






CATIA V5 umożliwia wspomaganie szeregu etapów projektowania i wytwarzania począwszy od koncepcji, aż do wytworzenia gotowego wyrobu. Modułowa budowa systemu umożliwia wykorzystanie modułów do rozwiązywania specjalistycznych zadań inżynierskich. W zakresie wspomagania projektowania procesu technologicznego wytwarzania części klasy wałek, tuleja, tarcza, do programowania obróbki skrawaniem oraz jej symulacji wykorzystywany jest moduł Lathe Machining.
Adrian Stadnicki, Michał Karpiuk
Moduł ten pozwala na definiowanie programów obróbki skrawaniem brył walcowych i cylindrycznych, na podstawie których generowany może być kod NC. Wszystkie procesy, zabiegi przeprowadzane są na obrabiarce (horyzontalnej lub wertykalnej), a co za tym idzie wykorzystywane narzędzia i technologie z nimi związane mogą pracować w ramach operacji dwuosiowych (toczenie), jak i jednoosiowych (np. wiercenie). Lathe Machining zawiera rozbudowane narzędzia do intuicyjnego tworzenia i definiowania wszelkiego rodzaju elementów procesu: począwszy od wyboru zasobów, poprzez stworzenie ścieżki narzędzia i na wygenerowaniu danych na obrabiarkę skończywszy. Dzięki komponentom wizualizacyjnym oprogramowanie umożliwia przeprowadzenia symulacji każdego zabiegu, na podstawie których technolog-programista może dokonywać korekt.
W artykule opiszemy przygotowanie modeli do symulacji procesu obróbki toczeniem dla części klasy tuleja oraz przeprowadzimy przykładową symulację właśnie w module Lathe Machining. Prezentowany przykład ma na celu jedynie opisanie metodyki programowania obróbki z wykorzystaniem systemu CATIA V5 i wykonywanie symulacji, nie zaś opracowywanie procesów technologicznych, wyznaczanie i wprowadzanie parametrów obróbki. Symulacja przeprowadzana będzie w celu zbadania ewentualnych kolizji w układzie N-PO oraz w celu wygenerowania kodu NC na obrabiarkę sterowaną numerycznie.
Założenia wstępne
- Produkcja jednostkowa lub małoseryjna.
- Posiadamy model części klasy tuleja, który został wykonany w module Part Design poprzez obrót profilu wykonanego na płaszczyźnie ZX wokół osi Z.
- Posiadamy opracowany proces technologiczny obróbki zadanej części.
Przygotowanie modeli geometrycznych do programowania obróbki toczeniem.![]() Mając narysowany i zapisany model części, dla której będziemy wykonywać symulację procesu toczenia, tworzymy w module Part Design model półfabrykatu, który nazywamy „Pręt walcowany” (rys.1).
Mając narysowany i zapisany model części, dla której będziemy wykonywać symulację procesu toczenia, tworzymy w module Part Design model półfabrykatu, który nazywamy „Pręt walcowany” (rys.1).
Ponieważ szkic modelu części przewidzianej do obróbki został narysowany na płaszczyźnie ZX, to na tej samej płaszczyźnie rysujemy szkic półfabrykatu i wymiarujemy go, uwzględniając odpowiednie naddatki na obróbkę zewnętrznych powierzchni walcowych i powierzchni czołowych.
