






















W czasach PRL, w Hucie Stalowa Wola, przy okazji produkcji maszyn budowlanych ze stali S690QL (14 HNMBCu) uważano, że gdy maszyna kosztuje wiele milionów, to powinna wyglądać jak Mercedes, tj. musi mieć wygląd „handlowy”. Wszystkie spoiny musiały więc być ładne. Przy produkcji czołgów dla ZSRR z tej stali nie było już jednak takich wymogów. W dzisiejszych czasach pojęcie ładnej spoiny nabiera coraz większego znaczenia.
Dzięki spawarkom impulsowym MAG spoiny miały być ładniejsze. Z kolei przy spawaniu spawarkami z podwójnym impulsem wyglądały na brzydsze, ale za to były bardziej wytrzymałe, z uwagi na to, że kryształy rozbudowują się tam na boki. Gdy wprowadzano spawarki z głębokim wtopieniem arcForce, mówiono, że spoina będzie nieco mniej efektowna (brzydsza), ale tańsza, ponieważ będzie można odliczyć głębokość wtopienia od wymiaru spoiny pachwinowej i dwukrotnie zmniejszyć rowek spoiny doczołowej oraz pospawać w pionie stale wysokowytrzymałe. Ładne spoiny ze stali wysokowytrzymałych miały zostać zapewnione przez stosowanie impulsowania pomiędzy funkcją głębokiego wtapiania a funkcją dużego stapiania drutu.

Spawanie cienkich blach aluminiowych dla przemysłu kolejowego jest dosyć trudne, zwłaszcza gdy trzeba wykonać przetopy. W tlenowniach przetopy rur aluminiowych wykonuje się na podkładce przetapialnej. Na rysunku 1, na arkuszu protokołu z egzaminu spawacza (wg ISO9606-2) naniesiono zdjęcia spoiny pachwinowej oraz spoiny doczołowej. Dla spoiny pachwinowej podaje się wymiary Z1 i Z2, a dla spoiny doczołowej podaje się szerokość i wysokość nadlewu lica i przetopu. Arkusz kalkulacyjny umożliwia wyliczenie teoretycznego wymiaru spoiny pachwinowej, który potem odejmujemy od wartości zmierzonej i wyliczamy nadlew spoiny pachwinowej, wpisywany następnie do protokołu. W przypadku przekroczenia dopuszczalnej niesymetryczności spoiny, wielkości spoiny czy też nadmiernego nadlewu, wpisane wartości liczbowe podświetlają się na czerwono.
Na załączonych zdjęciach spoina pachwinowa jest ładna i estetyczna. Lico spoiny doczołowej także jest ładne, ale przetop wydaje się być nierówny i zbyt bogaty. Pomimo tego, nie podświetlają się żadne wpisane wartości i egzamin – ze względu na pozytywne próby gięcia i łamania – jest zdany.

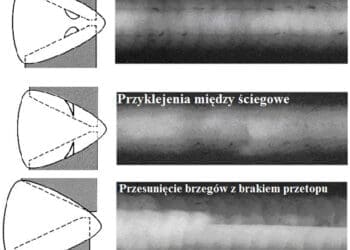
Na rysunku 2 pokazano zdjęcia ładnie wyglądających spoin wraz ze zdjęciem przetopu zrobionego przez szczelinę, w trakcie jego wykonywania, oraz radiogramy spoiny. Brak jest jednak ważnych informacji, takich jak wymiary złącza, technika spawania czy sposób pozyskania obrazu cyfrowego. Przypuszczalnie nie zastosowano digitalizatora, i jakość radiogramów jest niska. Tylko na jednym radiogramie widoczny jest pręcik 0,32 mm, a na pozostałych – brak widoczności pręcików. Mimo tego dobrze widać, że na długich odcinkach występuje brak przetopu (402), połączony z wklęśnięciem w grani (515) (patrz norma PN-EN ISO 6521-1 i PN-EN ISO 5817). Jakość ładnego „z wyglądu” złącza nie mieści się w żadnym z trzech poziomów akceptacji.

