

































Dziś, gdy podzespoły samochodu rajdowego kupuje się w wyspecjalizowanych firmach za niebotyczne pieniądze, z niedowierzaniem słucha się opowieści o czasach PRL, kiedy to z niczego budowano auta wygrywające z profesjonalną, zachodnią konkurencją. Przy nieistniejącym wówczas rynku samochodowym znalazły się osoby, które potrafiły zrobić rajdowy bolid z auta pozornie nie nadającego się do sportu samochodowego, jakim był Fiat 126p.
W efekcie maluchy nie tylko dzielnie walczyły w mistrzostwach Polski, ale wygrywały swoją klasę w renomowanych rajdach na zachodzie. Przygotowane przez fabryczny Ośrodek Badawczo Rozwojowy, a czasem prywatnych kierowców, autka o pojemności 600, a później 650 ccm, kwalifikowano tam do klasy 1300 ccm. Po kilku występach Polaków organizatorzy przestali się dziwić temu, że autka z o połowę mniejszym silnikiem rozprawiają się z Alfami-Romeo, Volkswagenami, Fiatami 128 i podobnymi, przygotowanymi przez renomowane zespoły rajdowe, konkurentami. O ile tzw. fabryka miała ogromne możliwości, to prywatni kierowcy w swoich garażach musieli dokonywać cudów dysponując jedynie zapasami ówczesnych Polmozbytów i ogromnym samozaparciem.

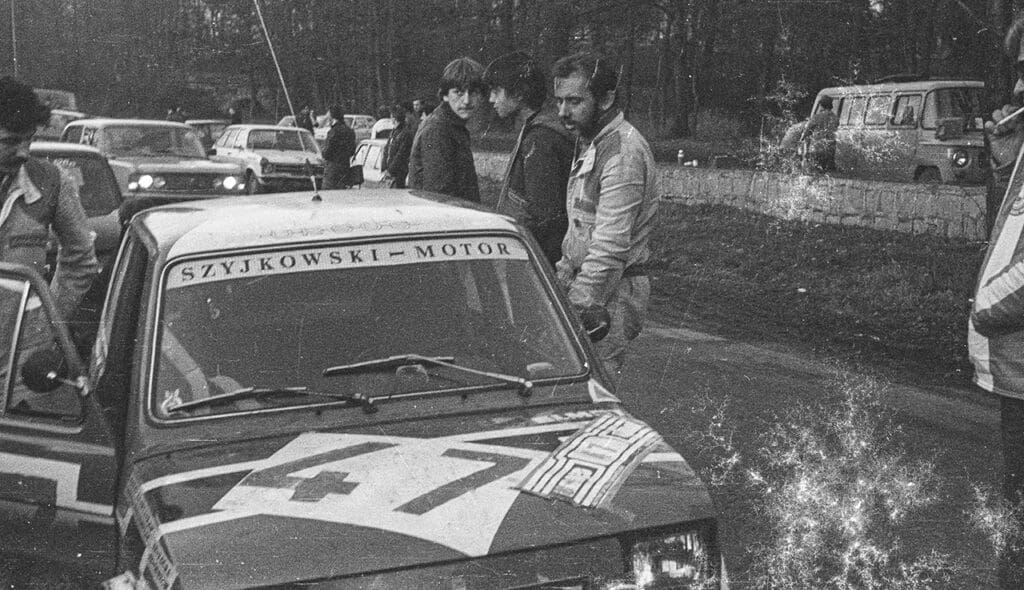
Jednym z twórców serii najszybszych rajdowych maluchów był inżynier Andrzej Szyjkowski. Za kierownicą własnoręcznie zbudowanego samochodu rajdowego tzw. grupy A potrafił skutecznie walczyć z zespołem fabrycznym zdobywając w kilku sezonach tytuły mistrzowskie.
Coś z niczego
Inżynier Szyjkowski wykonał przez lata gigantyczna pracę. Pamiętajmy, że były to czasy gdy na półkach sklepowych czasem występował wyłącznie ocet, a o jakichkolwiek zakupach za granicą można było tylko pomarzyć. – Byłem hobbystą, a zdeterminowanego hobbysty, jak sam twierdzi, nikt nie zatrzyma. Szukał wiedzy, aby móc coś z tym małym silniczkiem zrobić. Większość mechaników kończyło wówczas prace tuningowe na splanowaniu głowicy. Kupował książki gdzie się dało, a wydano ich niewiele. Gdy odpracowywał studia w Ursusie, bardzo pomógł mu legendarny mechanik żużlowców gorzowskiej Stali – Edward Pilarczyk, zwany majstrem. Szyjkowski całe godziny spędzał w kombinezonie, pomagając przy składaniu silników żużlowych. Warto przypomnieć, że zarówno wtedy, jak i dzisiaj silnik żużlowy to jakby odpiłowany jeden cylinder z silnika Formuły 1. Ówczesny Weslake był zresztą zbudowany przez konstruktora silników F-1.
Powoli zaczął powstawać silnik, w którym nie było niezmodyfikowanego elementu. Oczywiście zakres przeróbek nieco ograniczały przepisy sportowe, a szczególnie tzw. Załącznik J FIA. Głowica była nie tylko splanowana, lecz miała zmieniony kształt komory spalania, z klinowej na tzw. wanienkową. Oczywiście powiększeniu uległa średnica zaworów i ich prowadnice. Rozstaw osi zaworów zwiększył się o dwa milimetry, dzięki czemu można było powiększyć średnicę zaworu aż o cztery milimetry. Gniazda zaworowe wykonano z fosforobrązu. Przylgnie zaworów były bardzo wąskie. Dużą część gniazda frezowano frezem 75°, aby maksymalnie powiększyć przelot. Zmienił się kształt zaworów, z powodu optymalizacji kątów. O ile wydechowy musiał mieć szerszą przylgnię, bo pracował w bardzo wysokiej temperaturze, to ssący właściwie przylgni nie posiadał. Ręcznie frezowane kanały dolotowe początkowo robione były na tzw. lustro. Po lekturze literatury i rozmowach z profesorem Szczecińskim z Wojskowej Akademii Technicznej, kanały były kalibrowane jak lufa pistoletu. W ówczesnych warunkach robiło się to za pomocą zużytego płótna ściernego, założonego na szlifierkę wysokoobrotową. Wszystko, co wystawało w kanałach zostało ścięte, np. fragmenty prowadnic zaworowych. Te ostatnie zostały wykonane z fosforobrązu i specjalnie profilowane.

