Jestem mechanikiem. A dla mechanika metale się spawa, skręca, lutuje itd. Ale klejenie? Dlaczego klejenie? Przecież to nie działa! Prawie każdy mechanik powie nam to samo. Państwo to już wiedzą, bo wiele razy na tych łamach narzekałem na program szkolenia studentów w tym zakresie.
O klejeniu metali można by napisać książkę.
Dziś klejenie metali się rozwija i ciągle jest technologią wschodzącą mimo, iż od ponad dwudziestu lat obserwuję, jak nowe osoby przekonują się o jej sensie.
Kiedy kleimy metale? Raczej nie wtedy, gdy grubość metalu wynosi 40 mm, a elementem łączonym jest kadłub tankowca. I raczej nie wtedy, gdy mamy złączyć elementy o dużej grubości względnej, a będące metalami, jak choćby zęby noży tokarskich, albo zęby pił tarczowych.
Jakie względy przemawiają za klejeniem metali? Według mnie są dwa podstawowe warunki, które dość jednoznacznie wskazują na to, że należy rozważyć łączenie za pomocą klejenia:
- Gdy konstrukcja ma charakteryzować się dużą sztywnością w połączeniu z niską masą. Najczęściej spotykamy się z tym wymogiem w konstrukcjach transportowych. Pierwsze bez wątpienia było lotnictwo, dziś klejone są nadwozia izotermiczne, autobusy, samochody osobowe i kontenery.
- Gdy jeden z wymiarów jest istotnie mniejszy niż pozostałe. Ile to jest „istotnie”? Powiedzmy, jeden, dwa rzędy.
- Dodajmy jeszcze trzeci warunek: gdy metal ma być łączony z innym materiałem, jak szkło, tworzywo sztuczne, laminat lub podobne. Ale pomińmy ten warunek i zostawmy dwa powyższe, gdyż mamy się skoncentrować na klejeniu metali.
Są oczywiście inne względy, jak choćby brak korozji bimetalicznej, brak odkształceń termicznych, tłumienie drgań, koszt wykonania, estetyka połączenia…
Jak kleić metale?
Po pierwsze, należy przygotować powierzchnię. Jest to warunek konieczny, żeby złącze klejone było odporne na odwarstwianie się kleju, co profesjonaliści nazywają „delaminacją”. Jeśli wolumen do obróbki jest duży (jak w motoryzacji) lub masa elementów – krytyczna (jak w lotnictwie lub technologii kosmicznej), stosuje się różne sposoby trawienia i pokrywania powłokami, jak choćby kataforezę. Takie obróbki są dość kłopotliwe, wymagają wielu kąpieli chemicznych, specjalnych zabezpieczeń BHP, zwłaszcza w dzisiejszych zwariowanych czasach, gdy króluje ekoszaleństwo. Dlatego w praktyce stosuje się często wyłącznie odtłuszczanie lub nakładanie podkładów, które wiążą lekkie zanieczyszczenia, jak tłuszcz i kurz. Wiele lat wcześniej podkreślałem, że do odtłuszczania należy stosować „prawdziwe” odtłuszczacze, jak aceton, czy alkohol izopropylowy, ale dziś nie pokuszę się o wskazanie czegokolwiek. Politycy podwyższyli producentom koszty wytwarzania i zmusili ich do ponoszenia kosztów specjalnych roztworów, które oczywiście nie mają zapachu, są „ekologiczne” i posiadają wszelkie atesty, ale kosztują kilka razy drożej. Podobno są przy tym nieszkodliwe, ale to już temat na inny artykuł.
W każdym razie usunięcie brudu, tłuszczu i kurzu stanowi zagadnienie ważne, jeśli w łączeniu metali zastosowane ma być klejenie. Charakterystyczne, że wiele osób traktuje przygotowanie powierzchni pod klejenie jako problem, a gdy chodzi o lakierowanie, tylko jako jeden z etapów produkcji. A jest to element procesu technologicznego, który nie może zostać pominięty. Przynajmniej w rozważaniach i planowaniu procesu technologicznego.
Spotykamy procesy klejenia metali, gdzie przygotowanie powierzchni jest zminimalizowane, okrojone prawie do zera. Jak to możliwe? Mam na to własną odpowiedź: wiele metalowych złącz klejonych jest po prostu strasznie przewymiarowanych. Współczynnik bezpieczeństwa wynosi chyba 100 albo 200! Wtedy można okroić przygotowanie powierzchni, a dopłacić za ilość kleju, ciężar złącza i całej konstrukcji.
