Objętościowe metody wytwarzania przyrostowego proponowane są jako alternatywa dla konwencjonalnego, warstwowego podejścia do druku 3D. W ramach VAM (volumetric additive manufacturing), cała trójwymiarowa geometria wyrobu utrwalana jest jednocześnie w obrębie światłoutwardzalnego materiału przy pomocy holograficznej projekcji pól świetlnych.

Niepodważalne zalety objętościowego druku 3D nie jest jednak łatwo spożytkować na szerszą skalę. W większości przypadków, najpopularniejsza z tego typu technik – metoda CAL (computed axial lithography) – wymaga stosowania specjalnych cylindrycznych pojemników na żywicę, w których utrwalane są drukowane wyroby, które następnie wymagają ręcznego opróżnienia i ponownego napełnienia.
Koreańscy badacze z UNIST (Ulsan National Institute of Science and Technology) opracowali unikalną metodę wolumetrycznego druku 3D, w której za podajnik materiału służy pipeta, a drukowany wyrób w całości powstaje w obrębie zwisającej z niej kropli światłoutwardzalnej żywicy.
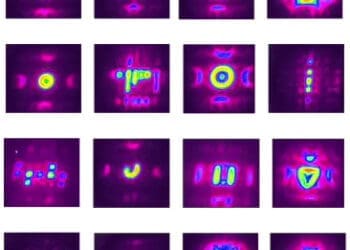
Proces nosi nazwę DVAM (dispensing VAM) i wykorzystuje żywicę na bazie monomeru z dodatkiem fotoinicjatora polimeryzacji. Obrotowy system naświetla kroplę w zawisie tomograficzną projekcją wygenerowaną przez cyfrowe urządzenie optoelektroniczne typu DMD (digital micromirror device). W konfiguracji urządzenia uwzględniono obrotowy statyw z wspornikiem, minimalizującym drgania i odchylenia od pionu. Dodatkowo stabilność kropli podczas naświetlania zapewnia odpowiednia lepkość samej żywicy. Przedwczesnemu oderwaniu się kropli zapobiega regulacja ciśnienia w strzykawce.

Technologię DVAM przystosowano do realizacji produkcji seryjnej w zautomatyzowanym procesie, niewymagającym interwencji operatora. Po utrwalaniu geometrii wyrobu, kropla opuszczana jest na przenośnik taśmowy, na którym następnie przeprowadzane jest odsączanie nieutrwalonej żywicy. Proces jest następnie powtarzany, osiągając wydajność dziesięciu wyrobów na dziesięć minut. Warto zauważyć, że każdy z wyrobów może mieć inną geometrię i nie wpływa to na tempo procesu. Pipeta z końcówką o średnicy 4 mm umożliwia wytwarzanie struktur przestrzennych o wysokości maksymalnej na poziomie 2,8 mm.
H. Jeon, Y. Lee, S. Park, K-H. Kim, J. Seo, and I.D. Jung, Dispensing Volumetric Additive Manufacturing, Advanced Functional Materials, e31982, 2026