Zgrzewanie oporowe to istotny proces montażu elementów karoserii. W konstrukcji samochodu znajdują się tysiące zgrzein łączących elementy w rozmaitych konfiguracjach, różniących się grubością, materiałem i liczbą arkuszy blachy, rozmiarami zgrzeiny itd. Zgrzeiny punktowe odgrywają ważną rolę dla integralności i wytrzymałości zmęczeniowej nadwozia samochodowego w przebiegu eksploatacji.
Jakość zgrzein, a co za tym idzie, trwałość połączenia, zależy od wielu parametrów (np. Dipak i Ganesh [1] podsumowali wiele różnych czynników mających wpływ na wytrzymałość zgrzeiny). Przetopowy charakter punktowego zgrzewania oporowego komplikuje badanie trwałości i defektów połączeń zgrzewanych. Poranvari i Marashi [2] powiązali zrozumienie przetopu w połączeniach zgrzewanych ze strukturalnymi właściwościami komponentu samochodu. Zidentyfikowali oni trzy zasadnicze obszary mikrostrukturalne, czyli strefę przetopu (SP), strefę wpływu ciepła (SWC) i materiał bazowy (MB), które wykazują się niehomogenicznymi mikrostrukturami i właściwościami w każdej ze stref, a w konsekwencji – różną wytrzymałością mechaniczną, jak i rozbieżnością trwałości poszczególnych stref, która skutkuje koncentracją naprężeń w najsłabszym punkcie. Oprócz heterogeniczności struktury, także czynniki geometryczne ograniczają nośność połączeń, np. pokarbowanie, mikroszczeliny w SP czy pęknięcia na skraju SP [2]. Chabok i in. [3], rozgraniczyli obszar SWC na gruboziarnistą SWC (GZSWC), drobnoziarnistą SWC (DZSWC) i międzykrytyczną SWC (MKSWC), i metodą doświadczalną uzyskali mechaniczne i naprężeniowe charakterystyki każdego obszaru, dla stali DP1000.
Podczas badania wytrzymałości połączeń zgrzewanych, złożoność zagadnień dotyczących wspomnianych czynników zazwyczaj prowadzi do oparcia parametrów procesu i analizy wytrzymałościowej na wynikach doświadczeń. Alternatywą jest cyfrowe odwzorowanie procesu typu digital twin, uwzględniające fizykę zgrzewania w symulacji zachowania połączenia pod obciążeniem [4]. Jednakże utworzenie właściwego odwzorowania cyfrowego komponentów motoryzacyjnych zawierających wiele zgrzein, może być pracochłonne i wymaga dużo mocy obliczeniowej. Trudność ta wynika przede wszystkim z lokalnych wariacji mikrostruktury i właściwości połączenia, jak też z faktu, że podczas budowy modelu do analizy SWC wymagane jest zastosowanie dokładnej siatki i definicji różnych materiałów. Większość inżynierów w tej sytuacji obiera drogę „na skróty”, uproszczając model i pomijając lokalne zmiany strukturalne wokół zgrzeiny, i ograniczając analizę do prostej definicji zgrzeiny, jako mechanicznego połączenia dwóch powierzchni. Takie modele sprawdzają się do symulacji w warunkach obciążenia na poziomie elementu, gdzie celem nie jest badanie defektów, takich jak zmęczenie czy pęknięcia. Innymi słowy, defekty są zjawiskami miejscowymi i jako takie nie mogą zostać odpowiednio przebadane bez uwzględnienia lokalnych cech w modelu.
Ford Motors [5] udoskonalił model symulacji poprzez wprowadzenie elementów sprężystych, w których rozszczepienie zgrzeiny definiowano maksymalnym poziomem siły i przemieszczenia. Innym prostym rozwiązaniem [6] jest model, w którym zgrzeiny punktowe zobrazowano za pomocą belek łączących elementy powierzchni. Średnicę belki obliczono dzieląc powierzchnię przekroju poprzecznego połączenia zgrzewanego na liczbę belek. Jeśli korelacja między metodą doświadczalną a modelem jest zdefiniowana prawidłowo, takie podejście może służyć do zbadania całkowitego zniszczenia połączenia (tj. rezultat binarny uszkodzenie/brak uszkodzenia) w warunkach obciążenia.
