






Pomimo ciągłego rozwoju systemów wspomagania komputerowego CAD i CAM projektowanie procesu obróbki wyrobów o złożonych kształtach w niektórych przypadkach może stwarzać problemy. Przykładem może być obróbka krzywek walcowych, a w szczególności powierzchni współpracujących z rolką popychacza.
Kazimierz Czechowski, Andrzej Czerwiński, Zbigniew Machynia
Dostępne na rynku systemy CAD dają możliwość projektowania wyrobów o różnorodnych kształtach. Zdefiniowane w systemie CAD kształty obiektów płaskich i przestrzennych (modele 2D/3D) stanowią podstawę do zaprojektowania procesu obróbki w systemach CAM. Dla optymalnego doboru narzędzi oraz właściwego zaprojektowania ich ścieżek i pozostałych parametrów procesu wytwarzania, niezbędna jest również znajomość m.in. wymagań dotyczących dokładności wymiarowo-kształtowej wyrobu i chropowatości jego powierzchni, a także gatunku i stanu materiału półwyrobu (półfabrykatu). Wygenerowany przebieg obróbki w postaci danych pośrednich (CL-Data w formacie np. API, NCI itd.)jest następnie przetwarzany przez odpowiedni program (postprocesor) na kod maszynowy dostosowany do systemu sterowania NC lub CNC dla konkretnej obrabiarki, z uwzględnieniem jej układu kinematycznego.

Rys. 1 Krzywka bębnowa: a) rysunek wykonawczy, b) ogólny widok modelu, c) wykres wzniosu rolki w zależności od kąta obrotu krzywki
Większość występujących aktualnie na rynku systemów CAM i zintegrowanych systemów CAD/CAM umożliwia projektowanie procesu obróbki w pięciu osiach (pięciu stopniach swobody) poprzez bezpośrednią obróbkę plików (z modelami 2D/3D) otrzymanych z większości oprogramowania CAD i zapewnia pełną kontrolę kolizji. Coraz częściej systemy CAM posiadają obszerne bazy narzędzi, materiałów i technologii oraz wbudowany postprocesor dostosowany do większości sterowań oferowanych na rynku obrabiarkowym, jak i również wiele specjalizowanych modułów (np. do obróbki łopatek wirników, blach itd.). Wysoka jakość strategii obróbki i poprawność generowanych przez system CAM ścieżek narzędzi powinny iść w parze z dopracowanym postprocesorem przetwarzającym opracowany w systemie CAM przebieg obróbki na kod maszynowy związany z układem sterowania i kinematyką konkretnej obrabiarki.
Typowym podejściem przy projektowaniu w systemach CAM procesów obróbki na obrabiarkach CNC jest wykorzystanie do tego celu modeli bryłowych lub powierzchniowych wytwarzanych przedmiotów. W szczególnych przypadkach można również użyć modelu drutowego. Dla właściwego opracowania procesu obróbki w systemie CAM niezbędna jest odpowiednia dokładność i spójność modelu wyrobu wykonanego w systemie CAD. Komputerowe modele geometryczne mogą być krawędziowe, powierzchniowe lub bryłowe. Modele krawędziowe składają się z punktów i z krawędzi, którymi mogą być linie proste lub krzywe. Z kolei modele powierzchniowe składają się z powierzchni i krawędzi, które je ograniczają. Modele bryłowe zaś składają się zarówno z powierzchni i krawędzi ograniczających te powierzchnie, jak i również z przestrzeni ograniczonej przez te powierzchnie. Modelowanie bryłowe, które najdokładniej odzwierciedla rzeczywiste przedmioty, oparte jest na definiowaniu płaskiego dwuwymiarowego profilu, a następnie wyciągnięciu (przeciągnięciu) profilu wzdłuż zadanego odcinka prostej lub krzywej albo obrocie profilu względem zadanej osi. Można zmieniać cechy modelu bryłowego poddając go poleceniom edycyjnym, które najczęściej związane są z określonymi operacjami technologicznymi: prostymi (np. zaokrąglenie jako cecha krawędzi) i złożonymi (np. otwór złożony jako cecha powierzchni bryły); można również wykonywać operacje logiczne na bryłach (np. iloczyn jako część wspólna dwóch brył). W modelowaniu powierzchniowym także wykorzystywane są profile, ale główną rolę przy tworzeniu modelu odgrywają definiowane w oparciu o punkty kontrolne krzywe (płaskie i przestrzenne), na których rozpinane są powierzchnie. Powierzchnie te mogą być opisane wzorami matematycznymi (np. powstałe przez obrót krzywych) lub za pomocą współrzędnych punktów (w przypadku powierzchni swobodnych). Modelowanie powierzchniowe stosowane jest głównie przy złożonych kształtach modeli lub jeśli istotna jest estetyka wykonania. Często korzystne jest połączenie obydwu sposobów modelowania; można wykorzystać modelowanie powierzchniowe np. do uzyskania estetycznego wyglądu wyrobu, a zdefiniowany na podstawie utworzonych powierzchni model bryłowy wykorzystać np. do analizy wytrzymałościowej wyrobu [1-4].
