

































Warsztatowym megatrendem jest dzisiaj klejenie poliolefin, a zwłaszcza polipropylenu. Polipropylen coraz częściej zastępuje zarówno poliwęglan, jak ABS, ze względu na jego znakomite właściwości mechaniczne, zestawiające się korzystnie z niskim kosztem surowcowym. Oczywiście głównym problemem przy produkcji części z polipropylenu jest jego niska energia powierzchniowa. Skutkuje to zarówno utrudnieniami w lakierowaniu, jak i łączeniu elementów za pomocą klejenia.
Wszyscy ojcowie znają problemy związane z połamaną zabawką dziecięcą. Tylko technolodzy znający się na tworzywach sztucznych szukają (będąc kierowanymi zawodowym zboczeniem) oznakowań surowcowych na detalu. Większość z nas jednak ma jednak kłopot z ustaleniem rodzaju materiału i ciągle (jestem o tym przekonany) próbują złączyć polipropylen za pomocą epoksydu lub kleju cyjanoakrylowego, zwanego najczęściej super glue. Nie daje to zadowalających efektów.
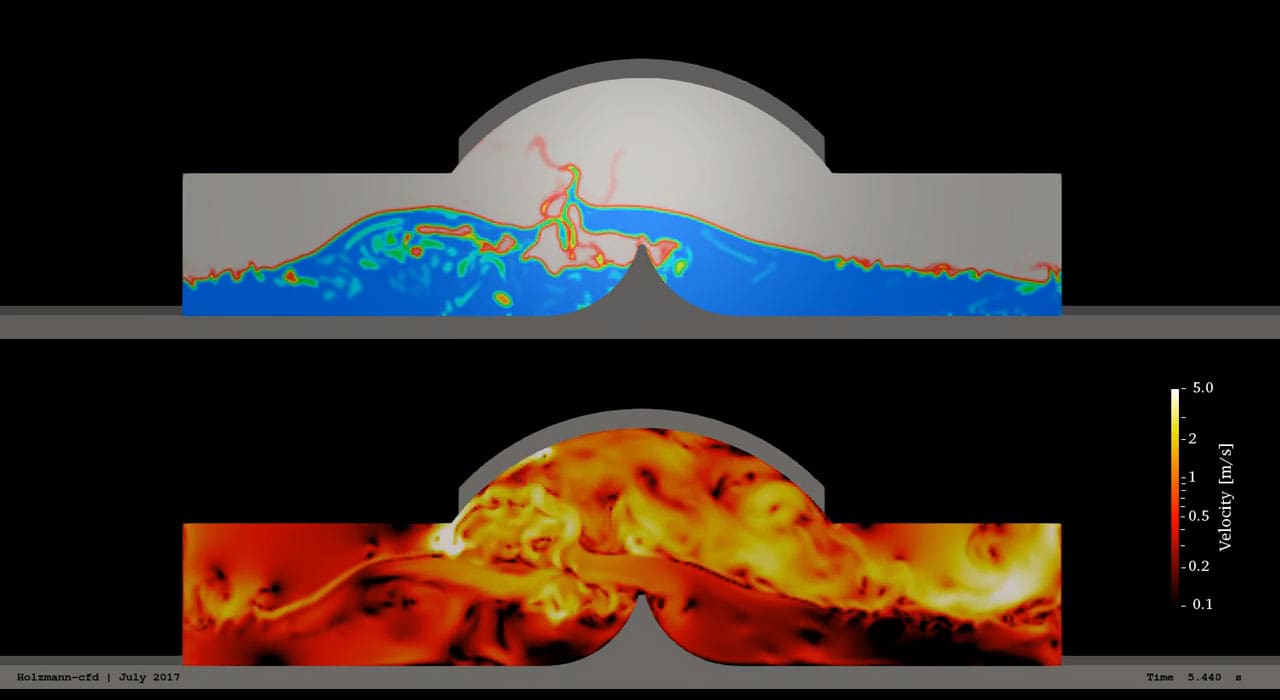
W praktyce warsztatowej rzadko stosujemy zaawansowane technologicznie metody, jak plazma atmosferyczna lub płomieniowanie. Aktywacja powierzchni polipropylenu jest bowiem procesem wymagającym automatyzacji lub wręcz robotyzacji. Parametrami technologicznymi jest zarówno odległość detalu od źródła plazmy, jak i prędkość przesuwania się detalu w strumieniu plazmy. Trzeba również dysponować źródłem plazmy, które jest nakładem charakterystycznym raczej dla produkcji seryjnej niż dla warsztatu naprawczego lub tym bardziej domowego. Jednak w produkcji seryjnej pokusa zastąpienia dotychczasowego surowca polipropylenem jest ogromna.
W przypadku klejenia aktywacja plazmą atmosferyczną ma dodatkową zaletę, ponieważ można tę operację wykonywać selektywnie, a na dodatek wstawić ją w istniejącą linię produkcyjną bez przedłużenia taktu procesu.