Nie jest łatwo uzyskać mechaniczne właściwości zgrzeiny i przylegających stref, co wynika z faktu, że są to niewielkie struktury. Niektóre techniki pozwalają zasymulować profil termiczny zgrzeiny i uformować podobną mikrostrukturę, tylko jednorodną i większego rozmiaru, w celu zmierzenia właściwości. Jednak, mając gotowe wyniki symulacji właściwości, zdefiniowanie konkretnych stref w oparciu o te właściwości na poziomie komponentu o wielu zgrzeinach jest bardzo czasochłonne. Stąd też typowym podejściem jest modelowanie pojedynczej zgrzeiny [7] oraz mapowanie lub substytucja pozostałych połączeń przy użyciu tej konkretnej zgrzeiny. Może nią być dowolna, wybrana zgrzeina komponentu. W niniejszym opracowaniu wygenerujemy cyfrową reprezentację części samochodowej, poddanej analizie zderzeniowej, w której uwzględnimy wszystkie strefy strukturalne zgrzeiny.
Komponent samochodu
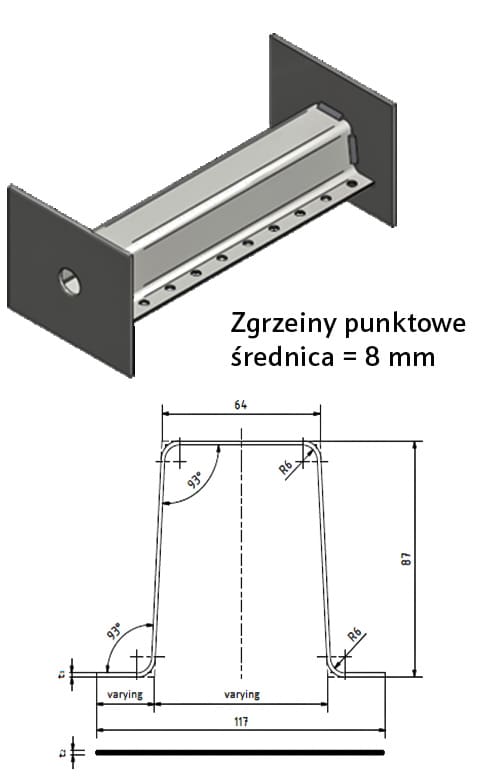
Na rysunku 1 przedstawiony jest komponent samochodowy zgrzewany punktowo, który został wykorzystany do analizy w ramach niniejszego opracowania. Składa się on z dwóch stalowych profili, z których jeden jest płaski, a drugi – o przekroju w kształcie litery omega, wykonanych z wysokowytrzymałej stali dwufazowej DP1000, o długości 300 mm. Obie części zostały połączone wzdłuż krawędzi kołnierza elementu omega, za pomocą zgrzein o średnicy 8 mm, w równych odstępach co 30 mm.
Cyfrowe zgrzewanie punktowe
Pełen model każdej zgrzeiny został utworzony za pomocą własnego podprogramu, wykorzystującego powierzchnię stykową jako linię przetopu, zdefiniowaną przez użytkownika, z przyporządkowanym strumieniem ciepła według prawa Joule’a, co w najprostszej postaci można wyrazić równaniem:
H = RI2t
gdzie H jest wartością ciepła w joulach, I to prąd liczony w amperach, R to opór w ohmach, a t to czas w sekundach. Po wykonaniu zgrzewania dodano serię etapów schładzania, w celu modelowania powrotu do temperatury otoczenia.