Krzywka bębnowa i mogące wystąpić problemy modelowanie jej powierzchni
Krzywki bębnowe są wykorzystywane jako element sterujący w różnych maszynach i urządzeniach. Krzywka bębnowa obracając się realizuje zadany ruch (wznios) rolki popychacza poruszającej się w rowku znajdującym się na pobocznicy walca, pełniącym funkcje bieżni. Przykład krzywki przedstawiono na rysunku 1 [5].
Najważniejszymi danymi dla zdefiniowania powierzchni krzywki są dla przypadku z rysunku 1: średnica zewnętrzna krzywki walcowej Dz = 215 mm, szerokość rowka s = 40G8 mm (zgodna ze średnicą rolki popychacza dr), głębokość rowka h = 27 mm oraz wykres wzniosu popychacza w, w zależności od kąta obrotu krzywki α, który określa zależność w = f(α). Krzywa opisująca wznios rolki jest złożona z poziomych odcinków linii prostej oraz krzywych (KL_1, KL_2, KL_3, KL_4), zadanych w sposób dyskretny [5].
Krzywą wzniosu można przekształcić z postaci w = f(α), do postaci w = f(l), gdzie l to długości łuku o promieniu walca krzywki, opartego na kącie α czyli l = α Dz / 2. Aproksymowanie krzywych (KL_1, KL_2, KL_3, KL_4) z użyciem krzywych typu Spline pozwala na zapisanie krzywej wzniosu w systemie CAD w układzie kartezjańskim, jako krzywej płaskiej, a po jej nawinięciu na powierzchnię walcową utworzenie krzywej stanowiącej trajektorię rolki popychacza na powierzchni krzywki (Rys. 2) [5].
Rys. 2 Krzywa wzniosu płaska i nawinięta na powierzchnię walcową w systemie CAD
Kształt rowka krzywki bębnowej jest wyznaczany przez obwiednię ruchu rolki popychacza względem krzywki, przy założeniu, że długość rolki jest równa głębokości rowka h i że mechanizm nie ma luzów (Rys. 3) [5].
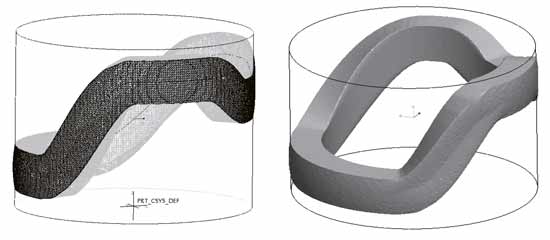
Rys. 3 Obwiednia ruchu rolki na tle walca krzywki
W celu utworzenia rowka krzywki należy użyć odpowiedniej bryłowej cechy kształtującej (feature) usuwającej materiał lub utworzyć powierzchnie tworzące jego ścianki i dno. W tym celu, w systemie CAD utworzono walec o średnicy krzywki oraz krzywą wzniosu rolki popychacza na powierzchni tego walca. Następnie zdefiniowano cechę bryłową będącą przeciągnięciem przekroju rolki (identycznego z przekrojem rowka) wzdłuż zadanej trajektorii z zachowaniem prostopadłości płaszczyzny przekroju do krzywej wzniosu oraz z zachowaniem prostopadłości osi przekroju do powierzchni walca.
