O zaletach technologii przyrostowych nie trzeba dziś nikogo przekonywać. Dostępność drukarek 3D na światowym oraz polskim rynku jest ogromna. Skutkuje to coraz szerszym spektrum zastosowań tej technologii przyrostowej. Oprócz tego, że prawie każda gałąź przemysłu wykorzystuje dziś, w mniejszym lub większym stopniu, druk 3D, to zmienia się również przeznaczenie produkowanych elementów. Służą one nie tylko jako szybko i relatywnie tanio wytworzone prototypy, ale również jako finalny produkt. Z racji tego, coraz większe zastosowanie mają dziś rozwiązania, których użycie wcześniej było niemożliwe, z uwagi na ograniczenia konwencjonalnych technik wytwarzania. Jednym z takich rozwiązań są struktury lattice.
W języku polskim nie istnieje odpowiednik tej angielskiej nazwy. W literaturze można spotkać się z określeniami: struktury ażurowe, kratownice przestrzenne, struktury siatkowe. Z racji wygody i jednoznaczności w niniejszym artykule pozostawimy nazwę angielską. Strukturę lattice zdefiniować można jako sieć połączonych ze sobą komórek elementarnych, składających się z prętów połączonych w węzłach, tworzących strukturę przestrzenną. Przykładowa struktura została pokazana na rysunku 1.

Struktury lattice są zaliczane do grupy materiałów porowatych, do której należą m.in.: drewno czy korek. To właśnie w naturze można odnaleźć genezę zainteresowania tego typu strukturami. Obserwując budowę roślin, czy kości, możemy zauważyć, że zewnętrzna lita skorupa wypełniona jest porowatą strukturą zwiększającą sztywność, przy zachowaniu niskiej masy. Dodatkowo, często dostosowuje się ona do obciążenia występującego w danym regionie. Cechy te stały się inspiracją do odwzorowania tej struktury w konstrukcjach tworzonych przez człowieka. Jej końcowe własności zależą od trzech czynników: materiału użytego do wytworzenia struktury, typu komórki elementarnej oraz relatywnej gęstości. Istnieje wiele opracowań naukowych, w których opisane są komórki elementarne, mogące mieć zastosowanie w strukturach lattice. Przede wszystkim wyróżnia się struktury zdominowane przez zginanie oraz rozciąganie. Te pierwsze charakteryzują się wysoką absorpcją energii, a należą do niej m.in: struktury stochastyczne, których komórki elementarne rozłożone są losowo w przestrzeni, ale także regularne czternastościenne. Struktury zdominowane przez rozciąganie charakteryzują się natomiast wysoką sztywnością, przy zachowaniu niskiej masy, a zaliczają się do nich głównie struktury regularne, np.: sześcienne, czy tetraedryczne (czworościenne). Ostatnim czynnikiem wpływającym na własności struktury jest jej relatywna gęstość, czyli stosunek objętości wykorzystanego materiału do pierwotnej objętości litej bryły.
Użycie struktur lattice stale rośnie, głównie z powodu swobody kształtowania własności, np.: mechanicznych, końcowych wyrobów. Przede wszystkim należy wymienić inżynierię biomedyczną, a w szczególności różnego rodzaju implanty. Precyzyjne dopasowanie sztywności implantu stawu do sztywności kości dzięki strukturom lattice umożliwia uniknięcie efektu ekranowania naprężeń. Polega on na przejmowaniu naprężenia przez zbyt sztywny implant i zanikaniu odciążonej tkanki kostnej wokół implantu. Struktury lattice służą również jako warstwy powierzchniowe. umożliwiające szybsze i mocniejsze połączenie się tkanek ludzkich z wszczepionymi.
W niniejszym artykule przedstawimy możliwości uzyskania struktur lattice w programie NX na modelu 3D stojaka do smartfona, uzyskanego w wyniku optymalizacji topologicznej, a który został zaprezentowany w artykule opublikowanym w ostatnim wydaniu Projektowania i Konstrukcji Inżynierskich (Rys. 2).


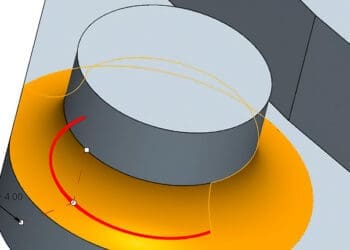
Pierwszym krokiem jest wyodrębnienie jednego lub wielu obiektów bryłowych, w których zostanie stworzona struktura lattice. Tutaj użytkownik mógłby natrafić na pierwszą trudność, gdyż w przypadku technologii przyrostowych często geometria dostarczana jest w formie modelu wielokątowego (STL). Zazwyczaj chęć wprowadzenia zmian w tego typu modelu sprowadzałaby się do skomplikowanej i czasochłonnej odbudowy modelu w procesie inżynierii odwrotnej. W przypadku NX dostępna technologia modelowania konwergentnego pozwala na użycie brył wielokątowych wymiennie z konwencjonalnymi bryłami (BREP), za pomocą standardowych operacji. Bryła, będąca wynikiem optymalizacji topologicznej, również jest obiektem wielokątowym. Aby uzyskać podział bryły na zewnętrzną skorupę o zadanej grubości i objętość wypełniającą, można posłużyć się operacją Odsunięcie. Efekt został zaprezentowany na rysunku 3.
Z tak przygotowaną geometrią można przejść do generowania siatki lattice. Do wypełniania wskazanego obiektu bryłowego można wykorzystać dwie metody dostępne w poleceniu Siatka: wypełnienie jednostkowe komórkami elementarnymi oraz wypełnienie czworościanu siatką tetraedryczną. W przypadku wypełnienia jednostkowego mamy do dyspozycji szereg wzorów komórek elementarnych, które zostały przedstawione na rysunku 4.