Początkowa wartość temperatury wynosiła 21 °C. Konwekcyjny warunek brzegowy wygenerował przepływ ciepła na wszystkie powierzchnie zewnętrzne. Współczynnik konwekcji całkowitej, zależnej od temperatury, obliczono na podstawie powyższego równania, gdzie T to wartość temperatury w °C [8]:
hc = 5 + 0,05 (T – 20) + 6 x 10-7 (T – 20)3
Poniższe właściwości na potrzeby analizy zgrzewania zapożyczono z [9] i [10]:
- przewodność cieplna, w zależności od temperatury
- rozszerzalność termiczna, w zależności od temperatury
- pojemność cieplna, w zależności od temperatury
- współczynnik sprężystości, w zależności od temperatury
- granica plastyczności, w zależności od temperatury
- gęstość, w zależności od temperatury
- współczynnik Poissona
Rysunek 2 przedstawia wyniki symulacji, w tym powstawanie i rozwój jądra zgrzeiny w zgrzewanym komponencie, omawianym w tym opracowaniu.



Dyskretyzacja rozwoju mikrostruktury
Podczas cyklu nagrzewania temperatura przemiany zaczyna tworzyć austenit przy wartości A1 (≈800 °C) i osiąga pełny austenit powyżej A3 (≈900 °C). Podczas procesu zgrzewania czas na przemianę równowagi termodynamicznej pomiędzy A1 i A3 jest krótki, stąd też austenizacja kończy się powyżej A3 dużą rekrystalizacją, spowodowaną bardziej przegrzewaniem niż dyfuzją. Wyższa temperatura generuje wzrost ziarna austenitu, polegający na zlewaniu się i przemieszczaniu granic ziaren. Przy czym obecność osadów węglików i azotków blokuje zjawisko przemieszczania się aż do temperatury krytycznej Ts (≈1100 °C), w której osady wtapiają się w matrycę austenityczną i umożliwiają rozrost ziaren austenitu. Podczas schładzania rozrost ziaren postępuje do poziomu poniżej A3, gdzie następuje dekompozycja austenitu, przeważnie poprzez zarodkowanie na granicy gruboziarnistego austenitu w warunkach przechłodzenia, a także poprzez formowanie bainitu w temperaturze poniżej Bs (≈500 °C) i martenzytu w temperaturze poniżej Bs (≈400 °C).
Parametry profilu termicznego procesu zgrzewania, które mogą posłużyć do zdefiniowania mikrostruktury SWC, to temperatura szczytowa i współczynnik schładzania [11]. Temperatura szczytowa zależy przede wszystkim od odległości od linii przetopu, a współczynnik schładzania – od ogólnego rozproszenia ciepła w połączeniu. Przy użyciu naszego narzędzia do symulacji zgrzewania punktowego wykazaliśmy, że rozproszenie ciepła jest prawie stałe dla każdej wartości temperatury szczytowej w danej zgrzeinie, w danym procesie zgrzewania punktowego. Stąd też zastosowaliśmy symulację zgrzewania do wygenerowania profili termicznych przypisanych każdej lokalizacji w ramach SWC, by wybrać typowy współczynnik schładzania dla każdej wartości temperatury szczytowej, bez utraty istotnej precyzji w prognozowaniu finalnej mikrostruktury.

To założenie pozwoliło uprościć modele mikrostruktury do funkcji temperatury szczytowej w taki sposób, że powstała relacja między finalną mikrostrukturą a trajektorią temperatury szczytowej dla krytycznej temperatury przemiany. Na rysunku 3 przedstawiono wyniki symulacji dla stref, które uformowały się podczas procesu zgrzewania: MKSWC, GZSWC, DZSWC i przetopu. Tabela 1 przedstawia podsumowanie właściwości mechanicznych każdej ze stref uwzględnionych w analizie [12].

Konfiguracja doświadczalnego crash-testu
Badanie wpływu osiowego obciążenia uderzeniowego na stalową belkę przy różnych prędkościach zostało użyte w niniejszym opracowaniu jako metoda walidacji zaprezentowanych powyżej metod modelowania połączeń zgrzewanych punktowo. Na rysunku 4 przedstawiono konfigurację stanowiska testowego.

