Rozwój branży wytwarzania przyrostowego sprawia, że w coraz liczniejszych gałęziach przemysłu pojawiają się produkty powstałe w procesach druku przestrzennego. Również dla przemysłu okrętowego i offshore otwierają się nowe możliwości, związane z zastosowaniem tej technologii.
Początkowe trudności związane z wątpliwościami, czy produkty druku przestrzennego sprostają potrzebom wymagającego przemysłu morskiego, zostały stopniowo przezwyciężone w ramach kolejnych projektów doświadczalnych. Technologie addytywne są nieustannie rozwijane, stają się bardziej przystępne i szerzej rozpowszechnione. Ich wdrożenie na potrzeby sektora okrętowego i offshore powstrzymuje jednak jak dotąd brak odpowiednich procedur i norm, regulujących komercyjne zastosowanie produktów wytwarzania przyrostowego.
Problemy z certyfikacją
Jak przekonuje dr Sastry Yagnanna Kandukuri, specjalista ds. wytwarzania przyrostowego w DNV GL – Oil & Gas, certyfikacja poszczególnych podzespołów produkowanych jednostkowo metodą druku przestrzennego jest kosztowna, czasochłonna i niezgodna z założeniami wytwarzania przyrostowego elementów w odpowiedzi na bieżące potrzeby. Jest więc istotne znalezienie alternatywy dla konwencjonalnych metod kwalifikacji. Taka procedura odbywałaby się najprawdopodobniej w oparciu o walidację modelu, weryfikację procedur, metody probabilistyczne i zgodność gotowych elementów. Zdaniem Kandukuri’ego, certyfikacja tego typu powinna obejmować cały łańcuch wartości, od sproszkowanego surowca, przez własność intelektualną modelu przestrzennego, po gotową część, umożliwiając transfer technologii w oparciu o licencję na produkcję części. W takim ujęciu rozpowszechnienie wytwarzania przyrostowego wiązałoby się z powstaniem nowego modelu biznesowego w przemyśle morskim, opartego na zoptymalizowanym łańcuchu dostaw i uwzględniającego potencjał produkcji części zamiennych na pokładzie statku czy platformy.
Produkcja części zamiennych in situ
W eksploatacji platform wiertniczych czy statków kursujących na trasach transoceanicznych bardzo istotne jest utrzymanie danej jednostki w stanie gotowości technicznej, a w przypadku okrętów wojennych również w stanie gotowości operacyjnej. Możliwości wytwarzania przyrostowego w tym zakresie, choć jak dotąd nie w pełni zagospodarowane, stanowią istotny krok ku zwiększeniu samowystarczalności technologicznej jednostek morskich.
Potencjałem w zakresie druku przestrzennego części zamiennych bezpośrednio na pokładzie statku od dawna interesuje się US Navy. W ramach programu doskonalenia kompetencji wytwarzania przyrostowego, w warsztacie lotniskowca USS John C. Stennis zainstalowano drukarkę 3D. Pod koniec ubiegłego roku na jego pokładzie doszło do uszkodzenia obrotowego złącza anteny terminala satelitarnego systemu CBSP (Commercial Broadband Satellite Program). Groziło to ograniczeniem możliwości komunikacyjnych okrętu, wykonującego wówczas misję na Morzu Arabskim. Wobec braku części zamiennych tego typu i braku możliwości ich pozyskania bez rezygnacji z wykonywanych działań taktycznych, główny inżynier pokładowy, kmdr. Kenneth Holland podjął decyzję o wydrukowaniu specjalnej podpory u podstawy złącza, zabezpieczającej uszkodzony fragment. Ten przykład, jak tłumaczy kpt. Jason Bridges z OPNAV N4 (Naval Operations for Fleet Readiness and Logistics), demonstruje potencjał wytwarzania przyrostowego w podnoszeniu odporności okrętów, potencjał, który w najbliższych latach będzie wzrastał, w miarę upowszechniania wytwarzania przyrostowego w jednostkach marynarki.
Na rynku cywilnym zainteresowanie możliwościami wytwarzania przyrostowego części zamiennych wynika z faktu, że każda awaria, wymagająca natychmiastowej naprawy może się wiązać z wymiernymi stratami finansowymi. Koncepcja wykorzystania drukarek 3D na pokładzie jednostek pływających była już sprawdzana w praktyce, m.in przez operatora kontenerowego Maersk, ale nic nie wskazuje, by w najbliższych latach dokonał się przełom w tej dziedzinie. Choć trzeba przyznać, że niektóre z istniejących rozwiązań rzeczywiście dysponują potencjałem, którym mogliby być zainteresowani odbiorcy z sektora gospodarki morskiej.