Otrzymany w ten sposób rowek jest obarczony istotnymi błędami wynikającymi z przyjętego sposobu modelowania (przeciągany jest przekrój rolki, a nie bryła tworząca rolkę) oraz z wartości danych wejściowych (średnica rolki 40 mm dla zadanej krzywej wzniosu, której minimalny promień krzywizny wynosi ok. 18,63 mm). W efekcie szerokość rowka jest zmienna; przykładowo (Rys. 4) odległość krawędzi na dnie rowka (37,65 mm) jest istotnie mniejsza niż średnica rolki (40 mm).
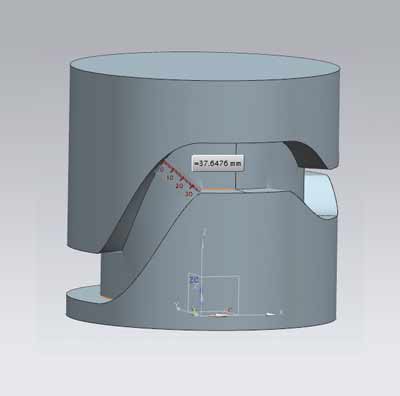
Rys. 4 Model bryłowy krzywki wygenerowany w systemie CAD
Wystąpiły również lokalne zniekształcenia powierzchni w obszarach odpowiadających największej krzywiźnie krzywej wzniosu rolki (Rys. 5) [5].
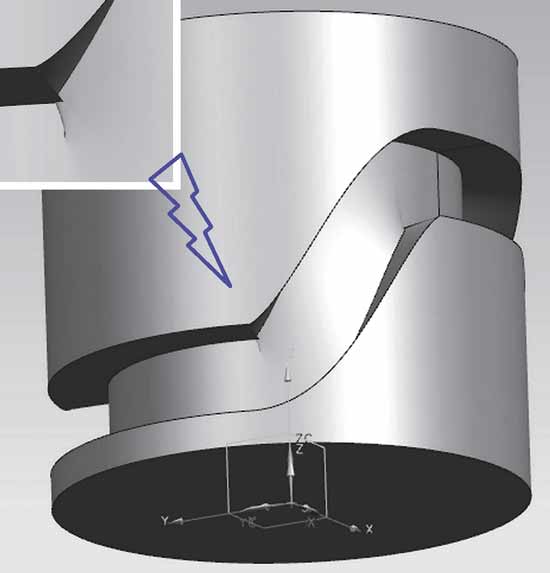
Rys. 5 Widoczne zniekształcenia modelu krzywki utworzonego w systemie CAD
Dla utworzenia modelu powierzchniowego (powierzchni bocznych rowka) przyjęto sposób postępowania: utworzenie powierzchni środkowej rowka przez przeciągnięcie odcinka o długości równej głębokości rowka wzdłuż krzywej wzniosu, a następnie odsunięcie równoległe otrzymanej powierzchni o połowę szerokości rowka w obu kierunkach. System CAD wygenerował wizualnie poprawne powierzchnie dla wartości odsunięcia do 9 mm (Rys. 6a); dopiero dla większych wartości pojawiały się zafalowania i nieregularności tworzonych powierzchni (Rys. 6b).

Rys. 6 Powierzchnia wyznaczona w systemie CAD przez ruch osi rolki i jej odsunięcia: a) o odległość ± 9 mm (powierzchnia bez zniekształceń), b) o odległość ± 20 mm (widoczne zniekształcenia powierzchni odsuniętej)
Źródłem błędów były dane wejściowe, a w szczególności zbyt duża szerokość rowka w stosunku do promienia krzywizny powierzchni środkowej rowka oraz stosowane w systemach algorytmy, aproksymacje i przyjęte w modelu tolerancje [5].
Z kolei dla utworzenia modelu drutowego zamodelowano krawędzie rowka na powierzchni walcowej. Przyjęto następujący sposób postępowania [5]:
- utworzenie ekwidystanty (krzywej równoległej) dla krzywej wzniosu w = f(l) z odsunięciem a w obu kierunkach o odległość równą połowie szerokości rowka s,
- nawiniecie utworzonych krzywych na powierzchnię walca.
