Jeszcze kilka dekad temu Polska była potentatem w produkcji obrabiarek. Pięćdziesiąt pięć tysięcy produkowanych rocznie maszyn i eksport do trzydziestu krajów świata robi wrażenie i dzisiaj. Wielkie tokarki z Poręby, frezarki z Jarocina czy Pruszkowa i dużo innych obrabiarek polskich producentów są dobrze znane i cenione w wielu krajach świata, także w USA, w których pracują do dzisiaj. Obrabiarki te powstawały wg polskiej dokumentacji i w polskiej technologii. Było to możliwe dzięki planowemu rozwojowi tej branży w naszym kraju. Dzięki temu pojawiło się wiele doskonałych rozwiązań konstrukcyjnych, uświetnionych patentami.
Jednym z takich zakładów była słynna fabryka obrabiarek W4 w H. Cegielskim w Poznaniu. Powstała ona początkowo jako fabryka obrabiarek na własne potrzeby holdingu, składającego się z wielu różnych zakładów o różnorodnej produkcji. Szybko jednak okazało się, że obrabiarki te są bardzo dobre i mają wielu klientów spoza H. Cegielskiego. Wiertarki promieniowe WRA, WRB, automaty tokarskie krzywkowe, hydrauliczne, centra tokarskie ze sterowaniem numerycznym i wiele innych, spotyka się i dzisiaj w różnych fabrykach, mimo że W4 już nie istnieje.
W H. Cegielskim obrabiarki nie były najważniejszą produkcją. Na pewno ważniejsze były silniki okrętowe produkowane w dużych ilościach na potrzeby polskiego przemysłu stoczniowego (wtedy – 300 jednostek pływających rocznie), silniki trakcyjne, w tym też do lokomotyw spalinowych, które to lokomotywy i wagony produkowane były na wydziale W3, też w dużych albo bardzo dużych ilościach. Były też dmuchawy, sprężarki, karabiny maszynowe bardzo dobrej jakości i wiele innych znanych wyrobów. W szczytowym okresie rozwoju w H. Cegielskim pracowało dwadzieścia dwa tysiące pracowników. Produkcja polskiego przemysłu maszynowego mieściła się wówczas w wysokich standardach przemysłu światowego i była chętnie kupowana przez różne kraje.
W fabryce W4 działało biuro konstrukcyjne obrabiarek, zatrudniające wielu bardzo zdolnych, a nawet wybitnych konstruktorów. Jednym z nich był długoletni kierownik tego biura – Irakli Zautaszwili. Był on autorem wielu świetnych rozwiązań stosowanych w obrabiarkach. Jednym z takich rozwiązań jest sprzęgło hydrauliczne VHT.

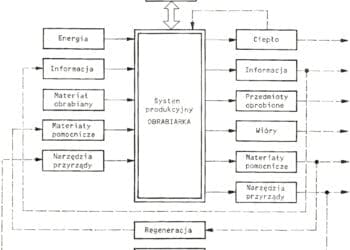
Do sterowania sekwencyjnego lub automatycznego (sterownikiem) obrotami wrzeciona i posuwów obrabiarki potrzebny jest mechanizm przełączający mechanicznie zadane odpowiednie przełożenia skrzynki przekładniowej. Trudność polega na tym, że w skrzynce koła zębate i łożyska smarowane są rozbryzgowo olejem, więc nie można zastosować sprzęgieł wielopłytkowych załączanych elektromagnetycznie. Potrzebne było sprzęgło inne, zasilane olejem pod ciśnieniem, poprzez wałek.
Zautaszwili stworzył takie sprzęgło; zwarte, o stosunkowo prostej budowie, zajmujące mało przestrzeni, napędzane olejem pod ciśnieniem 2,5 MPa. Niepotrzebne są przewody zasilające wewnątrz skrzynki, gdyż zasilanie olejem odbywa się poprzez otwory w wałku. Na korpusie zewnętrznym sprzęgła osadzone jest odpowiednie koło zębate, które gdy sprzęgło nie jest załączone obraca się luźno, a dopiero po załączeniu sprzęgła realizuje się przełożenie przekładni, za pomocą tych kół zębatych, związanych z załączonym sprzęgłem.


Podstawową zaletą sprzęgieł VHT jest mały moment szczątkowy. W VHT wynika on z tarcia tocznego w łożyskach i z oporów resztek oleju w wąskich szczelinach tarczy sprzęgła. Jego wartość, w porównaniu ze sprzęgłami płytkowymi, jest znikoma.
Podstawową zaletą sprzęgieł VHT jest mały moment szczątkowy. W VHT wynika on z tarcia tocznego w łożyskach i z oporów resztek oleju w wąskich szczelinach tarczy sprzęgła. Jego wartość, w porównaniu ze sprzęgłami płytkowymi, jest znikoma.W sprzęgłach płytkowych, osadzonych na pionowych wałkach, głównym oporem jest tarcie między płytkami, wywierane siłą ciężkości oraz ślizgaczami załączenia mechanicznego lub elektrycznego.
Na rysunku 2 widać konstrukcję sprzęgła VHT. Po podaniu oleju pod ciśnieniem do sprzęgła, membrany dociskane są do ścianek korpusu zewnętrznego i następuje zasprzęglenie wałka z przekładnią zębatą, połączoną z tym sprzęgłem.

Po przesterowaniu rozdzielacza podającego olej pod ciśnieniem na to sprzęgło, w pozycję połączoną ze zbiornikiem, zostaje ono rozłączone. Załącza się wtedy inne sprzęgło VHT z innym kołem zębatym i obroty wałka napędzanego są zmienione. Na rysunku 4 pokazano schematycznie dopuszczalną możliwość zamontowania trzech sprzęgieł na jednym wałku.

Możliwość ta zależy przede wszystkim od średnicy wałka i możliwości wywiercenia trzech długich otworów w wałku, dla umożliwienia podania oleju pod ciśnieniem do trzech sprzęgieł; oczywiście każdorazowo tylko do jednego z nich. Powinien być dobrze zaprojektowany schemat hydrauliczny, uniemożliwiający jednoczesne załączenie więcej niż jednego sprzęgła w tej samej skrzynce przekładniowej.

Sprzęgła VHT sprawdziły się w eksploatacji. Są nadal dostępne w handlu, umożliwiają więc tworzenie konstrukcyjne skrzynek przekładniowych, nie tylko obrabiarek, ale i innych maszyn, ze sterowaniem obrotami – sekwencyjnym i automatycznym.
Aleksander Łukomski
artykuł pochodzi z wydania 9 (132) wrzesień 2018