






W czasach, kiedy uzyskanie przewagi konkurencyjnej jest coraz trudniejsze warto sięgnąć do wypróbowanych i znanych metod na jej uzyskanie. Jedną z nich jest unifikacja, czyli inaczej mówiąc metoda normalizacji, której celem jest zmniejszenie różnorodności wyrobów. Powstaje poprzez ujednolicenie cech i umożliwiając zamienne stosowanie różnych części lub zespołów maszyn prowadzi do zwiększenia uniwersalności wyrobów.
Aleksander Łukomski
Unifikacja umożliwia produkcję wielkoseryjną, co jest istotne ze względów ekonomicznych. Przy zastosowaniu tej metody zyskuje się też czas potrzebny do budowy maszyny lub urządzenia technologicznego z zespołów zunifikowanych – maszyny buduje się z części lub zespołów znajdujących się w magazynie, a dokumentacja nowej maszyny powstającej z zespołów i części zunifikowanych jest często bardzo prosta, a więc powstaje szybko. Zyskuje się też na jakości, gdyż produkowane od jakiegoś czasu te same zespoły zunifikowane najczęściej są doprowadzone do perfekcji jakościowej.

Zespoły zunifikowane produkcji fabryki Wiepofama na Międzynarodowych Targach Poznańskich
Maszynami, w których stosuje się zespoły zunifikowane lub znormalizowane, są m.in.: obrabiarki zespołowe i uniwersalne, obrabiarki do drewna, maszyny montażowe i przyrządy do obróbki plastycznej. W znanych zespołach zunifikowanych w obrabiarkach zespołowych występują przykładowo: kompletne wrzecienniki wiertarskie (niekiedy z posuwem pinolowym), zespoły posuwowe, na których montuje się wrzecienniki wiertarskie, frezarskie i wytaczarskie (które nie mają posuwu pinolowego), podstawy, stoły robocze (w tym obrotowe), narzędzia wraz z oprawkami, zespoły hydrauliczne itp. Z takich zespołów można nie tylko wykonać obrabiarkę – u producenta tych zespołów, ale także i w swoim zakładzie, o ile mamy konstruktora, który wie jak to zrobić. Na ogół konieczne jest wtedy zaprojektowanie i wykonanie specjalnego przyrządu dla detalu obrabianego na tej obrabiarce, lub przyrządów, jeżeli ma to być obrabiarka wielostanowiskowa. W jednej z fabryk obrabiarek, w której stosuje się daleko posuniętą unifikację, zunifikowano wrzeciona, wałki pośrednie, korpusy wrzecienników wielowrzecionowych, koła zębate itd. Wałki pośrednie wymagały ustalenia płaszczyzn zazębiania kół zębatych. I tak, przyjęto, że wałki mogą być trzypłaszczyznowe lub pięciopłaszczyznowe w ściśle określonych położeniach. Trzypłaszczyznowe stosuje się wtedy, gdy płaszczyzny zazębiania występują jako – płaszczyzna pojedyncza, dwie płaszczyzny lub trzy. Jak koła zębate występują tylko w jednej płaszczyźnie, to w dwóch pozostałych płaszczyznach jest puste miejsce. Ograniczono w ten sposób liczbę typów wałków, które wraz z łożyskami stanowiły zunifikowany zespół. Wymagało to też zunifikowania kół zębatych. Przyjęto szerokość koła 26 mm, osadzonego na wałku za pomocą wielowypustu ewolwentowego. Moduł zębów kół zębatych przyjęto od 2 do 6. Również średnice wałków wraz z łożyskami zostały sprowadzone do trzech rozmiarów. Wynikały z tego dalsze konsekwencje, jak wielkość skrzynek (korpusów), których wymiary powstały z długości wałków i maksymalnych średnic kół zębatych.

