






Przemysłowe spawanie TIG wymaga aby rysy szlifierskie na elektrodzie wolframowej były wzdłużne (nie rozbijały strumienia plazmy), argon był klasy czystości 4,5 (99,995% Ar), drut był odgazowany próżniowo (litera W zamiast G w oznaczeniu /4/) i aby uchwyt był zaopatrzony w tzw. sitko, czyli w soczewkę do przepływu laminarnego.
Ryszard Jastrzębski
Aby obniżyć temperaturę jeziorka i uniknąć przegrzania materiału należy zaopatrzyć spawarkę do TIG-u w woltomierz i pilnować aby napięcie nie przekraczało 8V. Jest to dosyć trudne, gdyż większość spawaczy utrzymuje wielkość łuku przy którym napięcie jest równe 15V. Należy spawaną stal zabezpieczyć przed kontaktem z czarną stalą, opiłkami z szlifowania czarnej, szczotkami i młotkami ze stali czarnej. Nie należy szlifować tarczami korundowymi i nie należy czyścić powierzchni szlifierkami (naprężenia szlifierskie), tylko lamelkami z papieru ściernego.
Rury powinny być „zadeklowane” np. wypraskami z papieru wodnego, a do środka powinien być wprowadzony gaz formujący. Przepływ tego gazu (w l/min) powinien być równy średnicy rury (w cm). Przepływ argonu powinien być wyliczony ze wzoru Vosł= 7 l/min x I/90A, gdzie I jest prądem spawania. W przypadku fazowania grubszych rur szczelina powinna być zaklejona taśmą aluminiową.
Spawanie rurek cienkościennych ze stali kwasoodpornych metodą TIG
W przypadku spawania rur cienkościennych (do 3 mm grubości) sczepiamy w trzech punktach bez szczeliny, na styk. Długość sczepów: trzy grubości, a odległość miedzy sczepami dziesięć-piętnaście grubości. Pierwszą warstwę wykonujemy bez dodatku stopiwa, a przetopienie ścianek kontrolujemy obniżaniem się jeziorka (rys 2). Drugą warstwę uszczelniającą wykonujemy w rowku powstałym po ułożeniu pierwszej warstwy, tak aby zakończenia ściegów były poprzesuwane. Jeżeli rura nie przenosi dużych ciśnień to spoina może być jednościegowa. W tym przypadku zakończenie ściegu musi zachodzić na rozpoczęcie, o 12 mm. 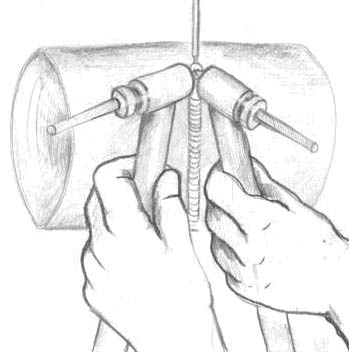
Rys. 2 Metoda kręcenia - technika spawania cienkościennych rur kwasoodpornych do celów spożywczych w pozycji przymusowej PH
Wykonanie idealnych przetopów na rurach nierdzewnych, o grubości od 1 do 2 milimetrów, wymaga trzymania końca elektrody wolframowej w tym samym miejscu, i przeginania uchwytu w kierunku obu złączonych blach naprzemiennie (rys. 2).
Równowagę sił napięcia powierzchniowego regulujemy strużką ciekłego metalu spływającego z końca drutu do elektrody i obniżającego temperaturę małego jeziorka spawalniczego (rys. 2).
Takie prowadzenie uchwytu ułatwia oparcie dyszy o rurę i obtaczanie jej po rurze w lewo i w prawo.
| Do stali nierdzewnych zaliczamy stale: martenzytyczne, ferytyczne (odporne na korozję gazową siarkowodoru) , dupleks (odporne na działanie chlorków) austenityczne (odporna na koroję elektrochemiczną) i superdupleks (duża wytrzymałość). Stal martenzytyczna ma w przeciwieństwie do stali ferrytycznej większą wytrzymałość na rozciąganie. Stal superdupleks stosuje się w elektrowniach jądrowych gdzie obok wytrzymałości elektrochemicznej potrzebna jest wytrzymałość na rozciąganie do 750 MPa /5/. „The Procedure Handbook of Arc Welding” /1/ wymienia składy chemiczne i własności mechaniczne następujących gatunków stali austenitycznych według AISI: 201, 202, 205, 301, 302, 302B, 303, 303Se, 304, 304L, 304N, 304LN, 305, 308, 309, 309S, 310, 310S, 314, 316, 316L, 316N, 316LN, 316F, 317, 317L, 321, 330, 347, 347M, 348. 384, S30430, 329 dupleks S32900. Dobór drutów do spawania stali austenitycznych podaje tabela 1 / 7/. Ww. poradnik podaje też własności i skład chemiczny następujących stali ferrytycznych: 405, 409, 429, 430,430F, 430Se, 430FSe, 434, 436, 439, 442, 444, 446, 26-1, 29-4, 29-4-2. Do tych stali jest tylko stopiwo 430. Ponieważ spawanie tym stopiwem wymaga podgrzewania, stale te z reguły spawa się stopiwem austenitycznym 312, a powierzchnie narażone na korozję gazową napawa się stopiwem 430. W USA stosowane są następujące gatunki stali martenzytycznych: 403, 405, 410, 414, 416, 416Se, 420, 420F, 420Mod, 422, 431, 440A, 440B, 440C. W katalogach materiałów dodatkowych można znaleźć tylko stopiwo 410. Stale dupleks można podzielić (USA) na: 255 (Ferralium), 2205 (Sandvik), 2304 (Sandvik), NU744LN (Uddeholm), 21-9, 23-7. Do spawania posiadamy tylko stopiwa 2293NL (dupleks) i 2594NL /1/. |
W przypadku spawania cienkościennych rur kwasoodpornych bez szczeliny (na styk) drut jest zawsze styczny do rury. Do celów spożywczych przetop musi być gładki, a jego jakość powinna być dokumentowana przez filmowanie endoskopem. Walidacja w przemyśle farmaceutycznym wymaga automatów do spawania orbitalnego. Z takiego automatu otrzymuje się wydruk parametrów spawania.
Tab. 1 Dobór materiałów dodatkowych do spawania stali austenitycznych /7/
- start
- Poprzedni artykuł
- 1
- 2
- 3
- Następny artykuł
- koniec