






Formy wtryskowe to podstawa dzisiejszej produkcji masowej, w każdej właściwie branży przemysłowej. W czasach gdy liczy się szybkość wprowadzania wielkich ilości produktów na rynek, a powtarzalność idzie w setki tysięcy i miliony sztuk, takie urządzenia muszą być bardzo precyzyjnie zaprojektowane i wytworzone. Bowiem to od dokładności ich przygotowania i wykonania zależy niejednokrotnie powodzenie na rynku. Toteż dbałość o formę nigdy nie była tak duża jak teraz. Oczywiście tę wtryskową.
Opracowanie: Konrad Toliński
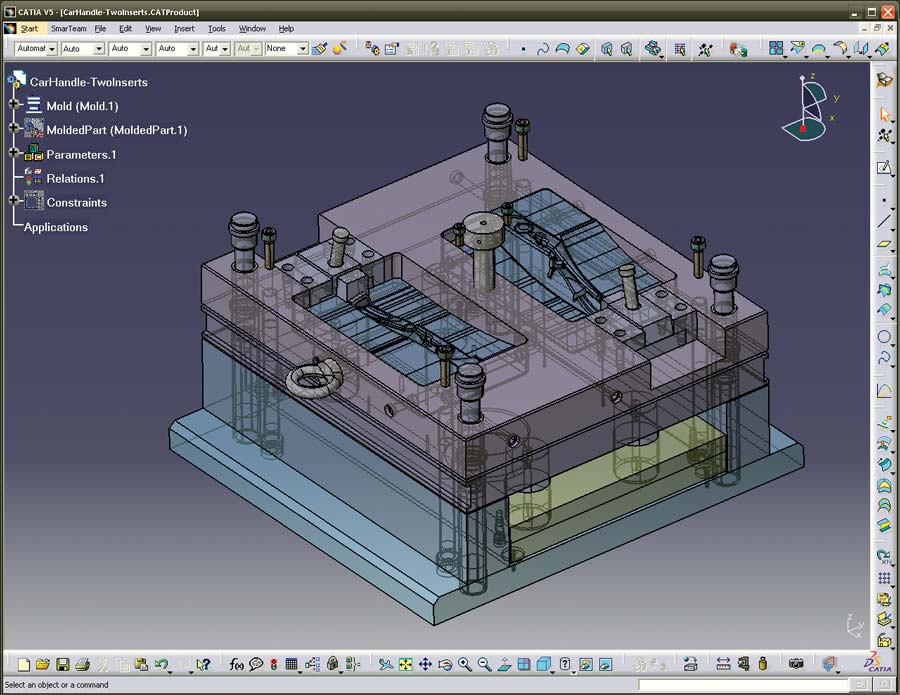
Coraz bardziej wyrafinowane kształty projektowanych wyrobów, coraz większe wymagania odnośnie ich estetyki wykończenia, podnoszą poprzeczkę projektującym formy wtryskowe. W sukurs idą im producenci oprogramowania dając narzędzia z roku na rok bardziej intuicyjne, powiększając biblioteki normaliów, stwarzając możliwości realizacji coraz bardziej ciekawych i śmiałych pomysłów.
