
































Od prawie dwudziestu lat spotykam się, na niwie zawodowej, z klejeniem i zawsze byłem przekonany, że w XXI wieku niewiele osób będzie potrzebowało informacji w tym zakresie. Jednak okazuje się, iż technologia klejenia ciągle jest nowością, a wiedza o niej jest skromna i to nawet (a może przede wszystkim), wśród młodych inżynierów, którzy często nie znają różnicy między polipropylenem, a poliwęglanem.
Klejenie tworzyw sztucznych jest uważane za kłopotliwe, między innymi właśnie z powodu niewiedzy. Spróbuję więc uporządkować podstawy w tym zakresie – skupiając się na klejeniu konstrukcyjnym tworzyw sztucznych, a że nie jestem chemikiem, nie będę nikogo zanudzał wzorami.
Podstawowe rozróżnienie tworzyw sztucznych
Z punktu widzenia klejenia, są dwie klasy tworzyw sztucznych: poliolefiny i nie-poliolefiny. Tylko tyle? Jeśli ktoś chce więcej, niech poszuka, a znajdzie w Internecie różne bajki o tym, że „dużo trudności przy klejeniu tworzyw sztucznych, zwłaszcza utwardzalnych, sprawia mała adhezja klejów do gładkich powierzchni. Zachodzi wówczas konieczność przygotowania do klejenia powierzchni szorstkich i odtłuszczonych”. Te i inne brednie wypisują ludzie, nadużywający pojęć „adhezja”, „grupy polarne” itp.
Rzecz w tym, że o klejeniu napisano już setki prac doktorskich, a do dziś nikt nie wie naprawdę dlaczego to działa. Ale działa! Otóż co jest poliolefiną, a co nie jest?
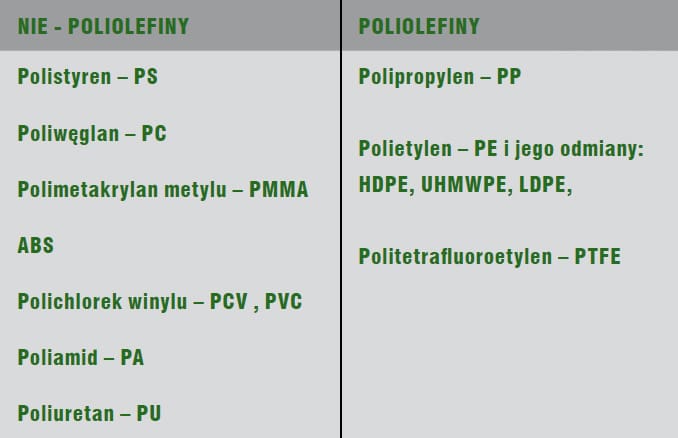
Oczywiście, tworzyw sztucznych jest więcej, setki, występują pod tysiącami nazw handlowych. Ale większość z nich, to właśnie wyżej wymienione. Jak je rozróżnić? Właściwie prosto: poliolefiny najczęściej spotykane, czyli PP i PE mają ciężar właściwy mniejszy od 1,00 g/cm3 więc wystarczy sprawdzić, czy detal z danego tworzywa tonie w wodzie… i już. Oczywiście, jeśli mamy informację podaną przez dostawcę materiału, producenta detalu, lub jeśli jest ona wytłoczona na wyprasce, rozpoznanie jest jeszcze prostsze.
Wyróżnienie poliolefin jest ważne, gdyż te tworzywa są trudniejsze do klejenia, ze względu na niskie napięcie powierzchniowe i dużą odporność chemiczną. Aby przystąpić do klejenia (ale także do malowania, nadruków itp.), trzeba zwiększyć napięcie powierzchniowe, ale o tym za chwilę.
