






rys. 2
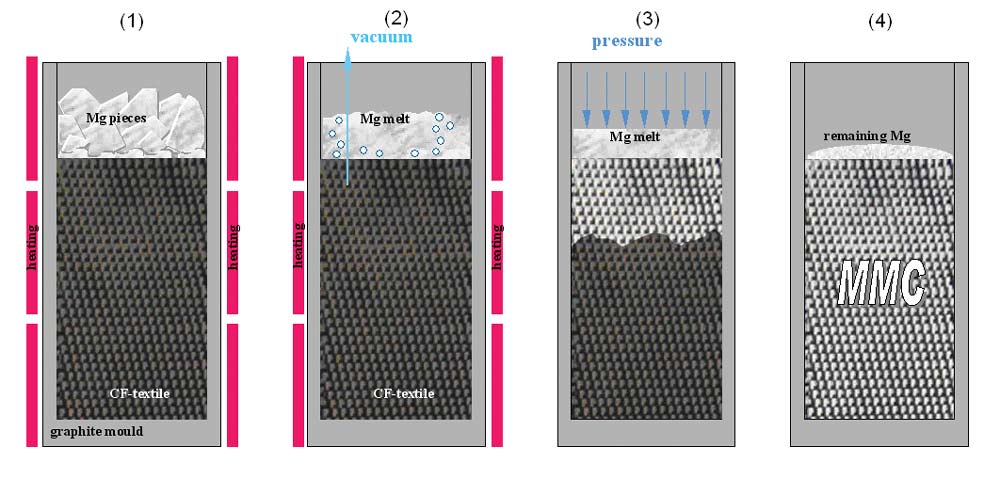
Proces GPI można podzielić na cztery etapy (Rys. 2). W pierwszym, stop umieszczany jest w formie (1). Następnie, włókna, forma i stop magnezu nagrzewane są do temperatury powyżej temperatury topnienia stopu (2). Po przekroczeniu temperatury topnienia magnezu i wstępnym przeinfiltrowaniu preformy, do komory autoklawu wtłaczany jest argon pod wysokim ciśnieniem, w celu zakończenia procesu infiltracji i zminimalizowania porowatości (3). Ostatni etap polega na stosunkowo szybkim wychłodzeniu komory autoklawu za pomocą gazu ochronnego (np. argonu).
Parametry procesu wytwarzania próbek zostały pokazane na rysunku 3. Do prawidłowego przebiegu procesu infiltracji niezbędne jest wysokie ciśnienie, poprawiające wydajność procesu, a tym samym jakość wytwarzanych próbek.
Jak przedstawiono na rysunku 3 temperatura podczas procesu jest dobierana tak, aby roztopić stop bez jego przegrzewania, pozwalając na otrzymanie odpowiedniej mikrostruktury. 
rys. 3
Wyniki badań
Wykonane materiały kompozytowe charakteryzują się gładką powierzchnią zewnętrzną, a zawartość procentowa włókien pozostała na poziomie 50%.
Przeprowadzone badania wytrzymałościowe wskazują, że osiągnięta została optymalna kombinacja włókien węglowych i stopu magnezu. Bardzo dobre rezultaty przyniosły połączenia stopu AJ62 z włóknem HTS5631 pokrytym PyC oraz AM50 z włóknem M40, co zostało zaprezentowane na rysunkach 4 i 5.
 rys. 4 |
 rys. 5 |
Zmiana kombinacji włókien i osnowy wpływa bezpośrednio na zmianę wytrzymałości i sztywności kompozytu. Dla uzyskania dokładnych wykresów wytrzymałościowych zastosowano tensometry na każdym rodzaju próbki. Wyniki tych badań przedstawiają, na następnej stronie, rysunki 6 i 7.
 rys. 6 |
 rys. 7 |