Czy to ma znaczenie dla rozwoju technologii klejenia? Najczęściej, nie. Wróćmy jednak do punktu pierwszego: w klejeniu chodzi o sztywność połączoną z niską masą. I tak, jeśli już zastosowaliśmy klejenie, masa konstrukcji jest obniżona, w dużym stopniu, w porównaniu np. do nitowania. Zastosowanie dwukrotnie szerszego złącza zakładkowego, przy klejeniu np. aluminiowych narożników nadwozia izotermicznego, nie ma istotnego wpływu na masę całej konstrukcji, a znakomicie poprawia jakość snu menedżerów.
A jak już przygotujemy powierzchnię?
Jak przygotujemy powierzchnię to trzeba nałożyć klej. I znowu, wokół tej wydawałoby się prostej operacji narosło wiele mitów. W internecie możemy znaleźć „porady” typu: „klej nakładamy za pomocą szklanej szpatułki lub pędzla”… Dziś nawet przy klejeniu butów nie stosuje się pędzla, a co dopiero przy klejeniu metali! I już mówię, jak „to się robi”: otóż klej należy koniecznie nałożyć w takim kształcie, żeby po przyłożeniu drugiej powierzchni pomiędzy klejone detale nie dostało się powietrze!
Dlatego nakładanie kleju jest jedną z ważniejszych operacji. Przede wszystkim należy we właściwy sposób pobrać klej z pojemników handlowych. Jeśli są to tuby, kartusze lub butelki z rzadkim klejem to problem jest jeszcze mniejszy. Klej jest projektowany tak, żeby samoczynnie zapływał złącze i wypierał powietrze. Przykładem są choćby złącza gwintowe, gdzie stosuje się kleje nawet o właściwościach kapilarnych.
W połączeniach konstrukcyjnych zagadnienie zapowietrzenia złącza jest kluczowe. Nawet jeśli stosuje się klej elastyczny, absorbujący wibracje, bąbel powietrza jest zawsze źródłem nieciągłości złącza, karbem. Od tego miejsca zaczynać się może delaminacja.
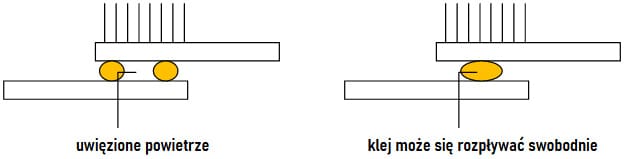
W takich złączach ważne jest, by nie tylko nałożenie kleju, ale również złożenie części było przeprowadzone w odpowiedni sposób. Niedopuszczalne są kieszenie konstrukcyjne lub technologiczne, które mogą uwięzić powietrze, wypychające później klej na zewnątrz.
Nanoszenie kleju tiksotropowego, gęstego, jest w dzisiejszych konstrukcjach metalowych istotnym zadaniem. Kleje do metalu zawierają wypełniacze podnoszące ich wytrzymałość, odporność na oddzieranie i opierające się wibracjom.
Kleje o wysokiej wytrzymałości są narażone na większe działanie karbu. Są pod tym względem podobne do metali. Dlatego ważne jest, by klej był nałożony bez bąbli powietrza, przerywających strugę kleju. W tym celu stosuje się przemysłowe metody przepakowania i podawania klejów z opakowań handlowych. Przykładem są z jednej strony aplikatory i kartusze stosowane przy mniejszych złączach, a z drugiej strony pompy podające kleje wężami prosto z wiader lub beczek.

Nałożyliśmy klej… i co dalej?
Teraz trzeba elementy złożyć. I… docisnąć? W żadnym razie! W większości wypadków, klejenie metali nie polega na tym, by klej docisnąć! Elementy trzeba złożyć i ustalić, ale nie dociskać. Oczywiście, jeśli elementy są odkształcone, sprężynują, opadają pod własnym ciężarem (jak blachy poszyciowe autobusu), trzeba je zamocować. Ale nie chodzi o dociskanie. Raczej stosuje się dystanse, żeby nie wycisnąć kleju poniżej pewnej grubości warstwy. W odpowiedzialnych połączeniach konstrukcyjnych stosuje się kleje z kulkami szklanymi, żeby utrzymać grubość spoiny w wąskiej tolerancji. Stosuje się gumowe lub metalowe podkładki. Grubość spoiny konstrukcyjnej nierzadko musi wynosić 1 mm lub więcej, żeby złącze spełniało swoje wymagania wytrzymałościowe. Zależy to od wielu czynników, z których podstawowym jest dobór kleju do określonego zastosowania. Każde złącze ma swoją optymalną grubość kleju, którą trzeba zrealizować.
Złożyliśmy i… zostawić!