Spróbujmy zestawić podstawowe informacje w tabeli:
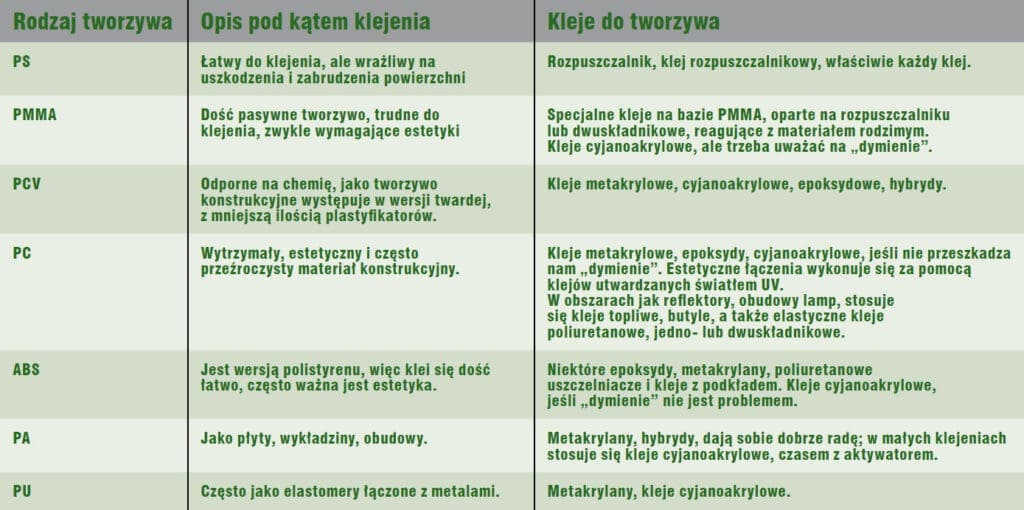
Tabela pokazuje najczęściej spotykane przypadki. Szczególne sytuacje wymagają indywidualnego podejścia.
Rodzaje klejów do tworzyw sztucznych
Rozpuszczalniki
Łączenie tworzyw sztucznych za pomocą rozpuszczalników lub klejów rozpuszczalnikowych nie zasługuje na miano klejenia konstrukcyjnego, gdyż rozpuszczalnik musi odparować, a nie ma dokąd, gdyż tworzywa sztuczne nie są paroprzepuszczalne. Wspominam o nich, gdyż często są spotykane w praktyce. Jednak ta metoda ma podstawową wadę: jest najczęściej bardzo toksyczna, wymaga wyciągów, specjalnych środków bezpieczeństwa od strony BHP, więc w połączeniu z mierną wytrzymałością powinna wygasnąć. Ale są ciągle w Polsce firmy, które używają rozpuszczalników.
Kleje cyjanoakrylowe (CA)
Piętnaście lat temu w Polsce to była nowość, odkrycie. Dzięki reklamom klejów cyjanoakrylowych (używane są takie określenia jak kleje sekundowe, super kleje, super glue itp.), dziś każde dziecko wie, że można przykleić się do ściany lub palce do ubrania. Wiele osób próbowało stosować je do łączenia połamanych zabawek… i poniosło porażkę. Znam te frustracje, gdyż ciągle ktoś znajomy informuje mnie, że „te super kleje nic nie kleją”, co nie jest prawdą.
Kleje CA są spotykane częściej niż sądzimy. np. wszystkie chipy na kartach kredytowych, telefonicznych, opakowania do kosmetyków, i wiele innych drobnych detali jest łączonych skutecznie i trwale. Dlaczego więc przeciętny użytkownik nie ma wiele pożytków z tubki „super kleju”?
Odpowiedź jest prosta: najczęściej próbuje łączyć poliolefiny, a te potrzebują podkładu, niedostępnego w detalu, dodatkowo elementy są najczęściej połamane, więc szczelina jest zbyt duża. A kleje CA nie lubią dużych szczelin!1 Dobrze się czują w wąskich, małych obszarach, dobrze dopasowanych detalach (ale nie wciskanych).
I są bardzo technologiczne. Przede wszystkim dlatego, że są jednoskładnikowe i bardzo szybko można uzyskać wstępną wytrzymałość, już w ciągu kilkudziesięciu sekund, a z aktywatorem nawet w ciągu kilku sekund! Mimo ich reaktywności można nad nimi zapanować za pomocą dobrego sprzętu dozującego. I to jest bardzo ważne, gdyż kolejnym warunkiem sukcesu jest panowanie nad wypływką. Jeśli bowiem klej cyjanoakrylowy ma gdzieś wypływkę, reaguje ona z wilgocią dość gwałtownie, powodując charakterystyczne „dymienie”, psujące estetykę produktu2. Z kolei podanie zbyt małej ilości jest również niepożądane, gdyż spoina klejowa jest mało odporna na oddzieranie oraz karb, spowodowany niedoklejeniem.
Dlatego, stosując kleje CA warto zadbać o odpowiednie narzędzia. Pomogą zredukować braki do zera i zaoszczędzą nawet 50% lub więcej kleju. A to spora oszczędność, zważywszy na ceny w okolicach 100-200 EUR za 500 g.

