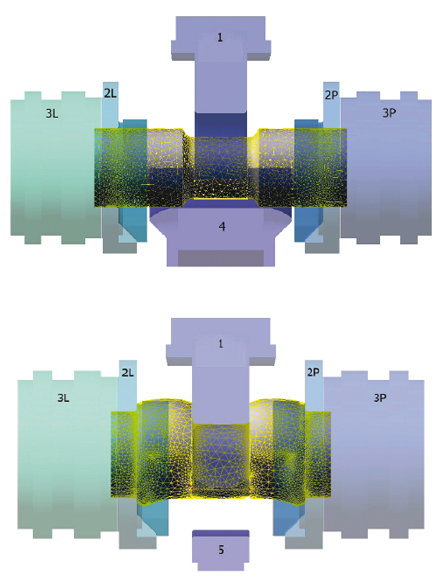
Rys. 2 Wariant podstawowy zestawu narzędzi do kucia wału V46:
1 – wyginak,
2L/2P – wkładki czołowe,
3L/3P – wkładki chwytowe
4 – przedkowadło,
5 – kowadło
a/ wstępne niesymetryczne spęczanie (etap 1),
b/ kucie wykorbienia (etap 2).
cały artykuł dostępny jest w wydaniu 6 (57) czerwiec 2012



18 kwietnia 2024




Symulacje numeryczne i modelowanie fizyczne w projektowaniu kucia wałów korbowych metodą TR




Specjalistyczny portal inżynierski dla osób zaangażowanych w tworzenie produktów – maszyn, urządzeń, mechanizmów, podzespołów, części, elementów itd. – od koncepcji do ostatecznego wykonania.