Wiertarska jednostka pinolowa stosowana w budowie obrabiarek zadaniowych
Zostało jedenaście typowielkości korpusów skrzynek w wersji odlewanej lub spawanej, z których dało się zmontować prawie każdy wrzeciennik wielowrzecionowy w bardzo krótkim czasie, ponieważ wszystkie części do montażu były na regałach w magazynie. Trzeba było tylko wykonać w korpusie wrzeciennika otwory pod wrzeciona i wałki pośrednie. Wszystkie zespoły i detale zostały skatalogowane, łącznie z kołami zębatymi. W specjalnym wykonaniu były tylko koła z korekcją, ale i te dobierane z półwyrobów katalogowych. Dokumentacją takiego wrzeciennika był schemat kinematyczny z odnośnikami i numerami katalogowymi poszczególnych zespołów i detali. W rzucie od przodu na zestawieniu schematycznym wrzeciennika podawano położenie ponumerowanych osi wrzecion i wałków pośrednich, a na przekrojach cząstkowych – otwory pod łożyska, zwykle dwie lub trzy typowielkości, wtedy z pełnym wymiarowaniem, chociaż pewnie i to mogłoby się znaleźć w katalogu. Do tego specyfikacja. Dokumentacja wrzeciennika i obrabiarki powstawała na ogół w jeden dzień lub nawet krócej, w kilka godzin. Dalej powodowało to zmiany organizacyjne i technologiczne w fabryce. Uproszczono wydział produkcji kół zębatych, wałków, korpusów i montażu. Technologia została znacząco uproszczona. Rozdzielcy i monterzy posiadali katalogi zunifikowanych zespołów i po numerach katalogowych orientowali się, w jaki sposób montować wałki, czy wrzeciona. Na fali sukcesu unifikacji skrzynek wielowrzecionowych wiertarskich, zunifikowano bardzo dużo innych zespołów, jak np. wrzecienniki frezarskie, doprowadzając do trzech typowielkości, przyrządy, narzędzia i inne, a także zawężono ilości rodzajów stosowanych części normalnych, jak np. śruby, nakrętki, kołki, podkładki itp., tu zwykle wystarczyło maksymalnie pięć typowielkości. Często bardzo skomplikowana maszyna powstawała w bardzo krótkim czasie, nawet kilku dni. Wzrosła także jakość. Było mało błędów, bo jakość produkowanych w seriach podobnych detali była doprowadzona do perfekcji. Wprowadzono większą płynność w produkcji, gdyż poza zaplanowanymi pracami można było w chwilach przestojów produkować detale i zespoły zunifikowane „na magazyn”. Efekty wprowadzenia tak głębokiej unifikacji przerosły wyobrażenia.
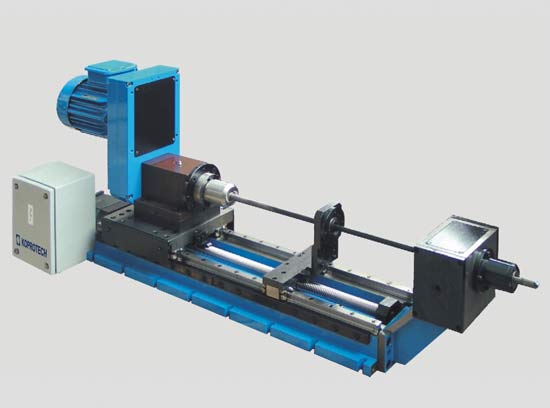
Znormalizowana jednostka wiertarska do głębokiego wiercenia otworów, wykorzystywana w budowie obrabiarek uniwersalnych i specjalnych obrabiarek zadaniowych
Uprościła się produkcja, wzrosła wydajność, znacznie, nawet dziesięciokrotnie.
Przy tego typu sytuacji najważniejsze są dobre założenia i prawidłowy system kodowania. Te sprawy należy dobrze przemyśleć lub wykonać we współpracy z profesjonalną firmą. Przy małej liczbie detali i zespołów jest to względnie proste, lecz przy większej ich liczbie ilość miejsc (cyfr) kodu powiększa się do kilkunastu. Przy komputerowym zarządzaniu w fabryce jest to jednak konieczne. Na tym w skrócie opisanym przykładzie widać jak ogromny postęp i zysk jest możliwy do uzyskania dzięki przemyślanej unifikacji i to nie tylko w fabryce obrabiarek zespołowych. Znane są przypadki udanej unifikacji w fabryce produkującej urządzenia i maszyny do przenoszenia (duże przenośniki) różnych materiałów, jak śmieci, czy gruz. Zunifikowano tam detale i zespoły przenośników, uzyskując podobne efekty do opisanych przy unifikacji obrabiarek zespołowych.
- start
- Poprzedni artykuł
- 1
- 2
- Następny artykuł
- koniec