Teraz technologia klejenia metali napotyka swój słaby punkt. Lutowanie, spawanie, nitowanie… te technologie mają jedną zaletę: jak się skończy praca nad złączem, można je najczęściej zaraz wziąć do dalszej obróbki. Ale nie w klejeniu. Tu wymagane jest pole odkładcze, które każdy technolog próbuje zredukować do minimum. Bo to przecież koszt produkcji w toku. Jest to znaczne obciążenie kosztów procesu. Dlatego wszyscy uczestnicy procesu klejenia metali współpracują, by osiągnąć sukces.
Wykonawcy złącza – stosują specjalne komory klimatyzacyjne dla klejów poliuretanowych, silikonów i silanów, utrzymujące wysoką wilgotność i podwyższoną temperaturę. Przyjmuje się, że każde 10 °C skraca czas wstępnego wiązania kleju o połowę. Więc jest o co walczyć.
Producenci klejów – podpowiadają nowe rozwiązania technologiczne: kleje z tzw. boosterem, szybkie kleje dwuskładnikowe, systemy no-mix, aktywatory; to tylko niektóre z rozwiązań, jakie opracowuje się by skrócić ten kłopotliwy i kosztowny etap procesu klejenia.
Dostawcy urządzeń dozujących – opracowują nowe metody, by nałożyć jak najszybciej i najwydajniej szybko wiążące kleje. Coraz mocniejsze pompy, precyzja mieszania składników, automatyzacja nakładania i składania elementów klejonych, zamknięte pętle sprzężenia zwrotnego; ciągle pojawiają się nowe metody i nowe rozwiązania, a ich koszt użytkowania spada prawie o połowę w ciągu każdych pięciu lat. Przez to klejenie metali staje się coraz bardziej dostępne dla coraz mniejszych firm produkcyjnych.
Jakie kleje do metalu?
Nie ma jednego kleju do metalu, chociaż przeglądając fora internetowe, ściągi, poradniki itp. mam wrażenie, że czas zatrzymał się 30 lat temu i prezentuje się wyroby przemysłu chemicznego, których nikt nie zna w dzisiejszym świecie produkcyjnym.
Jednak dla kogoś, kto musi opracować proces klejenia metali, mam dobrą wiadomość: dostawcy klejów przemysłowych mają coraz lepsze wsparcie techniczne, ich doradcy są specjalistami wysokiej klasy.
Każdy czytający będzie chciał, żeby jednak odpowiedzieć na pytanie: „no, to jaki ten klej?”
Odpowiedź jest prosta: jeśli łączymy małe elementy, sztywne, najprawdopodobniej będzie to klej epoksydowy. Niekoniecznie najprostsza żywica epoksydowa. Na rynku jest wiele tysięcy kompozycji, o różnych parametrach technicznych i technologicznych. Niektóre kleje, o znakomitych parametrach mechanicznych są dostępne w kartuszach dwuskładnikowych, co umożliwia wykonanie profesjonalnego złącza bez wielkich nakładów inwestycyjnych, już w małych ilościach.
Jeśli elementy są duże, zbudowane z cienkich powłok, wspartych na usztywnieniach, najczęściej stosuje się kleje elastyczne, poliuretanowe, silikonowe lub silanowe, czyli tzw. polimery MS. Te ostatnie są hitem ostatnich lat: odporne na UV jak silikony, adhezję mają lepszą niż poliuretan z aktywatorem, a kohezję dowolnie dobraną do okoliczności. I są dostępne coraz częściej nawet w marketach budowlanych.
Ciągle niedocenianymi klejami do metali są kleje metakrylowe. Czy odstrasza ich nieszkodliwy zapach kojarzący mi się z dentystą, czy wyższa cena jednostkowa, nie wiem. Ale jeśli wziąć pod uwagę, że nie wymagają doskonałego przygotowania powierzchni i zmniejszają pola odkładcze, kalkulacja ekonomiczna powinna być po ich stronie.
Co blokuje rozwój klejenia metali?
Chyba głównie nieświadomość polskich projektantów. Ciągle potwierdza się obserwowana przeze mnie zasada, że wdrożenia z klejeniem metali wchodzą na polskie linie produkcyjne z Zachodu. W Polsce tylko w Lublinie uczy się inżynierów klejenia. Do dziś, w uczelniach technicznych poświęca się na klejenie najwyżej kilka godzin wykładu, a i to wydaje się być wielkością zawyżoną.
Metale można kleić, to jest fakt techniczny i fakt technologiczny. Coraz więcej wdrożeń pokazuje, że jest to technologia, z którą należy się liczyć. Na szczęście wspólne działania producentów klejów oraz systemów dozujących prowadzą do rozwoju tej nowoczesnej metody łączenia metali.
[Marek Bernaciak]
AMB Technic
artykuł pochodzi z wydania 3 (42) marzec 2011