Kleje metakrylowe (MA)
Czasem reklamowane jako „spawające” tworzywa. I nie ma w tym stwierdzeniu żadnej przesady. Ich zdolność rozpuszczania i reagowania z powierzchniową warstwą tworzywa powoduje, że złącze ma często większą wytrzymałość niż materiał rodzimy. Na dodatek istnieją modyfikacje o różnej prędkości utwardzania, podłoże nie wymaga szczególnych przygotowań, można zrezygnować nawet z odtłuszczania powierzchni.
Kleje metakrylowe są odporne na kwasy, rozpuszczalniki, paliwa i… wibracje, a także udary. Wytrzymałość zmęczeniowa jest wręcz legendarna. Zwykle pęka materiał rodzimy. Należy jednak przygotować się do testów, oraz wypytać ewentualnego dostawcę o tabele, wykresy i wszelkie dane techniczne. Nie wszystkie kleje są bowiem równe.
Ważne: nie ma znaczenia, czy zastosujemy metakrylan utwardzający się w ciągu 3-10 minut, czy wolno wiążący, dający wstępną wytrzymałość w ciągu kilku godzin. Efekt jest zawsze znakomity!
Ich wdrożenie jest blokowane przez cenę, czego nie mogę zrozumieć, gdyż kleje te nie tylko eliminują koszty przygotowania powierzchni, ale również redukują pola odkładcze. Są też bardzo przyjazne w aplikacji, mimo dość nieprzyjemnego zapachu (przy okazji: są mało szkodliwe).

Kleje epoksydowe (EP)
Są to moje ulubione kleje, niestety coraz rzadziej stosowane. Oczywiście, jednoskładnikowe epoksydy nie mają zastosowania w klejeniu tworzyw, gdyż najczęściej trzeba je podgrzać do wysokich temperatur. Złącza wykonane klejami epoksydowymi są wytrzymałe, mają znakomite właściwości mechaniczne, estetyczne. Jednak epoksydowe kleje nie łączą wszystkich rodzajów tworzyw wystarczająco dobrze. Dodatkowo muszą sieciować (utwardzać się) dłużej niż np. kleje metakrylowe. Typowo: 12-24 godziny. Co prawda ciepło przyspiesza reakcję, ale też zmienia lepkość kleju… Trochę jest z tym utrudnień.
Jednak epoksydy mają swoje miejsce w technologii klejenia. Nie zapominajmy, zawdzięczamy im latanie samolotami, gdyż „w lotnictwie ich dzieciństwo”. Do tego są dość niedrogie, więc polskie firmy je lubią.
Niestety, do listy wad należy dodać silnie drażniący i uczulający charakter żywicy epoksydowej. Mimo braku zapachu, miodowego wyglądu, jest to niesympatyczna cecha. Jedni się uczulają szybciej, inni dłużej, ale podobno, w końcu, uczula się większość osób.
Kleje poliuretanowe (PU) i polimery MS
W wersji głównie jednoskładnikowej, obie grupy są elastyczne, mają wysoką wytrzymałość zmęczeniową. Czytając karty techniczne trudno w to uwierzyć, gdyż w porównaniu z metakrylanami lub epoksydami (od 10 MPa w górę), ich wytrzymałość na rozciąganie wydaje się znikoma (zwykle 3-4 MPa). Ale… to jest inna mechanika złącza! Kleje elastyczne pozwalają na rozłożenie naprężeń na większą objętość i dlatego są bardzo odporne na działanie karbu.
Wymagają jednak grubszej szczeliny3. Niestety nie zawsze można sobie na nią pozwolić, gdyż konstruktorzy rzadko przewidują ją w odpowiednim rozmiarze. Zwykle bowiem najpierw projektuje się złącze, a potem… szuka kleju do jego wypełnienia. Typowy błąd, spowodowany odwróceniem kolejności działań.
Kleje topliwe i butyle
Kleje topliwe, nazwane często hotmeltami (od ang. hot melt – topić się na gorąco), charakteryzują się tym, że są jednoskładnikowe, bardzo szybko wiążą (chłodzą się) i znakomicie kleją papier, tekturę, folię… przynajmniej tak było jeszcze kilka lat temu. W ostatnim czasie w AMB Technic przeprowadzaliśmy kilka wdrożeń, gdzie łączone były tworzywa tradycyjnie uważane za „niesklejalne”, jak… polipropylen, lub kłopotliwe, jak poliwęglan. W tych wypadkach okazało się, że kleje topliwe dają niewiarygodne możliwości. Oczywiście, nie mówimy o złamanym zderzaku ani o pękniętym reflektorze, ale o klejeniu zderzaków lub reflektorów w procesie produkcyjnym.
