

































Polimery, zarówno termoplastyczne jak chemoutwardzalne, niejednokrotnie wymagają aktywacji powierzchni. Bez tego procesu trudno jest uzyskać wysoką jakość nadruku, złącza klejonego, czy nawet „zwykłego” uszczelnienia lub trwałej etykiety.
Aktywacja powierzchni polega na zwiększeniu energii powierzchniowej do poziomu najczęściej ponad 55 mN/m, a nawet ponad 72,8 mN/m, wymaganej przez lakiery wodorozpuszczalne lub kleje dyspersyjne (PE ma energię powierzchiową na poziomie 26 mN/m).
O ile jakość powierzchni związana jest z jakością procesu aktywacji, to w tym artykule zadamy pytanie: o ile możemy zmierzyć i skontrolować sam proces aktywacji; skupimy się przy tym na procesie plazmy atmosferycznej, która „wdziera się na salony”, wyprzedzając obróbkę płomieniową i koronę.
Plazma atmosferyczna ma kilka zalet, które tworzą jej specyficzną przewagę:
- Jest procesem ciągłym, łatwym do automatyzacji.
- Aktywuje większość polimerów, także czyści je z tłuszczu, kurzu i warstwy wody.
- Charakteryzuje się znaczną powtarzalnością i niezawodnością procesu.
- Jest tania w eksploatacji.
- Nie pozostawia śladów obróbki.
- Nie zagraża spaleniem podłoża ani pożarem w ogóle.
- Ma dobre proporcje wydajności do kosztu inwestycji.
- Nie emituje szkodliwych substancji w znaczących ilościach.
- Nie uszkadza nawet cienkich folii.
Jak każdy proces podlega jednak wpływowi niszczących go czynników. Jest to o tyle kłopotliwe, że gołym okiem nie można ocenić zaniku plazmy. Kontrola efektów za pomocą np. tuszów testowych nie może być prowadzona w sposób ciągły. Konsekwencje wadliwego działania plazmy mogą być daleko idące i kosztowne. W dzisiejszych czasach wady lakiernicze, lub problemy związane z delaminacją powłok, skutkują reklamacjami i utratą kontraktów, często z trudem wywalczonych. Nie mówiąc o utracie szczelności lub pęknięciach połączeń klejonych.
Zwykle stosowane są pomiary napięcia i prądu na transformatorze, a także pomiar częstotliwości. Kłopot w tym, że brak plazmy nie zawsze skutkuje zmianami wymienionych parametrów.
Liderzy stosują bezpośredni pomiar jasności plazmy u źródła, w miejscu jej powstawania. Dzięki temu, za pomocą światłowodu dowiadujemy się o zaniku plazmy natychmiast, co pozwala na uniknięcie kosztownych braków i niedoróbek.
Osobnym parametrem jest pomiar jakości samej plazmy. Jest dokonywany pośrednio, lecz niezawodnie, przez taki parametr, jak podciśnienie powietrza podawanego do dyszy. Oczywiście powietrze musi spełniać określone standardy, aby zapobiec przedwczesnemu zużywaniu się dysz i elektrod.
Dodatkowymi zabezpieczeniami są połączenia generatora plazmy z eternetem, przez złącza, w czasie rzeczywistym.
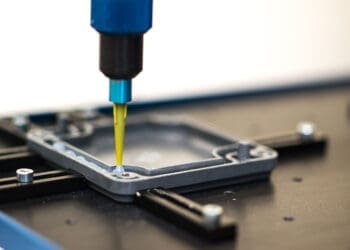
Prawidłowo wyprodukowana plazma powinna zostać równie prawidłowo dostarczona na obrabianą powierzchnię. Plazma powstaje wewnątrz głowicy, jej strumień utrzymuje się tylko w określonej odległości od jej wylotu. Dlatego prowadzenie głowicy musi odbywać się tak, by strumień plazmy znajdował się w tej samej odległości od powierzchni, by utrzymać skupienie energii na tym samym poziomie. Więcej, głowica musi poruszać się z określoną prędkością względem powierzchni (lub powierzchnia względem głowicy), by stopień aktywacji utrzymać na stałym, kontrolowanym poziomie. Prowadzenie strumienia plazmy nie jest tak wymagające, jak choćby prowadzenie głowicy dozującej klej lub topnik, nie może być jednak prowadzone „z ręki”. Co prawda, plazma atmosferyczna typu OpenAir nie powoduje przepaleń i żadną miarą nie spowoduje pożaru, jak płomień palnika, więc nie stanowi żadnego zagrożenia pożarowego. Mówimy jednak o procesie technologicznym, który wyzwala energię wielkości 1 kW na strumień, może więc na przykład spowodować odbarwienia lub zmiany na powierzchni polimerów. A zwykle nie jest to pożądane.

Następnym parametrem mającym wpływ na jakość procesu aktywacji za pomocą plazmy atmosferycznej jest prędkość obrotu, w przypadku stosowania głowic rotacyjnych. Rozkładają one energię plazmy na większą powierzchnię, co stanowi wielką zaletę przy aktywacji powierzchni zbliżonych do płaskich (i płaskich oczywiście). Kontrola obrotu jest prowadzona przez czujniki, stwierdzające działanie mechanizmu.
Jak widać, na prawidłowość procesu aktywacji i czyszczenia powierzchni polimerów plazmą ma wpływ grupa czynników, których pomiar i kontrola ma znaczny wpływ na jej stabilność i powtarzalność. Projektując proces warto mieć je na uwadze. Pozwala to zaoszczędzić znaczne kwoty oraz uniknąć niespodziewanych braków i niepożądanych poprawek.
[Marek Bernaciak]
artykuł pochodzi z wydania 9 (60) Wrzesień 2012