W przemyśle motoryzacyjnym stosuje się wiele rozwiązań transportu technologicznego, ze względu na różne zadania tego transportu związane z różnymi fazami produkcji samochodu. Można je podzielić na transport górny i dolny. Górny odbywa się głównie przy pomocy zawieszek, dolny – przede wszytskim przy pomocy różnych przenośników np. płytowych, platformowych czy skidowych i innych. Jednym z ciekawszych rozwiązań transportu dolnego jest przenośnik łańcuchowo-płytowy (slat conveyor).

Takie przenośniki występują także w innych fabrykach, nie tylko motoryzacyjnych, mają różne wymiary i rozwiązania konstrukcyjne, a wykonane są z różnych materiałów, często z tworzyw sztucznych. Stosowane są np. jako transportery przy rozlewaniu płynów do butelek, czy na lotniskach do przenoszenia bagażu. Na lotniskach, a także w różnego rodzaju galeriach handlowych, występują jako ruchome schody lub ruchome chodniki (wykonane w dużej części ze stopów aluminium). W poniższym tekście opisano przenośnik dla przemysłu motoryzacyjnego, gdyż tam te przenośniki pracują w najcięższych warunkach i w związku z tym muszą być w szczególnie dopracowane.
Przenośniki łańcuchowo-płytowe występują głównie w montażu samochodów i to zarówno jako linia finiszowa na wydziale spawalni kadłuba karoserii, czyli przy montażu nadwozia, jak i w montażu głównym samochodu. W linii finiszowej spawalni, przed lakierowaniem, do kadłuba nadwozia montowane są wszystkie części tzw. ruchome, a więc drzwi i klapy – przednia i tylna, a także błotniki przednie. Przy czym ważny jest tu nie tylko sam montaż ale i dopasowanie. Należy więc tak zamontować drzwi i klapy, aby szczelina na całym obwodzie była równa, ale też jak najmniejsza. Szczelina ta jest założona w dokumentacji i po jej wymiarze można też ocenić jakość produkcji konkretnej fabryki. Szczeliny mają szerokość od 2 do 6 mm. Małe świadczą o wysokiej, ale też bardziej kosztownej jakości technologii wykonania, większe o gorszej. Małe szczeliny wymagają wysokiej jakości tłoczenia i innych operacji technologicznych, np. zawijania brzegów klap i drzwi przy montażu blachy wewnętrznej z blachą poszyciową. Jest to trudna operacja, bo od strony blachy poszyciowej nie może być żadnych śladów czy wgniotów. Niekiedy zawijanie odbywa się na dużych prasach, a niekiedy w specjalnych hydraulicznych przyrządach, w zależności od stopnia opanowania technologii tych operacji przez fabrykę samochodów. W niektórych przypadkach używa się do tego celu kleju, a w innych zawijanie jest dokonywane „na sucho”, bez kleju. Działania te są bardzo ciekawe technicznie i generują wiele trudnych problemów.
Ciekawym rozwiązaniem jest łączenie blach, cienkiej z grubą, np. 0,8 mm i 1,8 mm, za pomocą spawania laserowego i później tłoczenie takiej blachy w przyrządzie. Ta grubsza część blachy potrzebna jest w miejscu mocowania zawiasu drzwi.
Po zamontowaniu elementów ruchomych z właściwą szczeliną na całym obwodzie następuje szlifowanie karoserii. Niestety uniknąć się tego nie da, są bowiem miejsca w karoserii, które wymagają delikatnego, najczęściej ręcznego doszlifowania, aby linia karoserii była właściwa, gładka i płynna. Oczywiście musi być to wykonywane bardzo ostrożnie i w jak najmniejszym stopniu, bo przecież blachy karoserii są ocynkowane i zebranie zbyt dużej ilości cynku jest niewskazane. W niektórych firmach nadwozie jest jeszcze kontrolowane, czy rzeczywiście wszystkie elementy są spasowane właściwie. Wykonywane jest to na końcowym stanowisku linii finiszowej, gdzie stosuje się silne oświetlenie (800 lux). Linia finiszowa wyposażona jest w specjalne manipulatory do montażu drzwi i klap, a także specjalne, dokładne szablony do ramy okiennej, przedniej i tylnej, których spasowanie z kadłubem karoserii jest niezwykle istotne dla późniejszego osadzania, po lakierowaniu, w tym miejscu szyb. Źle wykonane operacje powodują powstanie naprężeń, które mogą spowodować (przy normalnej eksploatacji samochodu) samoistne pękanie szyb przednich lub tylnych podczas jazdy po nierównościach lub od niskiej albo wysokiej temperatury.