W tych siermiężnych czasach problemem były np. sprężyny zaworowe. Trzeba było spędzić parę godzin, a czasem nawet całą noc w Polmozbycie, mierząc suwmiarką wszystkie sprężyny, aby wybrać cztery najwyższe.
Miseczki wykonano z duraluminium. Wynikało to z obliczeń rozkładu sił. Przy tak ogromnych przyspieszeniach podczas ruchu zaworu każdy gram ujęty z układu rozrządu dawał dziesiątki kilogramów oszczędności. Statycznie cały silnik był wyrównoważany za pomocą wagi laboratoryjnej. Tolerowane były różnice mas nie przekraczające 0,05 g.
Przeróbce uległy również pierścienie tłokowe. Aby zwiększyć ich elastyczność były frezowane od wewnątrz, szlifowano je papierem o ziarnistości 1000. Zmniejszona została ich grubość, aby wyeliminować zjawisko blokowania w rowkach tłoka. Modyfikacji uległy też zamki pierścieni.
Jako, że o tłokach wyczynowych trudno było wówczas nawet pomarzyć, należało zmodyfikować seryjne. Były planowane od góry i ścięte o 5 mm. Wzorem były konstrukcje profesora Porsche. Wszystko było złożone bez uszczelek. Warto w tym miejscu zauważyć, że niby mało znacząca uszczelka azbestowa pomiędzy żeliwnym kolektorem wydechowym a aluminiową głowicą w mocno wysilonym silniku może powodować przegrzewanie komory spalania, spalanie stukowe itd. W tymże miejscu seryjne śruby zostały zastąpione tulejami z fosforobrązu, z wkręconymi szpilkami. Znakomicie ułatwiło to ewentualne naprawy.
Dzięki wytoczonym pierścieniom miedzianym o różnej grubości można było regulować stopień sprężania w zależności od zawodów. Pierścienie były idealnie dopasowane do kształtu komory spalania. Mieszanka sprężana przez tłok trafiała na krawędź wewnątrz komory spalania, gdzie następowało jej dodatkowe zawirowanie.
Jako że głowica była bardzo obniżona, układ zaworowy również się obniżył. Dlatego podniesione zostały cylindry, a w tłokach zostały wyfrezowane wgłębienia, aby wyeliminować możliwość uderzenia zaworu w denko. – Łatwo się to mówi, ale praca była katorżnicza. Kręciło się wałem i sprawdzało odciski na przyklejonej do tłoków plastelinie – opowiada Andrzej Szyjkowski.
Korbowody były prześwietlone a następnie polerowane. Silnik składany był na dwusiarczek molibdenu lub na grafit. Zależy co udało się zdobyć. Podczas montażu smarowane tym były wszystkie części ruchome oraz wnętrza cylindrów. Wymienione związki chemiczne, obok doskonałych właściwości smarnych, wnikają w mikropory, szczególnie te po honowaniu. Luz montażowy rajdowego silnika był taki, jak w „cywilnych” jednostkach zakwalifikowanych do naprawy głównej. Silnik oczywiście rozwiercony był na trzeci nadwymiar, dzięki czemu pojemność skokowa wzrastała o 10 ccm, co przy pojemności 600 ccm dawało ogromny zysk procentowy.
Przeróbkom uległ również układ smarowania. Seryjnie w małym Fiacie największe ciśnienie podawane jest na pierwszą panewkę. Zdarzało się czasem także w samochodach seryjnych, że niedosmarowana panewka potrafiła nawet uszkodzić blok. W silniku Szyjkowskiego z pierwszego kanału olejowego poprowadzony był – poprzez trójnik miedziany – przewód do tylnej panewki. W chwili odpalenia silnika całe ciśnienie szło na główne panewki, a dopiero potem na pozostałe punkty. Zmienił się zupełnie rozkład ciśnień w magistrali olejowej, co wpłynęło na znaczne przedłużenie żywotności silnika.