UWAGA! W ogólnym przypadku szkic półfabrykatu należy rysować na tej samej płaszczyźnie, na której został wykonany szkic modelu części do obróbki. 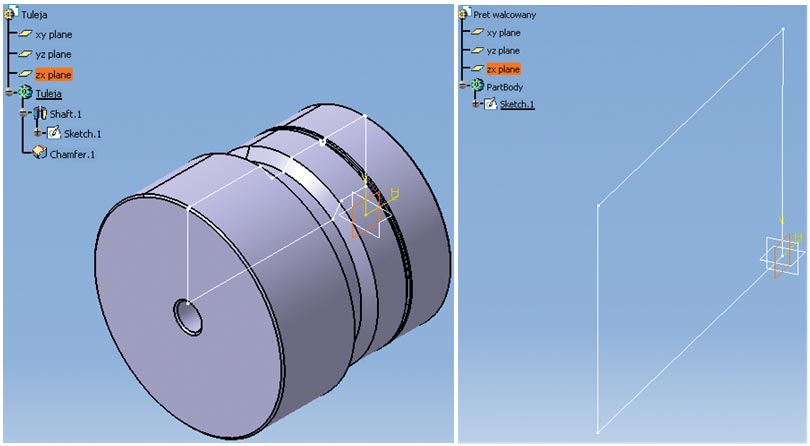 Szkic ten najlepiej narysować zaczepiając jeden z jego rogów w początku układu współrzędnych, w sposób podobny do tego (rysunek 2, po prawej), w jakim narysowany został szkic części (rysunek 2, po lewej). Inaczej mówiąc, aby możliwe było zaprogramowanie obróbki, szkic półfabrykatu powinien zawierać w sobie szkic części (obrazuje to rysunek 4).
Szkic ten najlepiej narysować zaczepiając jeden z jego rogów w początku układu współrzędnych, w sposób podobny do tego (rysunek 2, po prawej), w jakim narysowany został szkic części (rysunek 2, po lewej). Inaczej mówiąc, aby możliwe było zaprogramowanie obróbki, szkic półfabrykatu powinien zawierać w sobie szkic części (obrazuje to rysunek 4).
Następnie zaznaczamy szkic i obracamy go wokół osi poziomej powiązanej z układem współrzędnych (operacja Shaft). Otrzymujemy model półfabrykatu dla tulei w postaci przeciętego już pręta walcowanego. Jeżeli szkic modelu jest ukryty, to odkrywamy go klikając na nim PPM (prawym przyciskiem myszy) i wybierając Hide/Show. Model będzie teraz widoczny wraz z włączonym szkicem.
W następnym kroku zmienimy nazwę elementu bryłowego na „Pręt walcowany” i własność przezroczystości modelu, co ułatwi nam pracę podczas programowania i symulacji obróbki w module Machining. W tym celu klikamy PPM na PartBody na drzewie po lewej i wybieramy Properties. W zakładce Feature Properties zmieniamy nazwę na „Pręt walcowany”, a w zakładce Graphic zmieniamy parametr Transparency na wartość około 100. Możemy również zmienić kolor pręta-półfabrykatu. Aby zatwierdzić zmiany klikamy Apply i OK. Następnie zapisujemy wykonany model półfabrykatu w tym samym folderze co model części i zamykamy dokument.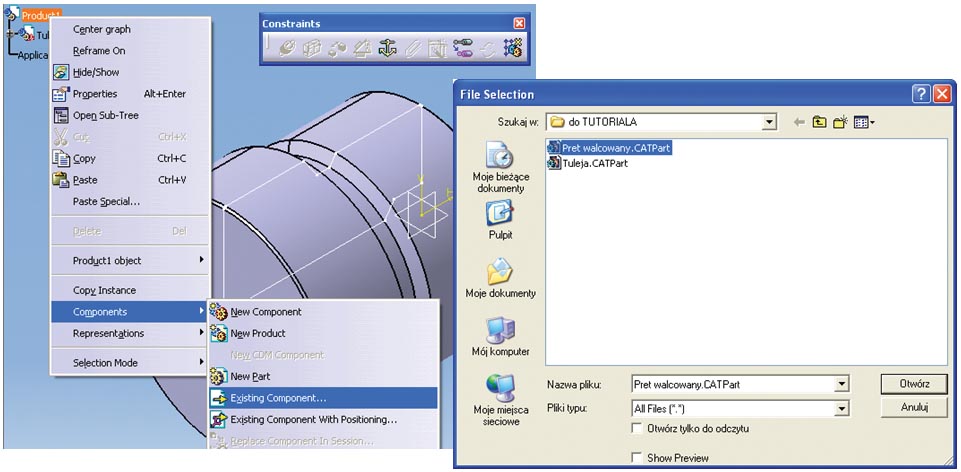 Przechodzimy teraz do modułu Assembly Design, w którym przygotujemy „produkt” do obróbki w postaci złożenia części z półfabrykatem. W module tym klikamy PPM na Product1, przechodzimy do Components i wybieramy Existing Component with Positioning, co pozwoli nam, w pojawiającym się oknie, wstawić model tulei do złożenia z zachowaniem pozycjonowania, ustawionego na poziomie Part Design (rys. 3).