Przyjęty sposób wyznaczenia krawędzi rowka obarczony jest błędem, który jest wynikiem nawinięcia krzywych na powierzchnię walcową. Przekształcenie to nie zachowuje odległości punktów (mierzonej w przestrzeni), choć zachowuje odległość punktów mierzoną na powierzchni. Błąd wynika z różnicy między długością łuku krzywej stożkowej, a jego cięciwą. Największy błąd występuje w miejscach największego nachylenia krzywych do podstawy walca; jest on mniejszy niż różnica długości łuku i cięciwy obliczona dla łuku kołowego o średnicy krzywki. W rozpatrywanym przypadku błąd ten wynosił ok. 0,12 mm, przekraczając znacznie wartość dopuszczalną wynikającą z zadanej tolerancji; jest jednak znacznie mniejszy niż błąd przedstawionego wyżej modelu bryłowego [5].
Sposób obróbki krzywki bębnowej o dużej szerokości rowka w stosunku do promieni krzywizny krzywej wzniosu
Biorąc pod uwagę powyższe rozważania dotyczące tworzenia modelu krzywki o ww. właściwościach, obróbkę krzywki bębnowej można opracować na dwa sposoby: oparty na krzywej wzniosu oraz oparty na powierzchni środkowej rowka i powierzchniach od niej odsuniętych. W rozpatrywanym przypadku do realizacji obróbki przyjęto dwa narzędzia [5]:
- frez trzpieniowy o średnicy ϕ20 mm, realizujący obróbkę zgrubną z pozostawieniem naddatku 0,8 mm dla obróbki wykończeniowej ścianek bocznych rowka,
- frez walcowo-czołowy, nasadzany o średnicy ϕ40 mm, realizujący obróbkę wykończeniową ścianek bocznych rowka.
Projektując obróbkę w oparciu o krzywą wzniosu wykorzystano fakt, że w przypadku, gdy narzędzie obrotowe ma średnicę równą średnicy rolki popychacza, to ruch popychacza względem krzywki określony krzywą wzniosu wyznacza tor ruchu narzędzia odwzorowujący wymagany kształt rowka.
W celu wyznaczenia trajektorii ruchu narzędzia o średnicy dn mniejszej niż szerokość rowka s można zastosować uproszczenie polegające na użyciu ekwidystanty krzywej wzniosu z odsunięciem a obliczonym wg wzoru: a = (s – dn) / 2. Zastosowane uproszczenie wprowadza błąd oszacowany od góry wzorem: δMAX = Dz [arcsin(2a / Dz) – (2a / Dz)], gdzie: Dz – średnica zewnętrzna krzywki; błąd ten jest pomijalny w przypadku niewielkich wartości odsunięcia (np. dla a = 2 mm, δMAX = 0,0002 mm) [5].
Bazując na przedstawionym podejściu zaprojektowano obróbkę krzywki walcowej w oparciu o jej krzywą wzniosu tak, jakby była wykonywana na płaszczyźnie. W tym celu przyjęto układ lokalny, którego płaszczyzna XY jest styczna do powierzchni walcowej krzywki, a oś frezu Z przechodzi przez jej oś obrotu. Uzyskaną trajektorię ruchu narzędzia przetworzono zamieniając ruch prostoliniowy w osi X na odpowiadający mu ruch obrotowy wokół osi krzywki według zależności: α = 2 l / Dz, gdzie: l – odległość w ruchu prostoliniowym; α – kąt obrotu wokół osi krzywki [5].
Projektując obróbkę w oparciu o powierzchnię środkową rowka wykorzystano fakt, że w przypadku, gdy narzędzie obrotowe ma średnicę dn równą szerokości rowka s, to do zaprojektowania ruchów roboczych można wykorzystać powierzchnię środkową rowka utworzoną w oparciu o krzywą wzniosu (Rys. 7).