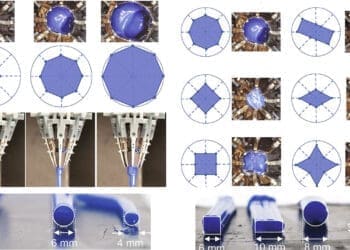
Jednym z takich rozwiązań jest mobilna jednostka produkcyjna, zbudowana w ramach projektu CassaMobile, której sercem jest moduł druku przestrzennego. Oprócz tego, w 20-stopowym kontenerze znalazło się miejsce dla modułu obróbki CNC i stanowiska montażowego. W zależności od zastosowania, poszczególne moduły można konfigurować według potrzeb. Jedyne, czego potrzeba do uruchomienia produkcji w niemal dowolnym miejscu, to źródło zasilania. Być może w niedalekiej przyszłości na rynku pojawią się podobne rozwiązania, przygotowane specjalnie na potrzeby zabezpieczenia technicznego jednostek morskich.

Nie tylko części zamienne
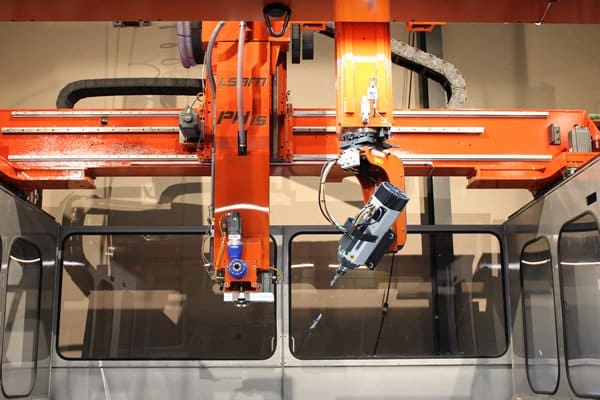
Wszechstronność rozwiązań w zakresie druku przestrzennego pozwala na dostosowanie ich na potrzeby wielu zastosowań, różniących się wielkością, stopniem skomplikowania elementów czy też doborem materiałów. Amerykańska firma TAHOE Boats wykorzystuje hybrydowy system produkcyjny LSAM (Large Scale Additive Manufacturing), opracowany przez firmę Thermwood do produkcji prototypowych kadłubów łodzi motorowych, na podstawie których powstają następnie formy do produkcji seryjnej.

Kadłub łodzi T16 został wydrukowany w sześciu segmentach, z wykorzystaniem kompozytu tworzywa ABS z włóknem węglowym. Po zespojeniu segmentów w jedną całość, bryłę kadłuba poddano obróbce wykończającej.

Zarówno proces druku, jak i obróbka zostały przeprowadzone na tej samej maszynie, za pomocą modułu druku 3D zamontowanego na jednej suwnicy i głowicy skrawającej na drugiej. Taka konfiguracja pozwala na równoległe prowadzenie operacji przyrostowych i obróbczych.
Z kolei niemiecki producent jachtów Hanse, zamierza wykorzystać podobny proces technologiczny do produkcji kadłubów jachtów z wykorzystaniem filamentu opartego na drewnie z recyklingu (60%) i polimerowym spoiwie.
Dla spożytkowania potencjału wytwarzania przyrostowego konstrukcji metalowych dla przemysłu morskiego powołana została spółka RAMLAB z siedzibą w Rotterdamie. W współpracy z koncernem stoczniowym Damen, w siedzibie RAMLAB na terenie portu morskiego Rotterdam, zrealizowano projekt doświadczalny WAAMpeller – śruby napędowej wyprodukowanej techniką przyrostową WAAM (Wire Arc Additive Manufacturing), wykorzystującą energię łuku spawalniczego do warstwowej depozycji surowca dostarczanego w postaci drutu.


Śruba zaprojektowana przez Promarin została wyprodukowana z bronzalu – stopu miedzi z aluminium z domieszką niklu. W ramach zrobotyzowanego procesu przyrostowego, przebiegającego pod ścisłą kontrolą parametrów, położono 298 warstw materiału. Następnie śrubę poddano obróbce wykończającej.