Przechodzimy teraz do modułu Assembly Design, w którym przygotujemy „produkt” do obróbki w postaci złożenia części z półfabrykatem. W module tym klikamy PPM na Product1, przechodzimy do Components i wybieramy Existing Component with Positioning, co pozwoli nam, w pojawiającym się oknie, wstawić model tulei do złożenia z zachowaniem pozycjonowania, ustawionego na poziomie Part Design (rys. 3).
W podobny sposób wstawiamy model „Pręta walcowanego”. Otrzymujemy złożenie dwóch części: tulei i pręta walcowanego. Następnie musimy zdefiniować więzy między modelami. W tym celu z menu Constraints wybieramy Offset Constraint (Więź odsunięcia) (rys. 4), następnie wybieramy dwie pionowe linie – jedną należącą do szkicu półfabrykatu i drugą należącą do szkicu części – tulei. W pojawiającym się oknie Constraint Properties ustalamy odstęp między dwoma modelami. Odstęp ten będzie stanowił naddatek na obróbkę powierzchni czołowej (z jednej strony). Po wpisaniu odpowiedniej wartości zatwierdzamy klikając OK.
Otrzymujemy złożenie dwóch części: tulei i pręta walcowanego. Następnie musimy zdefiniować więzy między modelami. W tym celu z menu Constraints wybieramy Offset Constraint (Więź odsunięcia) (rys. 4), następnie wybieramy dwie pionowe linie – jedną należącą do szkicu półfabrykatu i drugą należącą do szkicu części – tulei. W pojawiającym się oknie Constraint Properties ustalamy odstęp między dwoma modelami. Odstęp ten będzie stanowił naddatek na obróbkę powierzchni czołowej (z jednej strony). Po wpisaniu odpowiedniej wartości zatwierdzamy klikając OK.
Aby dokonane przez nas zmiany zostały zaktualizowane klikamy w ikonkę Update All (lub Ctrl + U). Po zaktualizowaniu model pręta przesunie się o podaną odległość.
Następnie musimy zdefiniować więź współosiowości. W tym celu z menu Constraints wybieramy Coincidence constraint i zaznaczamy osie kierunków H w obydwu modelach.
W kolejnym kroku zapisujemy złożenie jako CATProduct w folderze, w którym mamy zapisaną część i półfabrykat, a następnie zamykamy dokument złożenia.
Programowanie obróbki w module Lathe Machining – ustawienia główne
Do programowania obróbki toczeniem w systemie CATIA służy moduł Lathe Machining. Z lewej strony okna tego modułu znajduje się tzw. drzewo specyfikacji PPR (Process Product Resource), w którym zhierarchizowana jest wiedza i informacje dotyczące dokumentu procesu. Składa się ono z trzech list: procesu, produktu oraz zasobów. 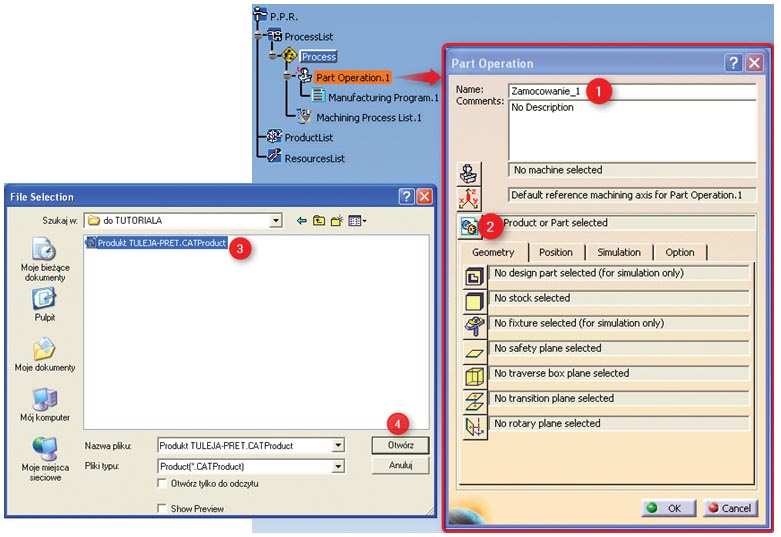 W liście procesu (Process List) odnaleźć można szczegóły dotyczące procesu technologicznego, a w ramach niego m.in. program wytwarzania. Dalej mamy listę produktów (Product List), która zawiera informacje dotyczące geometrii części. Na końcu mamy listę zasobów (Resources List), w której znajdują się wszelkie informacje na temat obrabiarki, zestawów narzędziowych i samych narzędzi użytych w procesie. W drzewie PPR klikamy dwukrotnie na PartOperation.1 i po chwili wyświetla się nam okno, jak na rysunku 5.