Okazuje się bowiem, że kleje topliwe nowych generacji oraz uszczelniacze butylowe mają napięcie powierzchniowe tak niskie, że pokonują opory przy klejeniu niektórych poliolefin4. I co ważniejsze, bez żadnej dodatkowej aktywacji powierzchni. W dodatku złącza są odporne na wibracje, udary i wygłuszają hałas. Jedynym warunkiem jest odpowiednio ukształtowane złącze, zapewniające względnie dużą powierzchnię przylegania.
Kleje utwardzane światłem UV
Nie są często spotykane w klejeniu tworzyw sztucznych, gdyż wytrzymałość złączy wykonanych przy ich pomocy jest w większości przypadków niesatysfakcjonująca. Oprócz tego, z natury rzeczy nadają się do klejenia obszarów, gdzie jedna z powierzchni jest przeźroczysta dla światła UV. Dlatego zwykle stosowane są do łączenia plexi (PMMA) lub poliwęglanów (PC). Jednocześnie jednak te właśnie tworzywa pochłaniają większość promieniowania UV, co przedłuża i osłabia dodatkowo złącze.
Trzeba jednak o nich wspomnieć, gdyż spotyka się je w przemyśle, głównie przy produkcji ekskluzywnych opakowań do kosmetyków i produktach medycznych. Przede wszystkim stosuje się je ze względu na wspaniałe efekty estetyczne, gdyż kleje te są praktycznie niewidoczne. Nie powodują dymienia, są jednoskładnikowe, oraz bardzo klarowne.
Nie wszyscy wiedzą, że wszystkie płyty CD, CD/RW, DVD, Blue-Ray, są klejone z dwóch części, warstw poliwęglanu, z których obie są wtryśnięte i zaraz potem sklejane na całej powierzchni, właśnie klejami utwardzanymi światłem UV. Co około dwie sekundy z maszyny wypada płyta, gotowa do użytku. To właśnie jest główną cechą klejów UV: natychmiastowa gotowość detalu do działania, w kilkanaście sekund po sklejeniu i poddaniu promieniowaniu UV.
Kleje hybrydowe
Czyli… nie wiadomo co. Producenci szukali sposobów zwiększenia adhezji klejów do tworzyw i znaleźli rozwiązanie, polegające na mieszaniu kilku baz chemicznych. W ten sposób powstały kleje, o których nie można powiedzieć, jaka jest ich baza. Kleje te są jednak rzeczywiście specjalne. Znajdują zastosowanie w spajaniu kłopotliwych do łączenia tworzyw, jak poliamidy, które najczęściej muszą być sklejone mocno, a na dodatek klejami uelastycznionymi, gdyż kruche się nie sprawdzają.
Przygotowanie powierzchni
Jak wspomniałem powyżej, nie chcę opowiadać bajek o odtłuszczaniu, chropowaceniu i innych dziwnych praktykach zalecanych przez różnych szamanów. W rzeczy samej, ani schropowacenie, ani odtłuszczenie nie jest konieczne. To, co jest dobre dla metali, dla tworzyw sztucznych nie ma znaczenia. Odtłuszczenie nie jest potrzebne, gdyż powierzchnia tworzywa, przeznaczona do klejenia, jest najczęściej czysta. Często nawet bardzo czysta. Jeśli usunięcia wymagają separatory stosowane przy wtrysku, dobrze jest zamienić je na inne, a najlepiej z nich po prostu zrezygnować. Nie będę rozwijał zagadnienia separatorów, gdyż są firmy specjalizujące się w tej dziedzinie i wiem, że robią to znakomicie.
Jednak, tworzywa sztuczne wymagają często aktywacji powierzchni. Szczególnie poliolefiny. Wspominałem wcześniej o możliwości zastosowania materiałów butylowych i klejów topliwych. Niemniej, nie zawsze można je zastosować. Jeśli dopuszczalne jest zastosowanie klejów cyjanoakrylowych, można użyć aktywatorów oferowanych przez producenta klejów. Działają świetnie, zarówno na trudne do łączenia elastomery jak i na poliolefiny, z PTFE włącznie. Można użyć też bardziej wyrafinowanych sposobów:
KORONA
Polega na „opaleniu” powierzchni tworzywa powietrzem lub innym gazem (najczęściej tlenem), wzbudzonym przez łuk elektryczny. Łuk elektryczny powietrze jonizuje, ale nie tylko. Rozbija wiązania poliolefin i uaktywnia je na jakiś czas. I to jest wada tej metody, gdyż wzbudzenie nie jest trwałe. Zanika po kilku minutach lub godzinach, a powierzchnia wraca do poprzedniego stanu. Jeśli w międzyczasie ulegnie sklejeniu, proces powrotu (utlenianie) do nieaktywnego stanu zostanie powstrzymany.