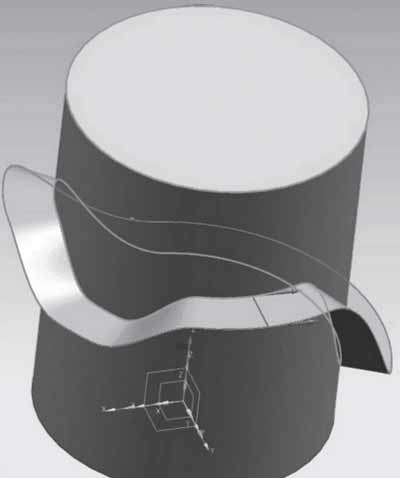
Rys. 7 Widok powierzchni środkowej rowka
W przypadku narzędzi o mniejszej średnicy należy zastosować powierzchnie odsunięte (Rys. 6a), z odsunięciem a = (s – dn) / 2. Dla realizacji tego zabiegu w systemie CAD (w tym przypadku NX), wybrano operację frezowania wieloosiowego (Mill_Multi-Axis), typ zabiegu: obróbkę po zmiennym konturze (Variable_Contour) oraz metodę prowadzenia osi narzędzia: po krzywej (Curve/Point). Obróbka wykonywana była poziomami (ścieżka wielokrotna), tzn. na każdym poziomie narzędzie w pierwszej kolejności przechodzi po krzywej leżącej na powierzchni środkowej rowka, a następnie po krzywych leżących na powierzchniach odsuniętych (górnej i dolnej) od powierzchni środkowej. Ścieżka w tym zabiegu generowana jest w taki sposób, aby narzędzie poruszało się po ustalonych krzywych, zachowując prostopadłość do osi obrotu krzywki. Zastosowanie takiego podejścia pozwoliło na wygenerowanie programu sterującego obrabiarką bezpośrednio przez postprocesor, bez konieczności zamiany ruchu liniowego na ruch obrotowy, co miało miejsce przy projektowaniu obróbki w oparciu o krzywą wzniosu [5, 6]. Wykonaną krzywkę przedstawiono na rysunku 8.

Rys. 8 Widok wykonanej krzywki
Przeprowadzone analizy pozwoliły określić skuteczność różnych sposobów modelowania i projektowania obróbki krzywek walcowych. Tworzenie rowka bieżni metodą przeciągania przekroju rowka powoduje, że model obarczony jest istotnymi błędami. Modelowanie powierzchniowe umożliwia utworzenie modeli wystarczająco dokładnych, jednak w przypadku zbyt dużej krzywizny krzywej wzniosu (w porównaniu do szerokości rowka) utworzenie poprawnego modelu 3D w systemach CAD może okazać się niemożliwe. Przyczyną są problemy z utworzeniem powierzchni równoległej o odsunięciu większym niż jej promień krzywizny. Obróbkę można jednak skutecznie zaprojektować bez tworzenia modelu krzywki, w oparciu o krzywą wzniosu lub powierzchnię środkową rowka, przy zastosowaniu narzędzi do obróbki wykończeniowej o średnicy zbliżonej do średnicy rolki popychacza.
Dr inz. Kazimierz Czechowski
Mgr inż. Andrzej Czerwiński
Mgr inz. Zbigniew Machynia
Instytut Zaawansowanych Technologii
Wytwarzania - Kraków
Bibliografia:
[1] Lai Y. L., Hung J. P., Chen J. H.: Roller Guide Design and Manufacturing for Spatial Cylindrical Cams. World Academy of Science, Engineering and Technology, 2008, 38
[2] Skarka W., Mazurek A.: Catia. Podstawy modelowania i zapisu konstrukcji. Wydawnictwo Helion, Gliwice, 2005.
[3] Penkała P., Gorecki T.: Modelowanie bryłowe i powierzchniowe w systemach CAD/CAM. Postępy Nauki i Techniki, 2010, nr 4, s. 75-84.
[4] Czechowski K., Polowski W., Czerwiński A., Kalisz J., Toboła D., Janczewski Ł., Wronska I.: Wybrane aspekty nagniatania powierzchni krzywoliniowych. Obróbka Metalu, 2012, nr 3, 58-65.
[5] Czerwiński A., Kalisz J., Machynia Z., Czechowski K., Toboła D.: Wybrane problemy obróbki frezowaniem powierzchni złożonych w systemach CAD/CAM. Obróbka Skrawaniem: Nauka a Przemysł, Szkoła Obróbki Skrawaniem 5. Wyd. Sutoris, Wrocław 2011, 286-293.
[6] Czechowski K., Czerwiński A., Machynia Z., Wronska I.: Wybrane aspekty obróbki skrawaniem powierzchni złożonych. Obróbka Metalu, 2011, nr 3, 8-12.
artykuł pochodzi z wydania 10 (109) październik 2016


; cz. 3: Wpływ parametrów skrawania na kształt wióra")