W liście procesu (Process List) odnaleźć można szczegóły dotyczące procesu technologicznego, a w ramach niego m.in. program wytwarzania. Dalej mamy listę produktów (Product List), która zawiera informacje dotyczące geometrii części. Na końcu mamy listę zasobów (Resources List), w której znajdują się wszelkie informacje na temat obrabiarki, zestawów narzędziowych i samych narzędzi użytych w procesie. W drzewie PPR klikamy dwukrotnie na PartOperation.1 i po chwili wyświetla się nam okno, jak na rysunku 5.
W pierwszej kolejności zmieniamy nazwę na Zamocowanie_1 – będzie to oznaczało pierwsze ustawienie przedmiotu wraz z półfabrykatem do obróbki.
Kolejnym krokiem jest zdefiniowanie produktu do programu obróbki. W oknie Part Operation klikamy na ikonkę Product or Part, w celu wyboru wcześniej utworzonego złożenia części z półfabrykatem i wstawienia go do drzewa Produktów. Wybieramy wcześniej zapisany Produkt TULEJA-PRET i klikamy Otwórz. Produkt zostanie otwarty i przypisany do drzewka po lewej stronie.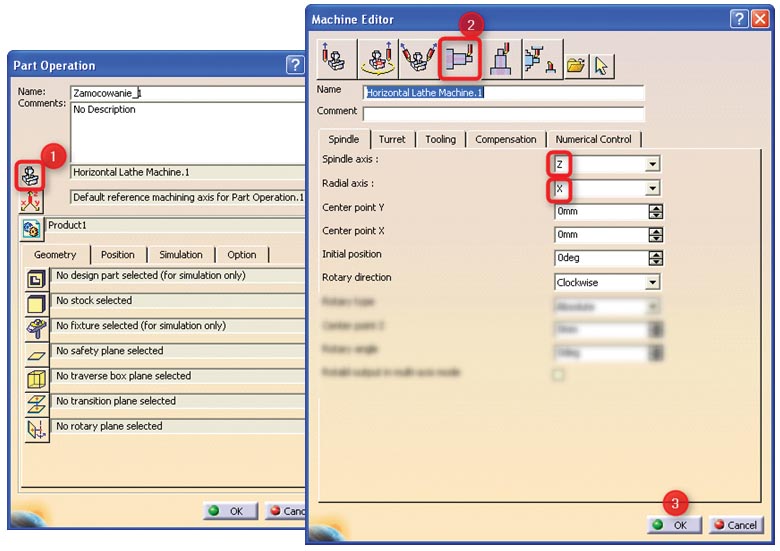 Pozostaje nam jeszcze kwestia wyboru maszyny, określenie domyślnego układu współrzędnych oraz przypisania (zdefiniowania) części i półfabrykatu do obróbki.
Pozostaje nam jeszcze kwestia wyboru maszyny, określenie domyślnego układu współrzędnych oraz przypisania (zdefiniowania) części i półfabrykatu do obróbki.