Najczęściej koronowane są folie i płyty, gdyż jest to proces najłatwiejszy do przeprowadzenia5. Na dodatek folię można zwinąć, co opóźnia utlenianie. Koronowanie trójwymiarowych elementów jest trochę utrudnione, ze względu na niewielką głębokość obszaru aktywującego.
PLAZMA NISKOCIŚNIENIOWA
Najbardziej elastyczna technologia aktywacji. Pozwala na obróbkę praktycznie każdego tworzywa, nawet PTFE6, co jest jej unikatową cechą. Plazma aktywuje powierzchnię na głębokość kilku mikronów, ale nie narusza jej estetyki. Na powierzchni tworzywa tworzy się polimer, który nie zanika nawet po kilku miesiącach, więc detale można przechowywać po obróbce. Polimer, nawet w cienkiej warstwie, jest paroszczelny, więc można powlekać nim np. zbiorniki plastikowe na paliwa płynne.

Technologia polega na trawieniu powierzchni silnie wzbudzonym, a rozrzedzonym gazem. Najczęściej gazem jest tlen, ale mogą być też inne. Proces jest wsadowy, więc istotnym parametrem jest wielkość komory plazmującej. Jeden wsad można obrobić w ciągu kilku do kilkunastu minut. Elementy są obrabiane na całej powierzchni, łącznie z powierzchniami ukrytymi oraz wewnętrznymi.
Teoretycznie, temperatura niektórych cząstek wzbudzonego gazu wynosi kilka milionów Kelvinów, ale ponieważ proces jest prowadzony w silnie obniżonym ciśnieniu, praktycznie temperatura procesu jest pokojowa.
FLUOROWANIE
Fluor jest jednym z najbardziej aktywnych chemicznie pierwiastków. W reakcji z tworzywami tworzy na ich powierzchni polimery, które trwale i równomiernie powlekają je, zarówno na zewnątrz, jak i wewnątrz (np. zbiorniki). Warstwa aktywująca jest cienka i paroszczelna, więc fluorowanie stosuje się również jako obróbkę uszczelniającą zbiorniki na paliwa.
Fluorowanie ułatwia, a nawet umożliwia, nie tylko klejenie, ale również malowanie, znakowanie i lakierowanie tworzyw sztucznych. Ponieważ fluor jest tak aktywny i niebezpieczny, instalacja musi być szczelna, ale odpady są… całkowicie ekologiczne. Na wylocie instalacji umieszcza się filtr wapienny i powstaje w ten sposób nawóz.
PŁOMIEŃ
Najbardziej popularna metoda aktywacji dużych elementów, jak zderzaki samochodowe, elementy wyposażenia wnętrza i wiele innych. Aktywacja jest przeprowadzana za pomocą utleniającego płomienia, a spala się propan. Ze względu na temperaturę proces powinien być zautomatyzowany, gdyż tylko robot może szybko i równomiernie przeciągnąć detale nad płomieniem nie uszkadzając ich. Proces jest podobny do trójwymiarowego koronowania, ale głębokość strefy aktywacji jest dużo większa.
Temat klejenia tworzyw sztucznych został w tym tekście jedynie rozpoczęty i przedstawiony powierzchownie. Myślę, że można potraktować go jako rodzaj wstępu do całej technologii.
Marek Bernaciak
- Typowy cyjanoakrylan potrzebuje szczeliny w zakresie 0,05-0,07 mm ↩︎
- Istnieje co prawda technologia, powodująca bardzo szybkiei estetyczne związanie klejów cyjanoakrylowych, jest jednak rzadko stosowana. Może wymagania klientów są niskie? A może niewiele osób o niej wie? ↩︎
- Około 1-4 mm, w zależności od wielkości detalu i jego obciążeń ↩︎
- Za dolny próg napięcia powierzchniowego uważa się 55 mN/m, gdzie woda ma ok. 70 mN/m, a polietylen około 26 mN/m ↩︎
- Folie i płyty można koronować do 6 metrów szerokości oraz do kilku centymetrów grubości. Proces może być prowadzony z dużą prędkością i jest bardzo wydajny ↩︎
- PTFE można aktywować przy klejach CA handlowymi aktywatorami, ale przy łączeniu innymi klejami stosuje się trawienie zapomocą nietrwałej, a bardzo żrącej kompozycji. Ta kompozycja zabarwia PTFE i nie poprawia estetyki, więc plazma ma tu przewagę ↩︎
artykuł pochodzi z wydania 4 (19) kwiecien 2009