Slat conveyor przeznaczony do montażu głównego samochodu, głównie dla drugiej fazy jego montażu, kiedy może już samodzielnie zjechać z linii na kołach, podlega typowym czynnościom montażowym, takim jak: wklejanie szyb, montaż deski rozdzielczej, montaż tapicerki, montaż siedzeń i innych zespołów, montaż silnika i zbiorników, nalewanie paliwa itp.
Przenośniki, w zależności od ich wykorzystania w produkcji samochodów, mogą się trochę różnić. W zasadzie zawsze wykonane są ze stali węglowej. Te, wykorzystane jako linia finiszowa, wyposażone są w podpory i elementy ustalające do osadzenia kadłuba karoserii. W podłodze nadwozia są najczęściej specjalne otwory technologiczne służące do osadzania kadłuba nadwozia. Z kolei te do montażu głównego samochodu mają często zabierak, który ciągnie samochód za koło. W zdecydowanej większości płyty przenośnika przesuwają się na poziomie posadzki, chociaż zdarzają się i takie, które są znacznie (kilkaset mm) powyżej posadzki. Konstrukcja takiego mechanizmu umożliwia też zastosowanie w tym samym przenośniku różnych wysokości np. na początku płyty przesuwają się na poziomie np. + 500 mm, a od pewnego stanowiska montażowego – na poziomie posadzki. Ale niezależnie od tego zawsze wymagany jest kanał, głębszy lub płytszy. Dlatego ważne jest takie planowanie produkcji (plan technologiczny fabryki), aby przewidywać budowę tego kanału przed wykonaniem drogiej, zacieranej posadzki. Trzeba też przewidywać strefy zagrożenia wybuchem (nalewanie paliwa) i odpowiednio przeciwdziałać ich skutkom; przykładowo, w skrajnym przypadku, trzeba połączyć wszystkie płyty przenośnika pomiędzy sobą elastycznym przewodem miedzianym i tzw. uziemieniem, zabezpieczającym przed ewentualnymi skutkami iskrzenia, ale też należy pamiętać o częstym odpowiednim wentylowaniu kanału.
W przemyśle motoryzacyjnym występują rozwiązania przenośników z jednym szerokim torem, z wąskim torem, obejmującym tylko koła po jednej stronie montowanego samochodu lub też dwutorowe.
Płyty przenośnika zamocowane są przy pomocy śrub do specjalnego łańcucha z odpowiednio ukształtowanymi łapkami do tego mocowania. Zawsze są dwa łańcuchy jak najbliżej krawędzi płyty. Łańcuch ma podziałkę będącą wynikiem analizy długości przenośnika i średnicy kół łańcuchowych znajdujących się na końcach przenośnika. W zasadzie dla każdego przenośnika jest specjalna podziałka wynikająca z tych obliczeń. Na ogół mieści się ona w zakresie 200 – 500 mm. Ogniwa łańcucha z grubszej blachy należy dobrać z odpowiednim współczynnikiem bezpieczeństwa – 10. Zjawisku slick pit, czyli lekkiemu szarpnięciu przenośnika przy zazębianiu kolejnego ogniwa z kołem łańcuchowym, przeciwdziała się doprowadzając jak najbliżej do koła prowadnice łańcucha. Zabezpiecza się wówczas łańcuch przed opadnięciem tuż przed zazębieniem, bo właśnie to jest przyczyną tego nieprzyjemnego szarpnięcia. Musi też być zapewniona możliwość szybkiej naprawy łańcucha podczas awarii.

Łańcuch ma rolki, które toczą się podczas przesuwu po specjalnych prowadnicach, zamontowanych na specjalnej konstrukcji nośnej przenośnika, a związanej z jego konstrukcją. Prędkość przesuwu najczęściej nie przekracza 5 m/min i wynika z taktu produkcji samochodów w fabryce, a więc obroty koła łańcuchowego są małe. Napęd na wał pociągowy przekazywany jest z silnika elektrycznego z przekładnią ślimakową, też przez przekładnię łańcuchową. Sterowanie przenośnika może być dość skomplikowane, jeżeli współpracuje on z urządzeniami zewnętrznymi (też powinny mieć układ łagodnego startu i hamowania).
Bardzo rzadko zdarza się, że przenośnik pracuje taktowo, tzn. że kadłuby przenoszone są z jednego stanowiska na następne, po czym przenośnik zatrzymuje się. Na stojącym przenośniku na poszczególnych stanowiskach wykonywane są zadania montażowe i po ich zakończeniu pracownicy naciskają na przycisk gotowości (na każdym stanowisku) i po naciśnięciu ostatniego przycisku, przenośnik przesuwa się dalej, o jedno stanowisko. Taka praca taktowa jest raczej niewskazana, ze względu na straty czasu roboczego podczas przesuwu, a także na częste ruszanie i zatrzymywanie przenośnika, co ma niekorzystny wpływ na trwałość łańcucha. Korzystniejsza jest praca przenośnika w ruchu ciągłym.