Wybór maszyny do obróbki: w oknie Part Operation klikamy na ikonkę Machine (rys. 6) i wybieramy dwuosiową tokarkę poziomą. Zwróćmy uwagę na to, iż domyślnie program ustawia oś obrotu wrzeciona tokarki na Z, a oś promieniową na X. Zatwierdzamy wybór maszyny klikając OK.
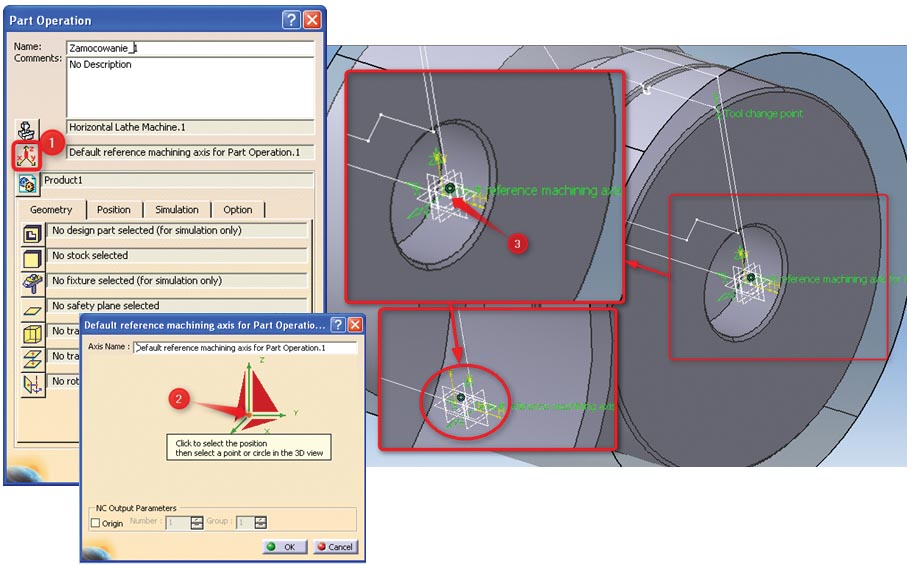 Określenie układu współrzędnych do obróbki (rys. 7): w oknie Part Operation wybieramy Reference machining axis system i w pojawiającym się okienku klikamy na środek układu współrzędnych, który jeśli nie jest określony; jest w kolorze czerwonym. Układ współrzędnych musimy ustawić tak, aby szkice obydwu modeli znajdowały się w płaszczyźnie tworzonej przez osie ZX – w punkcie wcześniejszym w taki sposób została określona płaszczyzna obróbki. W ogólnym przypadku płaszczyzna szkiców modeli i płaszczyzna obróbki (zgodna z ustawieniami osi tokarki) muszą się pokrywać.
Określenie układu współrzędnych do obróbki (rys. 7): w oknie Part Operation wybieramy Reference machining axis system i w pojawiającym się okienku klikamy na środek układu współrzędnych, który jeśli nie jest określony; jest w kolorze czerwonym. Układ współrzędnych musimy ustawić tak, aby szkice obydwu modeli znajdowały się w płaszczyźnie tworzonej przez osie ZX – w punkcie wcześniejszym w taki sposób została określona płaszczyzna obróbki. W ogólnym przypadku płaszczyzna szkiców modeli i płaszczyzna obróbki (zgodna z ustawieniami osi tokarki) muszą się pokrywać.
Po kliknięciu na czerwonym punkcie początku układu współrzędnych, okno wyboru układu znika, a my klikamy na początek układu współrzędnych przypisanego do modelu „Pręta walcowanego”, czyli naszego półfabrykatu. Układ współrzędnych do obróbki przesunie się do zaznaczonego przez nas punktu, a układ w oknie zmieni kolor na zielony.
