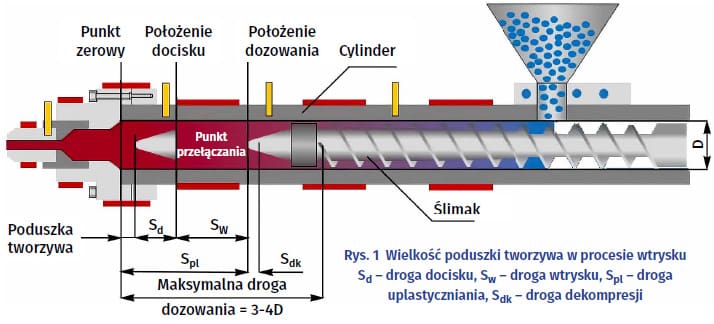
W procesie wtryskiwania, aby zagwarantować dostarczenie odpowiedniej ilości tworzywa za każdym razem, w ramach każdego cyklu, niezależnie od ewentualnych niedokładności przy porcjowaniu i uplastycznianiu tworzywa, dobrze jest utrzymywać w rezerwie nadmiarową ilość stopionego materiału. Do tego celu służy zapas uplastycznionego tworzywa, pozostający przed czołem ślimaka już po upływie czasu docisku, określany terminem poduszki tworzywa (nazywanej również poduszką resztkową).
Wielkości poduszki w kolejnych cyklach wtrysku są wskaźnikiem jakości produkowanych wyprasek, zwłaszcza w kontekście ich wymiarów. Powtarzalna poduszka gwarantuje dokładność wymiarową wyprasek. Pozwala także upewnić się, czy nie doszło do degradacji tworzywa przed wtryskiem. I choć wielkość poduszki ma istotne znaczenie w procesie wtrysku, to nie jest wielkością nastawną. Wynika ona z wprowadzonych parametrów procesu i nie da się jej tak po prostu ustawić na żądaną wartość na wtryskarce. Podstawowym zadaniem poduszki tworzywa jest zapewnienie obecności stopu przed czołem ślimaka aż do końca trwania czasu docisku (czyli do zakrzepnięcia przewężki) oraz transfer ciśnienia w fazie docisku. Należy jednak pamiętać, że zarówno końcowe położenie ślimaka po dozowaniu, punkt przełączania na docisk, a także charakterystyka zamykania zaworu zwrotnego nie zawsze są równomiernie powtarzalne i występują też wahania przedniego krańcowego położenia ślimaka. Oprócz tego trzeba też brać pod uwagę niejednorodność stopionego tworzywa. Wynika ono ze zróżnicowania własności tworzywa, czy to w obrębie jednej partii, czy między różnymi partiami, a także nie zawsze prawidłowych nastaw parametrów uplastyczniania (obroty ślimaka, przeciwciśnienie oraz temperatura i jej profil). Stąd nasuwa się wniosek: należy nastawiać na tyle dużą drogę dozowania, aby zagwarantować powstanie resztkowej poduszki nawet wówczas, gdy warunki będą najbardziej niekorzystne.
Ze względu na czas przebywania zaleca się, aby wielkość poduszki tworzywa była możliwie niewielka, przede wszystkim dla tworzyw wrażliwych termicznie (Rys. 1). Dla takich materiałów, np. dla twardego PVC, PC/ABS i POM, zaleca się mniejsze poduszki tworzywa niż dla np. PE, PP, PS itd., które nie są tak wrażliwe termicznie.
Zalecane wielkości poduszki dla tworzyw niewrażliwych termicznie:
- przy małych średnicach ślimaka (np. 25 mm) – 2-3 mm,
- przy dużych średnicach ślimaka (np. 130 mm) – 7-14 mm.
Z kolei zalecane wielkości poduszki dla tworzyw wrażliwych termicznie wynoszą:
- przy małych średnicach ślimaka (np. 25 mm) – 1-1,5 mm,
- przy dużych średnicach (np. 130 mm) – 4-7 mm.
Przy wtrysku szybkobieżnym nieraz dochodzi do rzadkiej sytuacji, w której wielkości poduszek będą jeszcze mniejsze lub nawet będą miały wartość zerową.
cały artykuł jest dostępny w wydaniu płatnym 3/4 (210/211) marzec/kwiecień 2025