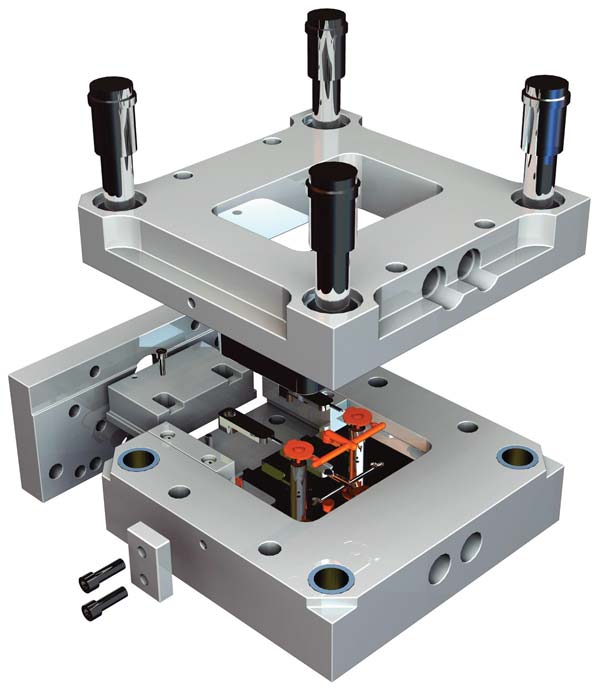
Producenci gotowych komponentów do form też nie pozostają w tyle. Siłowniki pneumatyczne albo hydrauliczne, kołki, klocki, suwaki, wkładki, wypychacze itd., powstają z myślą o zaspokojeniu najbardziej wymagających potrzeb. Nowe generacje elementów prowadzących (już bezsmarnych, z niskim, stałym współczynnikiem tarcia) mają zapewniać bezawaryjność działania form.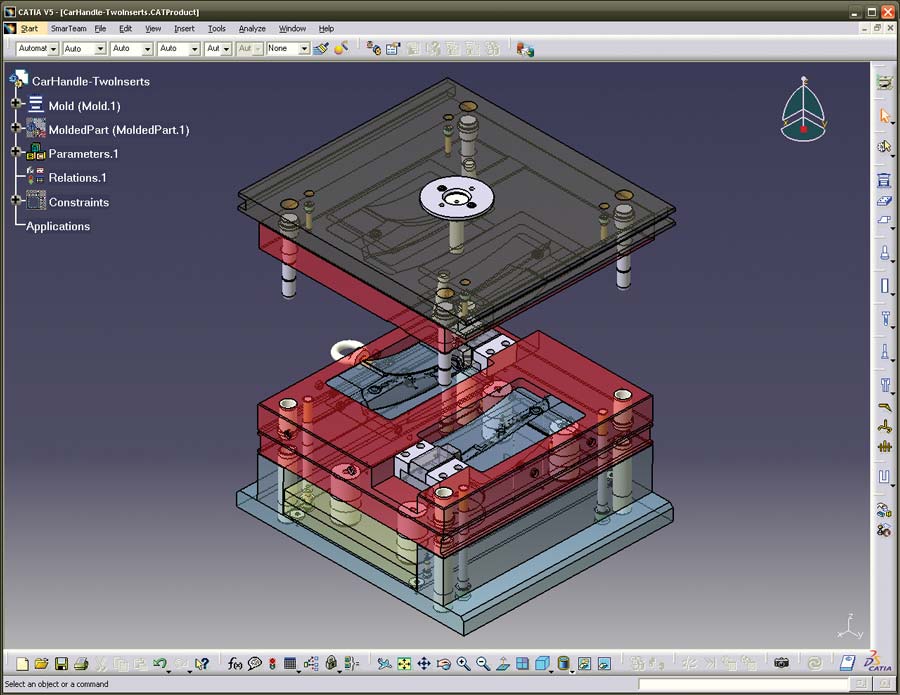 Z kolei materiały, z jakich produkuje się części dla form, pozwalają na znaczne wydłużenie żywotności mechanizmów. Wzbogacone ponadto specjalnymi powłokami zyskują jeszcze większą odporność na zużycie. Choć koszt materiałów przy produkcji formy to najczęściej nie największy wydatek ponoszony na jej powstanie, to wymagają one dużej staranności przy doborze. Źle dobrane (na przykład w celu obniżenia poziomu wydatków na całą inwestycję) mogą przynieść straty sporo przewyższające te „oszczędności”.