Przeniesienie (zaznaczenie) układu współrzędnych do obróbki z części do półfabrykatu nie wystarcza jednak do tego, aby symulacja zadziałała w sposób prawidłowy. 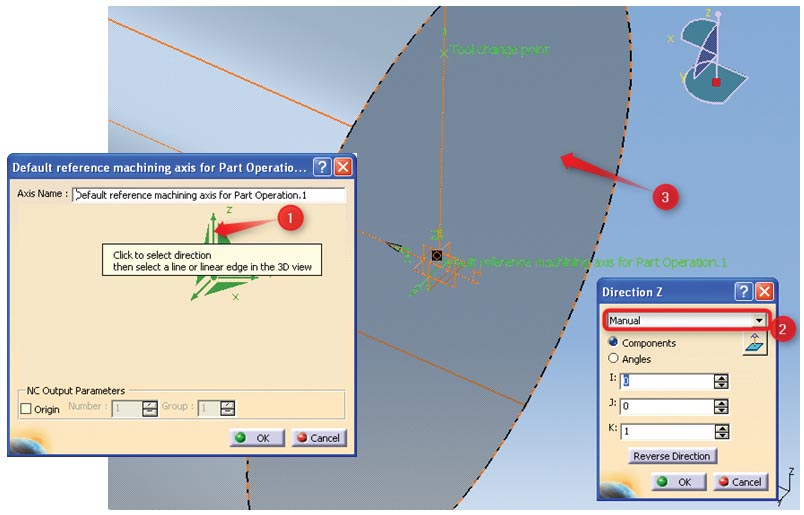 Mając w pamięci ustawienie osi obrotu wrzeciona obrabiarki i kierunek promieniowy obrotu (domyślnie ustawione przy wyborze obrabiarki) musimy zmienić orientację osi Z i X tak, aby odpowiadała ona ustalonym wcześniej kierunkom. W tym celu w oknie Default reference machining axis for Part Operation klikamy na oś Z układu odniesienia (rys. 8).
Mając w pamięci ustawienie osi obrotu wrzeciona obrabiarki i kierunek promieniowy obrotu (domyślnie ustawione przy wyborze obrabiarki) musimy zmienić orientację osi Z i X tak, aby odpowiadała ona ustalonym wcześniej kierunkom. W tym celu w oknie Default reference machining axis for Part Operation klikamy na oś Z układu odniesienia (rys. 8).
Możemy również wcześniej ukryć model części – tulei, aby widok modelu półfabrykatu był bez układu współrzędnych, należącego do części, i ustawiając w oknie kierunek Z Manual zaznaczamy powierzchnię czołową półfabrykatu.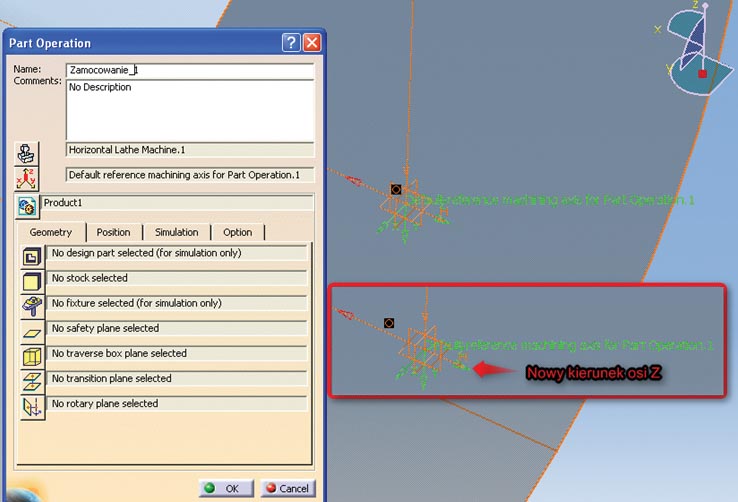 Oś Z przyjmie teraz kierunek wektora H (rys. 9), wartość wektora kierunkowego I zmieni się z „0” na „-1”, a wartość wektora kierunkowego K zmieni się z „1” na „0”. Po kliknięciu OK cały układ zmieni kolor na zielony.
Oś Z przyjmie teraz kierunek wektora H (rys. 9), wartość wektora kierunkowego I zmieni się z „0” na „-1”, a wartość wektora kierunkowego K zmieni się z „1” na „0”. Po kliknięciu OK cały układ zmieni kolor na zielony.
