



















Aluminium cenione jest ze względu na względnie dużą wytrzymałość przy niskiej masie, a także ze względu na plastyczność, łatwość obróbki i odporność korozyjną. Jako podstawowy metaliczny surowiec produkcyjny ustępuje jedynie stali.
Aluminium stanowi trzeci najpowszechniej występujący w skorupie ziemskiej pierwiastek. Naturalnie nie występuje jednak w czystej postaci, lecz jako rudy, z których najważniejsze są boksyty. Z czterech ton boksytu, w ramach procesu Bayera pozyskuje się dwie tony tlenku glinu Al2O3, z których w procesie elektrolizy prądem o bardzo wysokim natężeniu metodą Halla-Héroulta otrzymuje się jedną tonę metalicznego aluminium. Całość procesu jest energochłonna i zużywa 24 kWh na kilogram metalu, w związku z czym 30% ceny aluminium stanowią koszty energii elektrycznej. Szacuje się, że produkcja aluminium pochłania 2% globalnej produkcji energii elektrycznej. W 2024 roku na całym świecie wyprodukowano 73 miliony ton aluminium.
Problematyka recyklingu aluminium
Aluminium łatwo poddaje się recyklingowi bez uszczerbku na jakości. Otrzymanie jednej tony aluminiowego surowca wtórnego wiąże się z oszczędnością nawet 95% energii elektrycznej względem produkcji pierwotnej. Aluminium z recyklingu zaspokaja jedną trzecią światowego zapotrzebowania na ten metal. Według International Aluminium Institute, od momentu rozpoczęcia przemysłowej produkcji aluminium na podstawie patentu Bayera w 1888 roku, do dnia dzisiejszego wyprodukowano ponad 1,6 mld ton aluminium, z czego 1,2 mld ton wciąż pozostaje w użyciu. Co ciekawe, 70% tej produkcji przypada już na XXI wiek. Na podstawie tych statystyk nie ulega więc wątpliwości rosnące znaczenie aluminium i wielki potencjał, tkwiący w jego recyklingu.
W konwencjonalnym recyklingu aluminium i jego stopów możemy wyróżnić dwie podstawowe kategorie pozyskiwanych materiałów, a więc odpady procesowe i konsumenckie. Skład chemiczny surowca do recyklingu ma duże znaczenie dla potencjalnego zastosowania surowca wtórnego. Generalnie przy odlewaniu surowców wtórnych mamy do czynienia z większą tolerancją na ich kompozycję, niż w przypadku obróbki plastycznej. Jest to związane między innymi z wpływem zanieczyszczeń w postaci żelaza i krzemu na ciągliwość aluminium.
Problematyka recyklingu odpadów procesowych, takich jak skrawki powstałe przy wytłaczaniu blach czy wióry powstałe podczas obróbki skrawaniem, jest w dużej mierze związana z ich wysokim stosunkiem powierzchni do objętości. Przekłada się to na trudności w odpowiednio gęstym upakowaniu wiórów oraz na istotny udział warstwy tlenków w składzie surowca i dalsze jego intensywne utlenianie podczas ogrzewania przy przetapianiu, prowadzące do dużych strat materiałowych, sięgających 50%. Zaletą tej grupy odpadów jest to, że wióry i skrawki pochodzące z jednego źródła są identyczne i nie wymagają dodatkowego sortowania.
Z kolei w przypadku odpadów konsumenckich mamy do czynienia z dużą różnorodnością materiałów, wymagających sortowania i selekcji, a także, ze względu na dużą ilość zanieczyszczeń i domieszek innych substancji – dodatkowych procesów separacyjnych i oczyszczających. W związku z tym przyjmuje się, że recykling tego typu odpadów zasadniczo zużywa więcej energii i pod kątem kalkulacji ekonomicznej ustępuje recyklingowi odpadów procesowych. Tym niemniej największy wydatek energetyczny jest niezmiennie związany z przetapianiem surowca wtórnego.
Alternatywa w postaci recyklingu bezpośredniego
W obliczu rosnących cen energii elektrycznej coraz więcej uwagi poświęca się alternatywnemu podejściu do recyklingu aluminium i jego stopów, które opiera się na ich dobrej plastyczności. Przerób odpadów aluminiowych metodami obróbki plastycznej, bez potrzeby topienia materiału, określany jest mianem recyklingu bezpośredniego lub recyklingu w stanie stałym (SSR – solid state recycling). Umożliwia on uzyskanie surowca wtórnego o jakości dorównującej materiałowi pierwotnemu lub w pewnych przypadkach nawet go przewyższającej, przy nawet pięciokrotnej redukcji kosztów w stosunku do konwencjonalnych metod recyklingu.