Na rysunku 3 po lewej pokazano zdjęcia spoin podczas rozcinania rurociągu ciepłowniczego. Spoina po lewej stronie od wierzchu jest mocno skorodowana, przetop wykonywany elektrodą otuloną jest nierówny, z widocznymi wyciekami, ale krawędzie są przetopione. Ponieważ rurociąg był dopuszczony do ruchu i przetrwał lata pracy, radiogramy musiały być pozytywnie ocenione. Spoiny bez przetopu liczymy jak spoiny pachwinowe na ścinanie i wtedy ich nośność jest 1,7 razy mniejsza. Wprawdzie naprężenia w spoinach doczołowych są dwa razy mniejsze niż w spoinach wzdłużnych i dlatego wydaje się, że spoina bez przetopu powinna wytrzymać założony okres eksploatacji, ale jak pokazuje praktyka – taka spoina jednak długo nie wytrzymuje – rurociągi z gorącą wodą na turbinowni elektrowni w Hucie im. Lenina w Krakowie po trzech latach pękały właśnie ze względu na brak przetopu i drgania podestów.
Po prawej stronie rysunku 3 widać wycinaną – ładną na licu i przetopie – spoinę wykonaną metodą TIG. Spoina została wycięta ze względu na negatywny wynik badań radiograficznych. Jak pokazuje praktyka, spoiny rurociągów ciepłowniczych wykonane elektrodą otuloną, ze względu na niewykrywalne radiograficznie mikropęknięcia wytrzymują 10 lat, a spoiny, których przetop wykonano metodą TIG, ze względu na brak mikropęknięć mogą wytrzymać 40 lat. Oczywiście jest to aktualne, gdy spoiny są dobrze zaizolowane i zabezpieczone korozyjnie od zewnątrz.

Na rysunku 4, na zdjęciu spoiny u góry, lico pod względem estetycznym jest brzydkie, ale nie widać wad. Na radiogramie poniżej widać jednak nieakceptowalne przyklejenia (przyklejenia mogą być mylone z dopuszczalnymi żużlami).
Na rysunku 5 po lewej stronie widać ładne lico rurociągu ciśnieniowego. Po prawej stronie jest radiogram tej spoiny z widocznym nieakceptowalnym przyklejeniem. Przyklejenie to powstało prawdopodobnie przy nieprawidłowym zakańczaniu i rozpoczynaniu spawania (na miarce i na radiogramie położenie 25).

Większość inspektorów budownictwa powie, że jeżeli spoina jest dobra na zdjęciu i na radiogramie, to jest dobra. Problem w tym, że przyklejenia, które powodują awarię spoin obciążonych dynamicznie, nie są niezawodnie wykrywalne przez badania radiograficzne.
Praktycy z elektrowni nie dopuszczają skłonnego do przyklejeń spawania MAG drutem litym. To zmusiło konstruktorów spawarek elektronicznych do wykonania oprogramowania sterującego, umożliwiającego uzyskanie spoin o głębokim wtopieniu.
Spoina ładna nie zawsze jest więc dobra. O jej wytrzymałości decyduje również technologia podana w karcie technologicznej (napięcie, prąd, szybkość podawania drutu, prędkość spawania, funkcja sterowania elektroniką spawarki, temperatura podgrzewania, temperatura między-ściegowa, temperatura wygrzewania po spawaniu i technologia obróbki cieplnej lub wibrowania), ale również powtarzalna w danym zakładzie technika spawania, którą testujemy przy okazji badania technologii. Doświadczony w danej dziedzinie badacz na podstawie oględzin zewnętrznych jest w stanie wykryć odstępstwo od technologii spawania.
Powstawanie wad spoin w trakcie spawania można wykrywać poprzez analizę dynamicznych przebiegów prądowo-napięciowych, jak też emisji akustycznej, towarzyszącej odkształceniom termiczno-plastycznym spoiny w trakcie spawania, a także przez analizę częstotliwościowo-amplitudowych przebiegów zmian oświetlenia i akustyki towarzyszącej spawaniu MAG.
Ryszard Jastrzębski
Instytut Łączenia Metali
prof. dr inż. Zbigniew Prusak
Central Connecticut State University, USA
Paulina Kubacka
Laboratorium spawalnicze NAFTO
artykuł pochodzi z wydania 12 (135) grudzień 2018