































Działające przy Uniwersytecie w Sheffield centrum badawczo-rozwojowe AMRC (Advanced Manufacturing Research Centre) zademonstrowało możliwości optymalizacji topologicznej i wytwarzania przyrostowego na przykładzie narzędzi skrawających do metalu.

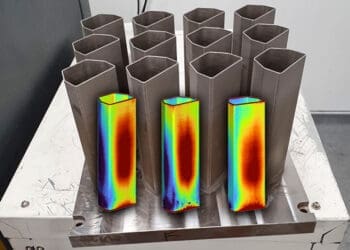
Jako demonstrator technologii posłużył frez czołowy do obróbki stopu tytanu Ti6Al4V. Narzędzie przeprojektowano od podstaw w celu uzyskania minimalizacji drgań przy jednoczesnym zachowaniu sztywności, wymaganej ze względu na duże siły skrawające. Zastosowano optymalizację topologiczną i wytypowano trzy warianty konstrukcji narzędzia, różniące się stopniem redukcji masy. Prototypy narzędzi wykonano w technologii LPBF (laser powder bed fusion) ze stali maraging M300.
Zoptymalizowane topologicznie narzędzia podczas testów obróbczych wykazały się znacznym zmniejszeniem drgań towarzyszących skrawaniu, w porównaniu do komercyjnych narzędzi tego typu. Poprawie uległa też stabilność i dokładność obróbki. W efekcie odnotowano lepszą jakość powierzchni skrawanej po obróbce i zmniejszone zużycie samego narzędzia. Pomiary narzędzi, wykonane po godzinie skrawania czołowego Ti6Al4V wykazały zużycie powierzchni frezów na poziomie zaledwie 100 µm.
Wszystko wskazuje więc, że wytwarzanie przyrostowe narzędzi skrawających, wraz z możliwościami optymalizacji topologicznej, oferuje obiecujące możliwości dla branży obróbki metali. Narzędzia o zoptymalizowanej geometrii przyczyniają się do:
- zwiększenia produktywności – poprzez wydajne skrawanie zaawansowanych materiałów konstrukcyjnych, na przykład stopów tytanu;
- redukcji kosztów – poprzez wydłużenie trwałości narzędzi;
- ograniczenia przestojów – gdyż podwyższona trwałość narzędzi przekłada się na zmniejszenie częstotliwości wymiany narzędzi.
W kontekście zastosowania technologii druku 3D do produkcji narzędzi skrawających, duże nadzieje wiązane są także z perspektywą zwiększenia wydajności chłodzenia poprzez integrację chłodzenia konformalnego w ich konstrukcji.
amrc.co.uk