W tym zbiorze znajdują się zarówno komórki zdominowane przez zginanie, np.: dodecahedron, jak i przez rozciąganie, np.: quaddiametrical. Ostateczne własności wytrzymałościowe struktury zależą również od jej orientacji względem obciążenia. Możemy dowolnie orientować je w modelowanej bryle (Rys. 5). Ponadto, korzystając z opcji losowego rozmieszczenia węzłów, uzyskuje się strukturę stochastyczną.

Oprócz tego, dany obiekt bryłowy może zostać wypełniony strukturą tetraedryczną. Ma ona jeden z najkorzystniejszych stosunków sztywności do masy, a także nie jest ona powielana równomiernie wzdłuż głównych osi, lecz dopasowuje rozmieszczenie węzłów do kształtu zewnętrznych ścian bryły (Rys. 6).

Oprócz definiowania typu i rozmieszczenia komórki elementarnej możemy wpływać na ostateczne własności mechaniczne poprzez ustalanie relatywnej gęstości struktury lattice. Parametrami, które pozwalają to regulować są: długość i średnica prętów. Wymiary komórki elementarnej mogą być ustalane niezależnie od siebie, co dodatkowo umożliwia kształtowanie własności wzdłuż każdej z głównych osi struktury (Rys. 7).


Po zatwierdzeniu operacji program generuje strukturę lattice w formie obiektu wielokątowego. Przede wszystkim koniecznym krokiem jest zsumowanie operacją Suma stworzonej struktury do reszty bryły. Warty uwagi jest fakt, że nie ma znaczenia, jakiego typu brył chcemy użyć, gdyż program pozwala wybranie typu obiektu docelowego, jak i narzędzia bez ograniczeń. W przypadku prezentowanego przykładu zsumowane zostaną dwie bryły STL. Ułatwi to sprawdzenie połączenia brył przed wysłaniem pliku, np.: do drukarki 3D oraz wyeliminuje powtarzające się elementy wielokątowe, przy ewentualnym eksporcie (Rys. 8).
Dodatkowym narzędziem sprawdzającym struktury lattice przed wydrukiem jest polecenie Filtruj siatkę. Pozwala ono na wskazanie tych regionów, których wytworzenie byłoby niemożliwe ze względu na ograniczenia drukarki. Filtrowanie można wykonać – wg kąta nawisu, maksymalnej długości pręta oraz niepołączonych prętów. Wynik tej operacji pokazano na rysunku 9.

Oprócz sprawdzenia modelu pod kątem technologicznym, na podstawie ostatecznej geometrii można stworzyć symulację wytrzymałościową MES. Dyskretyzacja modelu ze strukturą lattice nie jest łatwym procesem, z uwagi na dużą liczbę niewielkich elementów, co w konsekwencji spowodowałoby wydłużenie czasu obliczeń. W NX Continuous Release, przy tworzeniu nowej symulacji program automatycznie przekształca pręty struktury lattice do elementów 1D, wraz z przypisaną geometrią przekroju (Rys. 10). Zdecydowanie ułatwia to potencjalnie czasochłonny proces przygotowania modelu geometrycznego do przeprowadzenia symulacji. Dodatkowo eliminuje prawdopodobieństwo przypisania niepoprawnych danych do modelu symulacyjnego.

Opisana struktura wypełnia wcześniej przygotowaną objętość. Można zauważyć wiele zastosowań, w których struktura lattice układana jest na powierzchni lub warstwowo – w kierunku normalnym do powierzchni. W tym celu polecenie Siatka umożliwia również nałożenie danej liczby warstw struktury lattice o określonej grubości. Tutaj również możemy wybrać pomiędzy metodą nakładania komórek elementarnych bądź siatki tetraedrycznej. Przykładem może być prezentowany detal (Rys. 12), w którym zewnętrzne ściany zostały zastąpione strukturą tetraedryczną o grubości 2 mm, a objętość wewnątrz została wypełniona różnego typu strukturami na bazie komórek elementarnych. W przypadku takich modeli zwykłe zsumowanie brył nie wystarczy. Połączenie struktur lattice odbywa się przez stworzenie dodatkowych prętów struktury, łączących węzły znajdujące się w określonej odległości od siebie. Aby zamodelować takie połączenie, należy użyć połączenia Połącz siatki (Rys. 11).


Jak wspomniałem, struktury lattice mogą zostać użyte jako powłoka zwiększająca bioresorbowalność implantu. Połączenie wyżej przedstawionych możliwości pozwala na zamodelowanie takiej struktury. Ciągły rozwój badań nad optymalną geometrią komórek elementarnych, m.in. w przypadku takich powłok, często wymusza na użytkowniku konieczność wykorzystania w modelu opracowanej przez siebie struktury. Dlatego też, jako ostatnia zostanie zaprezentowana operacja Edytor komórek elementarnych. Łącząc w odpowiedni sposób punkty wewnątrz jednostkowego sześcianu definiujemy wzór komórki elementarnej, a następnie zapisujemy go w formie pliku .xml. Tak zapisana komórka może zostać wczytana w operacji Siatka i wykorzystana identycznie z tymi, dostarczonymi wraz z oprogramowaniem (Rys. 13).

Michał Krzysztoporski
artykuł pochodzi z wydania 6 (141) czerwiec 2019