Pierwsze świadectwa zainteresowania recyklingiem bezpośrednim sięgają lat czterdziestych ubiegłego wieku. W 1942 roku Max Stern opatentował teoretyczną metodę obróbki plastycznej skrawków z aluminium lub jego stopów, w ramach której uplastyczniony w wyniku ruchu obrotowego i siły nacisku materiał miał być wyciskany przez otwór w matrycy – w postaci rur, profili lub drutu.
Podejmowane w późniejszym okresie próby opracowania efektywnych metod recyklingu bezpośredniego nie przyniosły zadowalających rezultatów. W przypadku surowca w postaci wiórów i skrawków, w procesie wyciskania na gorąco nie uzyskuje się wymaganego przerobu, a materiał ulega postępującemu utlenianiu. Proponowane są różne metody, oparte na różnych mechanizmach intensywnych odkształceń plastycznych (SPD – severe plastic deformation), takie jak przeciskanie przez kanał kątowy (ECAP – equal channel angular pressing), które zapewniają osiągnięcie dobrych parametrów metalurgicznych, lecz nie zawsze osiągają wydajność potrzebną w zastosowaniach przemysłowych.
Obiecujące wyniki otrzymywane są metodami, wykorzystującymi mechanizm powstawania odkształceń plastycznych pod wpływem tarcia. Pierwotna koncepcja Sterna została zrealizowana w bardziej praktycznej postaci w 1991 roku, kiedy to zespół inżynierów TWI, pracujący nad metodą zgrzewania tarciowego z przemieszaniem materiału zgrzeiny (FSW – friction stir welding), opatentował proces wyciskania tarciowego z przemieszaniem (FSE – friction stir extrusion) – nota bene patent wygasł już w 2002 roku.
Tarciowe uplastycznianie materiału
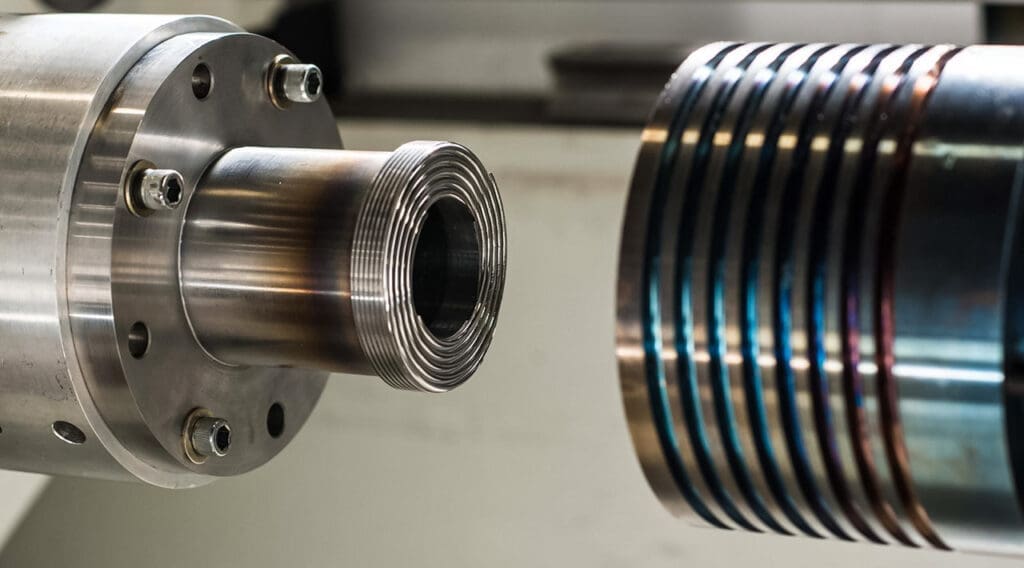
W typowym układzie podstawowymi elementami w ramach FSE są stacjonarna komora robocza i obrotowe narzędzie, skonstruowane na podobnej zasadzie co trzpienie do FSW, z tą różnicą, że ich środkiem przebiega kanał ekstruzyjny, którym uplastyczniony materiał wyciskany jest na zewnątrz. Stąd też element ten nazywany bywa w literaturze przedmiotu matrycą. W miarę jak narzędzie obraca się i zagłębia się w komorze, surowiec do recyklingu ulega przemieszaniu. Z czasem oddziaływanie między trzpieniem narzędzia a przerabianym materiałem pogłębia się, co pociąga za sobą wzrost ciśnienia i temperatury, a w konsekwencji – uplastycznienie materiału, który wtłoczony zostaje do kanału ekstruzyjnego – matrycy.
cały artykuł jest dostępny w wydaniu płatnym 11/12 (218/219) listopad/grudzień 2025