Początek i koniec przenośnika musi być wyposażony w mechanizmy dostarczania karoserii i jej odbioru po montażu. Najczęściej są to windy technologiczne z odpowiednim mechanizmem do przejmowania kadłuba nadwozia z windy o ruchu pionowym i układania go na przenośniku o ruchu poziomym ciągłym (nieraz są to specjalne elastycznie zawieszone trawersy lub zawieszki). Mechanizm taki został opisany we wcześniejszym numerze naszego czasopisma.
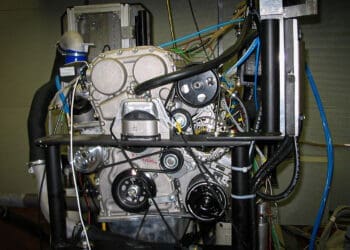
Przykładową konstrukcję przenośnika pokazano na rysunku poniżej:

Jest to szeroki przenośnik zaprojektowany dla linii finiszowej wydziału spawalni, dwóch typów kadłubów nadwozi produkowanych przemiennie na tej linii. Na rysunku widać po lewej stronie miejsce napędu, a po prawej mechanizm naciągu łańcucha.
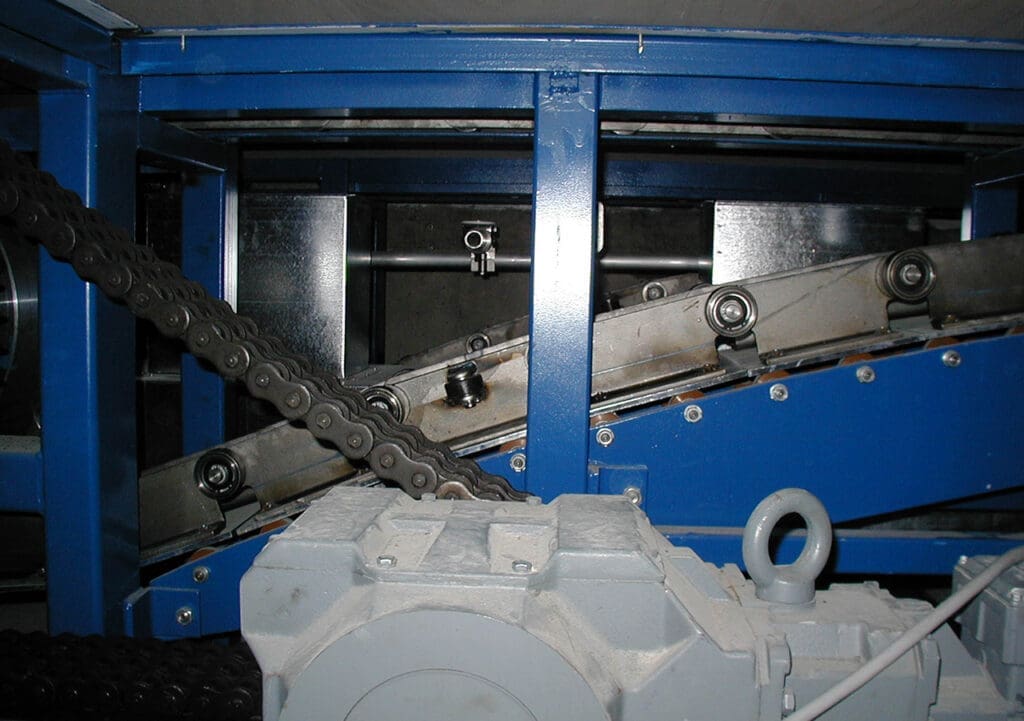
Na fotografii poniżej widoczna jest konstrukcja ogniwa łańcucha. Elementy boczne tego ogniwa mogą być wykonane z blachy, jako frezowane lub wykrawane. Powinny być jednak wyżarzone po obróbce.
W zasadzie chyba nie ma fabryki samochodów, gdzie nie pracowałyby opisane tu przenośniki, czy to w spawalni, czy też na wydziale montażu głównego. Przedstawiony w artykule przenośnik został zaprojektowany i zbudowany przez polską firmę inżynierską, która zbudowała i zainstalowała wiele tego typu konstrukcji w różnych europejskich fabrykach samochodów.
Aleksander Łukomski
artykuł pochodzi z wydania 5 (116) maj 2017