




















Rynek form wtryskowych staje się coraz bardziej wymagający. W dzisiejszym szybko zmieniającym się świecie cykle życia produktów są coraz krótsze. Wpływa to również na skrócenie oczekiwanego czasu przygotowania form do pracy. Równocześnie projektowane detale stają się coraz bardziej skomplikowane, np. poprzez integracje wielu funkcji z wykorzystaniem wtrysku wielokomponentowego. Aby sprostać tym wymaganiom, producenci szukają nowych rozwiązań. Kluczowy jest wzrost wydajności, dzięki któremu będzie można oferować niższą cenę za ten sam produkt. Jednym z głównych czynników jest rozkład temperatury podczas wtrysku. Jednorodne odprowadzenie ciepła redukuje naprężenia termiczne w formie, co przekłada się na jej dłuższą żywotność, skraca czas cyklu, zwiększa jakość wyrobów, zmniejsza ilość odpadów i zużytej energii. Za odpowiednie sterowanie tym parametrem odpowiadają kanały chłodzące. Ich umiejscowienie stanowi istotny aspekt w procesie projektowania formy wtryskowej.
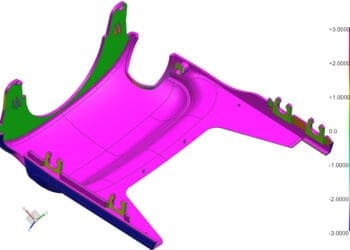
Obecnie kanały chłodzące są najczęściej wykonywane za pomocą wiercenia. Stanowi to duże ograniczenie w procesie projektowania i optymalizacji formy wtryskowej. Po pierwsze, wiercone kanały chłodzące mogą być wyłącznie proste. W rezultacie nie mogą podążać za złożonymi, zakrzywionymi kształtami gniazda formującego. W wielu obszarach, np. w głębokich kieszeniach, w pobliżu żeber, na skomplikowanych krzywiznach, kanały są zbyt daleko od powierzchni, którą mają chłodzić. Ze względu na dużą odległość między kanałem chłodzącym a powierzchnią gniazda w skomplikowanych obszarach powstają „hot-spoty” (miejsca o podwyższonej temperaturze). W tych miejscach tworzywo zastyga wolniej. Powoduje to również nierównomierny skurcz tworzywa, który z kolei jest powodem deformacji wyprasek, wewnętrznych naprężeń i wad powierzchniowych (ślady zapadnięć, smugi). Nieefektywne chłodzenie zmusza również do wydłużenia całkowitego czasu chłodzenia dla całej wypraski. Rozwiązaniem tych problemów jest zastosowanie wkładek z chłodzeniem konformalnym.
Chłodzenie konformalne
Chłodzenie konformalne polega na takim poprowadzeniu kanałów wewnątrz wkładki, by dokładnie podążały za kształtem formowanej powierzchni. Kanały trzymają stałą i możliwie małą odległość od ścianek, co poprawia równomierność chłodzenia. W przeciwieństwie do tradycyjnych, prostych kanałów wierconych, kanały konformalne mają trójwymiarowy, złożony przebieg dopasowany do detalu. W rezultacie eliminuje się występowanie hotspotów oraz zmniejsza naprężenia termiczne. Przekłada się to na dłuższą żywotność formy, lepszą jakość wyrobów, a przede wszystkim skrócenie czasu cyklu.

Jednak wykonanie tego rodzaju kanałów nie byłoby możliwe w dotychczasowej technologii. Dopiero druk 3D, a w szczególności technologia selektywnego spiekania laserowego pozwala na projektowanie i tworzenie dowolnych, złożonych geometrii wewnętrznych (np. spiralnych, meandrujących) oraz pustych przestrzeni wewnątrz pełnego materiału – w tym kanałów, które idealnie odwzorowują krzywizny powierzchni formującej.
cały artykuł jest dostępny w wydaniu 11/12 (218/219) listopad/grudzień 2025