Pozostaje nam do zmiany kierunek osi X, gdyż szkice znajdują się w tym momencie w płaszczyźnie osi ZY (rys. 9).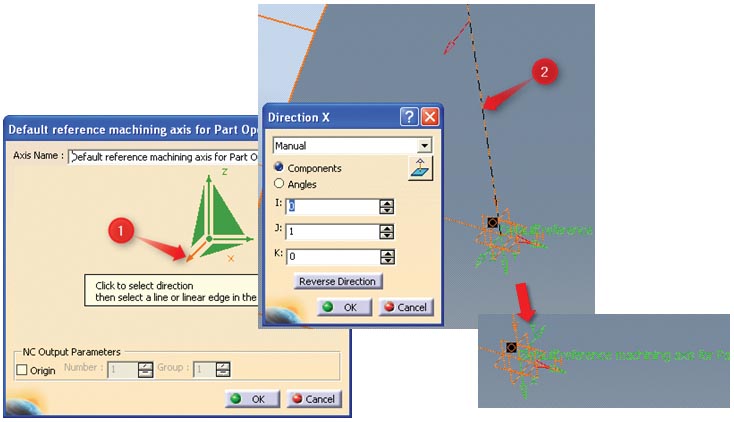 Aby zmienić kierunek osi X, w oknie Part Operation ponownie wybieramy Reference machining axis system i klikamy na zieloną oś X (rys. 10).
Aby zmienić kierunek osi X, w oknie Part Operation ponownie wybieramy Reference machining axis system i klikamy na zieloną oś X (rys. 10).
Następnie zaznaczamy pionową oś szkicu półfabrykatu i klikamy dwa razy OK, aby zaakceptować dokonane zmiany. W wyniku otrzymamy oś X o zwrocie skierowanym w dół.![]() Aby oś X była skierowana w górę należy kliknąć ponownie w ikonkę układu współrzędnych na karcie Part Operation (rys. 11), zaznaczyć zieloną oś X w okienku z układem, a następnie kliknąć Reverse Direction, co pozwoli na odwrócenie kierunku tej osi. Wartość wektora kierunkowego K zmieni wartość z „-1” na „1” (rys. 11) po kliknięciu dwa razy na OK.
Aby oś X była skierowana w górę należy kliknąć ponownie w ikonkę układu współrzędnych na karcie Part Operation (rys. 11), zaznaczyć zieloną oś X w okienku z układem, a następnie kliknąć Reverse Direction, co pozwoli na odwrócenie kierunku tej osi. Wartość wektora kierunkowego K zmieni wartość z „-1” na „1” (rys. 11) po kliknięciu dwa razy na OK. 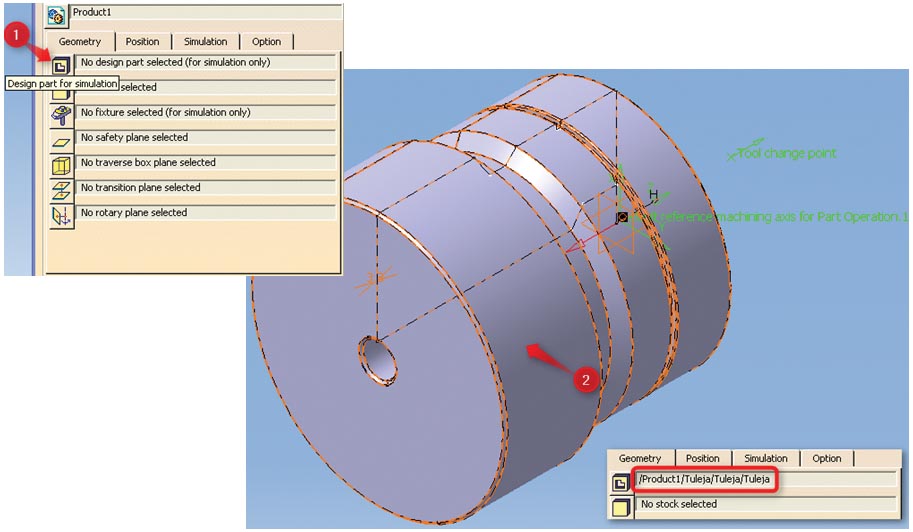 Aby dokończyć wprowadzanie ustawień dla Zamocowanie_1 należy jeszcze zdefiniować model geometryczny części i półfabrykatu do obróbki w zakładce Geometry oraz ustalić współrzędne punktu wymiany narzędzia w zakładce Position.