Z kolei materiały, z jakich produkuje się części dla form, pozwalają na znaczne wydłużenie żywotności mechanizmów. Wzbogacone ponadto specjalnymi powłokami zyskują jeszcze większą odporność na zużycie. Choć koszt materiałów przy produkcji formy to najczęściej nie największy wydatek ponoszony na jej powstanie, to wymagają one dużej staranności przy doborze. Źle dobrane (na przykład w celu obniżenia poziomu wydatków na całą inwestycję) mogą przynieść straty sporo przewyższające te „oszczędności”.
| gatunek stali | opis | |
| 1.1730 | C45W | stal narzędziowa zwykłej jakości |
| 1.2083 | X42Cr13 | stal odporna na korozję, do agresywnych mas wtryskowych |
| 1.2162 | 21MnCr5 | stal narzędziowa do pracy na zimno |
| 1.2311 | 40CrMnMo7 | stal ulepszona cieplnie, bardzo dobrze polerowalna |
| 1.2312 | 40CrMnMoS8.6 | stal ulepszona cieplnie, łatwa w obróbce skrawaniem |
| 1.2343 | X38CrMo5.1 | stal narzędziowa, do pracy na gorąco |
| 1.2764 | X19NiCrMo4 | stal narzędziowa do pracy na zimno |
| 1.2767 | X45NiCrMo4 | stal narzędziowa do pracy na zimno |
 Obok wysokiej jakości materiałów, części, powłok, obok odpowiednich aplikacji CADowskich do projektowania, sporym udogodnieniem przy tworzeniu formy są dzisiaj programy do analiz i symulacji.
Obok wysokiej jakości materiałów, części, powłok, obok odpowiednich aplikacji CADowskich do projektowania, sporym udogodnieniem przy tworzeniu formy są dzisiaj programy do analiz i symulacji.
Dzięki analizie reologicznej możemy m. in. uzyskać obraz wypełniania gniazda tworzywem, zbadać parametry przepływu (temperatura, ciśnienie, naprężenia ścinające i in.) oraz sprawdzić poprawność lokalizacji punktu (-ów) wtrysku i przewężek. Analiza termiczna umożliwi nam kontrolę jednorodności termicznej tworzywa po wypełnieniu gniazda, pomoże też ustalić położenie gniazd wtrysku. Analiza mechaniczna pozwoli zbadać naciski i siły i całą kinematykę formy. Dzięki tym programom możemy więc szybko wykryć ewentualne niedociągnięcia, słabe punkty, jeszcze przed wyprodukoniem formy. Sytuacja absolutnie komfortowa. Mimo to jednak, bywa, że pewne wady wychodzą – jak zwykle – dopiero przy użytkowaniu. Czasem nawet przy zachowaniu najwyższej staranności przy projektowaniu i produkcji formy. Na szczęście i w tych sytuacjach programy analityczne okazują się niezwykle przydatne.
Poniżej – kilka przykładów, z życia wziętych, opisanych przez inż. Jerzego Dziewulskiego, w jednej z jego publikacji.
● Jak „zmusić” długie walcowe opakowanie do tego, żeby było proste?
Wypraska – walec Ø 29 x 170 mm (l/d = 6) z PP o grubości ścianki 0,8 mm.
Forma – dwugniazdowa GK, centralny wtrysk w środek dna wypraski.
Wadą wypraski jest jej wygięcie w łuk o kształcie banana, co uniemożliwia wykonanie nadruku sitodrukiem, na zewnętrznej powierzchni walcowej.
Mimo poprawnej konstrukcji i wzorowego wykonania formy, wtryskownia nie była w stanie wtrysnąć prostej wypraski...
Otóż przy centralnym wtrysku w środek denka długich walcowych wyprasek (l/d > 4), które w sposób naturalny nie mogą być podparte od strony dna, zawsze pojawia się problem przesunięcia i/lub ugięcia długiego, wiotkiego stempla.
- start
- Poprzedni artykuł
- 1
- 2
- 3
- Następny artykuł
- koniec