Wałek rozrządu to cała historia. – Był okres, że wszystkie moce produkcyjne firmy kolegi, Leszka Świątka, pochłaniały moje wałki. Wypróbowaliśmy chyba z 300 krzywek. Jakiś surrealizm! W najlepszym zestawie krzywka ssąca miała chyba kąt otwarcia 330 stopni, wydechowa 270 lub 280, a miedzy osiami krzywek 110 stopni – wspomina inżynier Szyjkowski. Na czwartym biegu silnik osiągał 8,5 tys. obrotów/min. I bezawaryjnie wytrzymywał cały sezon rajdowy. Nie obyło się bez eksperymentów z paliwem, takich jak dodawanie oleju rycynowego lub nadtlenków m. in. nitrometanu. Z uwagi jednak, że regulaminy tego zabraniały, skończyło się tylko na eksperymentach.
Polak potrafił
Tarcza sprzęgłowa pochodziła od Fiata 127 i współpracowała z odciążonym kołem zamachowym. Oddzielna historia to skrzynia biegów. Szyjkowski jako pierwszy w Polsce poza kierowcami fabrycznymi posiadał tzw. krótką skrzynię. Gdy tylko w Załączniku J podano parametry homologowanej konstrukcji o zmienionych przełożeniach 3 i 4 biegu, całą tzw. choinkę wykonano gorzowskim Ursusie.
– W 1984 roku wprawiłem fabryczny OBR w osłupienie. Przybiegł sam szef, inżynier Zbigniew Klimecki, krzycząc: Szyja, ty masz krótką skrzynię! Odpowiedziałem, że tak, mam.
– Kupiłeś we Włoszech!
– Nie, zrobiłem.
– Jak zrobiłeś?
– Wziąłem piłę i imadło, i poszło.
– Jaja sobie ze mnie robisz.
– Oczywiście. Chłopaki w Ursusie zrobili. Jak robią przekładnie kierownicze to czemu nie mogą skrzyni.
Później pojawiły się w Polsce firmy przerabiające seryjne skrzynie poprzez staczanie, zakładanie pierścieni i kołkowanie. W Ursusie choinka wykonana została od zera z jednego kawałka stali. Warto wspomnieć o zmianach w gaźniku. Zastosowane zostały m. in. szczelinowe rurki emulsyjne wykonane przez inżyniera Wiesława Pachonia. We współpracy z tym samym konstruktorem powstawały układy wydechowe, oczywiście oparte na strumienicach. Po wielu próbach udało się w pełni zrealizować tzw. dynamiczne doładowanie silnika, czyli zestroić pojemność układu ssącego z pojemnością układu wydechowego. Powstała również hamownia trakcyjna. Kolega z Politechniki Poznańskiej zbudował zapłon bezstykowy z możliwością regulacji kąta wyprzedzenia podczas jazdy. Zbudował też urządzenie, które zapamiętywało liczbę obrotów w określonych odstępach czasu. Na wybranym odcinku drogi przeprowadzano pomiar, jadąc w dwóch kierunkach, aby wyeliminować wpływ wiatru. Na mierzonym odcinku przy wrzuconym czwartym biegu i otwartej przepustnicy urządzenie co pół sekundy rejestrowało obroty. W ten sposób powstawała krzywa. Analizując wyniki pomiarów w różnych konfiguracjach, można było dostrajać silnik nawet na treningu przed rajdem.
Dzisiaj może to się wydać bardzo prymitywne, ale pamiętajmy, że działo się to w pierwszej połowie lat osiemdziesiątych, kiedy komputery były jeszcze w powijakach.