Aby dokończyć wprowadzanie ustawień dla Zamocowanie_1 należy jeszcze zdefiniować model geometryczny części i półfabrykatu do obróbki w zakładce Geometry oraz ustalić współrzędne punktu wymiany narzędzia w zakładce Position.
W zakładce Geometry wybieramy Design part for simulation (rys. 12).  Klikamy dwa razy na modelu części lub na części w drzewku ProductList. Po wczytaniu modelu części zobaczymy ścieżkę do niej obok ikonki.
Klikamy dwa razy na modelu części lub na części w drzewku ProductList. Po wczytaniu modelu części zobaczymy ścieżkę do niej obok ikonki.
W zakładce Geometry wybieramy teraz Stock (rys. 13).
Kolejno klikamy dwukrotnie na model półfabrykatu. Po załadowaniu w oknie obok ikonki zobaczymy ścieżkę do modelu półfabrykatu.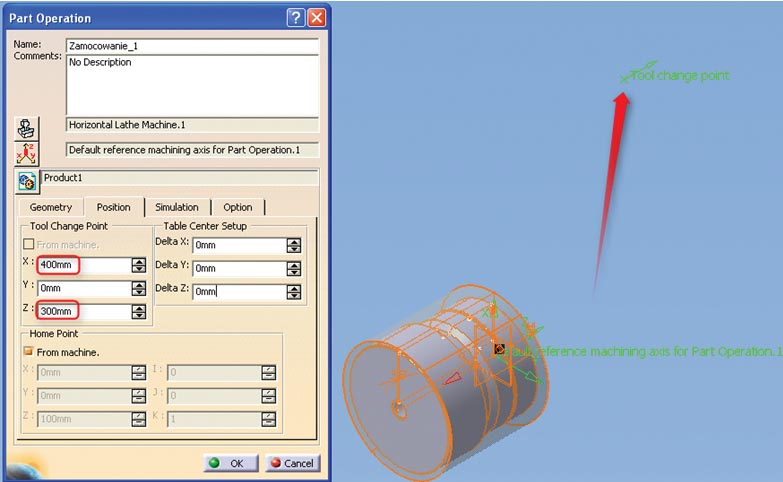 Po wykonaniu powyższych czynności, w oknie Part Operation przechodzimy na zakładkę Position, gdzie ustawimy współrzędne punktu wymiany narzędzia (domyślnie punkt ten leży na osi obrotu wrzeciona obrabiarki). Przesuwamy go poza oś obrotu i wyprowadzamy do góry, zmieniając współrzędną X oraz Z kolejno na X = 400 oraz Z = 300 (rys. 14).
Po wykonaniu powyższych czynności, w oknie Part Operation przechodzimy na zakładkę Position, gdzie ustawimy współrzędne punktu wymiany narzędzia (domyślnie punkt ten leży na osi obrotu wrzeciona obrabiarki). Przesuwamy go poza oś obrotu i wyprowadzamy do góry, zmieniając współrzędną X oraz Z kolejno na X = 400 oraz Z = 300 (rys. 14).
Po zmianie wartości zobaczymy, że punkt wymiany narzędzia przesunął się w płaszczyźnie ZX. Na koniec klikamy OK.
W ten sposób zakończyliśmy etap przygotowania modelu geometrycznego pod programowanie obróbki i etap definiowania ustawień dla pierwszego zamocowania. Możemy rozpocząć programowanie obróbki toczeniem. Zamykamy okno Part Operation, klikamy OK, a następnie zapisujemy całą naszą pracę – File-Save.
Dalszy ciąg w następnych numerach Projektowania i Konstrukcji Inżynierskich.
Adrian Stadnicki
Michał Karpiuk
Politechnika Krakowska
artykuł pochodzi z wydania Kwiecień 4 (55) 2012


 część 2 – projektowanie wyrobu")