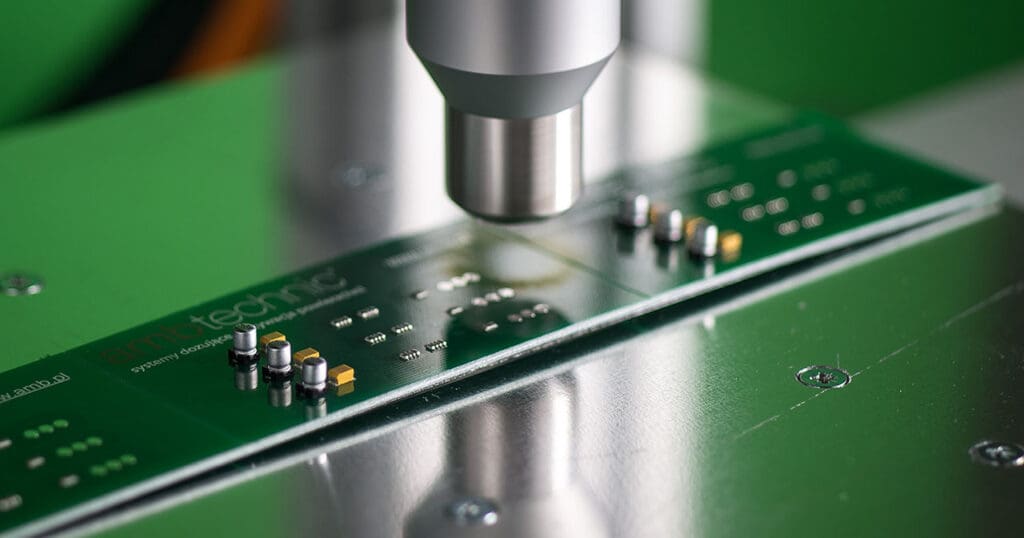
Aktywacja plazmą atmosferyczną jest bowiem procesem bardziej wydajnym niż operacja nakładania kleju. A nakłady na jej instalację zwracają się w rozsądnym czasie. Wiem, bo instalujemy takie stanowiska w przemyśle w całej Polsce.
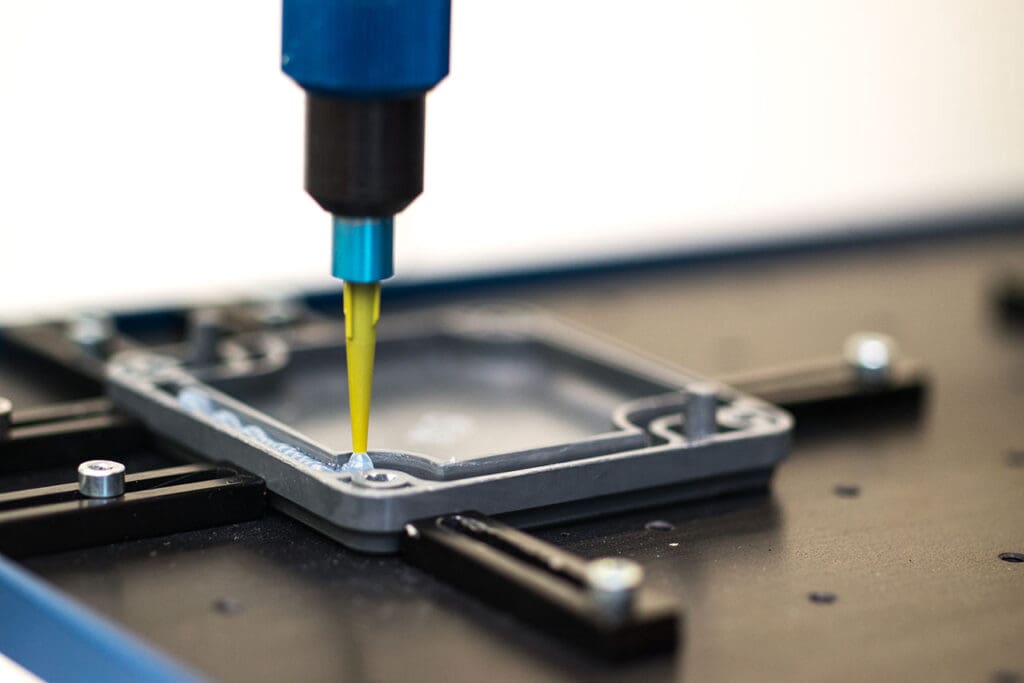
Do łączenia tworzyw aktywowanych plazmą znakomicie nadają się jedno- oraz dwuskładnikowe kleje poliuretanowe. Często stosowane są również polimery MS, które mają znacznie lepszą adhezję. Wchodzą one przebojem nawet do supermarketów oraz składów budowlanych; tutaj znajdujemy najczęściej wersję jednoskładnikową. W przemyśle jest to coraz częściej wersja dwuskładnikowa, gdyż oszczędzamy na polu odkładczym.
Ponieważ wspomniałem wcześniej o kłopotach z klejeniem zabawek, warto wspomnieć o prostej domowej radzie. Jeśli znajdziemy na złamanym elemencie z tworzywa znaczek PP, lub złamany element pływa w wodzie nie tonąc, możemy do jego naprawy użyć domowego palnika gazowego. Szukamy takiej prędkości i odległości, aby przesuwając detal nad płomieniem nie narazić go na spalenie, a co najwyżej łapiąc miejsce, w którym powierzchnia będzie się lekko matowić (w produkcji to nie jest dopuszczalne, ale w domu ujdzie). Gdzieś w tym obszarze może znajdować się okienko technologiczne, w którym polipropylen ulega aktywacji. W następnym kroku można zastosować przezroczysty polimer MS, w który możemy zaopatrzyć się właśnie w supermarkecie budowlanym. Jest to znacznie lepsze rozwiązanie niż używanie klejów super glue.
[Marek Bernaciak]
AMB Technic
artykuł pochodzi z wydania 1/2 (148/149) Styczeń/luty 2020