Rajdówka to nie tylko silnik
Samochód powstawał z części pogwarancyjnych, sprzedawanych wówczas w sklepach o nazwie Bomis. Nadwozie przez kilka dni było odciążane poprzez skuwanie wszelkich wygłuszeń, które ważyły około 10 kg. Później karoseria była spawana na zasadzie 1 cm spawu i 1 cm luzu, aby nie wywoływać szkodliwych naprężeń i nie przegrzać materiału. Wzmacniane były punkty mocowania amortyzatorów. Klatka przeciwkapotażowa przed montażem była specjalnie lekko niedopasowana, aby po zamocowaniu była napięta.
– Tak zrobione nadwozie doskonale trzymało się na najgorszych dziurach, chociaż załodze plomby w zębach wypadały. Wahacze miały pozamykane profile, bo seryjne były zbyt delikatne i potrafiły się wygiąć. Były słynne skórzane uszy do skakania. Chodziło o to, że jak samochód oderwie się od ziemi to potem przy lądowaniu geometria zawieszenia nie zmieni się w niebezpieczny sposób. Był to tzw. patent na skakanie – opowiada konstruktor.

Dzięki zmianom w przednim zawieszeniu samochód z nadsterownego zrobił się podsterowny. Przedni, wzmocniony resor montowany był za pomocą specjalnego przyrządu. Podczas zakładania resor niemal zupełnie się prostował. Po zmontowaniu luzowało się przyrząd i zawieszenie się napinało. Nie było wtedy łożysk wahliwych, tzw. uniboli, i trzeba było wymyślić inny sposób. Specjalne stalowe podkładki były wciskane do sitenbloków. Po skręceniu elementu guma była dodatkowo ściskana. Wszystko pozostawało nadal elastyczne, ale wytrzymywało znacznie większe obciążenia. Zawieszenie ustawiono w maksymalnym negatywie, aby auto jak najlepiej trzymało się na zakrętach.
– To, jak jadę, widziałem po kibicach. Jak stali i patrzyli znaczyło, że jadę źle, za wolno. Jak uciekali, to znaczyło, że jadę dobrze – z uśmiechem opowiada Andrzej Szyjkowski.

Maluchy były obecne na rajdowych trasach przez niemal dwie dekady. Były dla Polski tym, czym nieco wcześniej Abarth 595 dla Europy Zachodniej. Samochód względnie tani, prosty, podatny na tuning i wymagający dużych umiejętności od kierowcy. Dobrze przygotowany Fiat 126 grupy A potrafił wygrywać nawet w klasyfikacji generalnej, pokonując znacznie większe samochody. Warto dodać, że modele 126, wzmocnione przez takie firmy jak Gianini, Abarth czy Bozzato, nie tylko, że były niedostępne w Polsce i bardzo drogie, ale również nie spełniały warunków homologacji. W polskich garażach powstawały skuteczniejsze konstrukcje. Szkoda tylko, że nie zachowały się żadne rysunki, a ilość zdjęć również jest symboliczna. Twórcy po prostu nie mieli na to czasu, a o programach CAD słuchało się wówczas jak o naukowej fikcji.



Od dwóch lat nasz kultowy samochód powrócił do sportowej rywalizacji, dzięki wyścigowej serii Maluch Trophy. Na torach można spotkać zarówno starych, siwawych już mistrzów, jak i młodych zawodników, zgłębiających tajniki tego autka.
Ryszard Romanowski
artykuł pochodzi z wydania 9 (72) wrzesień 2013