Gotowa śruba ma średnicę 1,350 m i waży 400 kg. Została zamontowana na holowniku Stan Tug 1606 w parze z drugą, standardową śrubą, w celu przeprowadzenia testów morskich. Statek wykonał szereg manewrów, mających na celu sprawdzenie zachowania śruby w zmiennych warunkach, w tym manewr awaryjnego zatrzymania – generujący największe obciążenie śruby. W wyniku prób, nadzorowanych przez przedstawicieli Bureau Veritas, śruba wykazała się właściwościami dorównującymi konwencjonalnym, odlewanym odpowiednikom. Jest to bardzo istotne ze względu na różnice w strukturze elementów wytwarzanych metodą WAAM, które wykazują się anizotropią, wynikającą z budowy warstwowej.
Kolejny projekt realizowany przez RAMLAB, tym razem we współpracy z firmą Huisman, to czteroramienny hak dźwigu do zastosowań offshore. Konstrukcja o wymiarach 1×1 m została tak zaprojektowana, by dzięki wydrążeniom w ramionach haka umożliwić redukcję masy i oszczędność materiału. Taki efekt nie byłby możliwy do otrzymania metodą odlewniczą. W rezultacie hak będzie ważył ok. 1 t, co oznacza, że będzie to najcięższy obiekt wyprodukowany addytywnie na świecie. Ma charakteryzować się dopuszczalnym obciążeniem roboczym rzędu 325 mt. Dzięki współpracy z przedstawicielami DNV GL, Bureau Veritas i ABS, hak będzie certyfikowany na potrzeby wykorzystania w sektorze offshore.


To nie pierwsze podejście konstruktorów Huisman’a do tematyki wytwarzania przyrostowego. Na początku ubiegłego roku firma przeprowadziła o zakończone sukcesem testy dwuramiennego haka o dopuszczalnym obciążeniu roboczym 80 mt, również wyprodukowanego metodą WAAM, o czym informowaliśmy na naszych łamach.

Technolodzy Huisman’a pracują nad dalszą optymalizacją procesu WAAM, tak aby umożliwić produkcję elementów o masie sięgającej 1250 kg przy jednoczesnym zmniejszeniu kosztów. Prowadzone prace mają także na celu spożytkowanie możliwości rozwiązań w zakresie wytwarzania przyrostowego do optymalizacji topologii elementów.
Nowe możliwości konstrukcyjne

Zastosowanie technologii addytywnej pozwala na wytwarzanie elementów o zoptymalizowanej topologii w zakresie niemożliwym do realizacji konwencjonalnymi metodami produkcji. Połączenie możliwości najnowszych metod komputerowych i wytwarzania przyrostowego umożliwia opracowanie i wytworzenie podzespołów o parametrach przewyższających dotychczas dostępne produkty. Stoczniowy potentat Damen ma nadzieję, że zastosowanie wytwarzanych przyrostowo komponentów o zoptymalizowanej konstrukcji pozwoli w przyszłości ograniczyć szkodliwe zjawiska występujące na jednostkach pływających, takie jak wibracje i kawitacja, a także umożliwi wzrost osiągów statków i redukcję zużycia paliwa. W przypadku płetwy sterowej przeprowadzone analizy wskazują m.in. na możliwość redukcji masy elementu o 40%, co może mieć realne przełożenie na zwrotność jednostki pływającej.
Patrząc naprzód
Jest więc prawdopodobne, że adaptacja na szerszą skalę technologii wytwarzania przyrostowego w przemyśle morskim w przyszłości będzie się wiązać z przeobrażeniem modelu biznesowego dostawy komponentów w oparciu o skrócony łańcuch logistyczny, w którym wielkopowierzchniowe magazyny części zamiennych mogą łatwo zostać zastąpione przez wyspecjalizowane lokalne jednostki produkcji addytywnej i wdrożenie urządzeń druku przestrzennego bezpośrednio na statkach czy platformach. W nowych generacjach jednostek pływających wzrastać będzie stopniowo liczba komponentów otrzymywanych w procesie wytwarzania przyrostowego, począwszy od nieskomplikowanych części po bardziej istotne elementy konstrukcyjne. Jednostkowy charakter produkcji wielu tego typu elementów sprzyja bowiem postępującej optymalizacji ich konstrukcji i technologii produkcyjnej.
Jacek Zbierski
cassamobile.eu
damen.com
huismanequipment.com
ramlab.com
thermwood.com
artykuł pochodzi z wydania 5 (140) maj 2019