Próbki poddano próbom zderzeniowym z różną prędkością, w zakresie od 10 do 40 km/h, przy uderzeniu masą 238 kg. Celem testu było zbadanie korelacji krzywych siła-przemieszczenie, uzyskanych w wyniku eksperymentu, z rezultatami symulacji, z uwzględnieniem różnych metod charakteryzacji i modelowania połączeń zgrzewanych.
Konfiguracja symulacji crash-testu
Model wykonany metodą elementów skończonych, reprezentujący założenia badawcze, został zaprojektowany w programie LS-Dyna. Stal DP-1000 została przedstawiona za pomocą elementów powłoki o odpowiedniej grubości blachy i zdefiniowana przy użyciu modelu materiałowego MAT24, a następnie dopracowana metodologicznie. Należy wspomnieć, że w modelu uwzględniono także permanentne efekty procesu zgrzewania punktowego na strukturę materiału całej belki o przekroju omega.
Te efekty odkształcenia plastycznego uzyskano wprowadzając początkowe naprężenia plastyczne, otrzymane w wyniku symulacji procesu produkcyjnego, w miejscach zdefiniowanych przez krawędzie profilu. Definicja wspomnianych miejsc w odniesieniu do pozostałego obszaru stalowego profilu jest przedstawiona na rysunku 5.

Zgrzeiny punktowe przedstawiono za pomocą kombinacji reprezentujących jądro elementów typu solid i obramowania z elementów typu shell, reprezentującego SWC. Charakterystykę materiałową tych struktur przeprowadzono korzystając z doświadczeń firmy IDIADA w dziedzinie metodologii SWC, co zostanie omówione dalej. Spoiny łączące stalową belkę z pionowymi ściankami urządzenia testowego przedstawiono za pomocą elementów typu shell, zdefiniowanych przez ten sam materiał, co użyty w jądrze zgrzeiny punktowej.
Przeprowadzono cztery testy przy różnych prędkościach, w każdym przypadku porównując obie metody skali dyskretyzacji SWC.
Dyskretyzacja zgrzein punktowych na potrzeby symulacji
Każda ze stref mikrostruktury (SP, IKSWC, GZSWC i DZSWC) wykazuje się innymi właściwościami mechanicznymi, stąd też model zgrzeiny powinien dokładnie uwzględniać te charakterystyki, bez wpływu na rozmiar siatki i czas obliczeń.Na potrzeby symulacji modelowanie komponentów zgrzewanych punktowo przeprowadzono w programie LS-Dyna w dwóch wariantach, różniących się szczegółowością definicji SWC, z których jeden wykonano w mezoskali, a drugi w makroskali przemysłowej. W obu przypadkach na potrzeby reprezentacji jądra zgrzeiny posłużono się skupiskiem elementów solid. Ten fragment został połączony z otaczającym go materiałem bazowym za pomocą obramowania w kształcie korony, złożonego z elementów typu shell, obrazujących różne kręgi SWC, co przedstawiono na rysunku 6. Wspomniane elementy są generowane ponad przylegającymi powierzchniami komponentu za pomocą narzędzia Connection Manager pre-procesora ANSA.

W obu wariantach reprezentacji jądro zgrzeiny przedstawiono za pomocą czterech sześciościanów, których podstawy tworzą razem ośmiobok, w którym odległość naprzeciwległych wierzchołków odpowiada nominalnej średnicy jądra zgrzeiny. Bryły jądra zdefiniowano poprzez grubość, odpowiadającą odstępowi między środkowymi płaszczyznami arkuszy blachy, które przedstawiono za pomocą elementów typu shell. Ten fakt należy brać pod uwagę obliczając elastyczność jądra zgrzeiny. W przypadku modelu w mezoskali szerokość obramowania, reprezentującego obie strefy działania ciepła, została bezpośrednio zaczerpnięta z wyników wykonanej mikroanalizy, omówionej powyżej. W modelach numerycznych została pominięta międzykrytyczna strefa wpływu ciepła, ze względu na stosunkowo niewielki rozmiar i nieznaczny wpływ na otrzymane wyniki. Cała zgrzeina punktowa, złożona z dwóch podstref wpływu ciepła (drobnoziarnista SWC i gruboziarnista SWC) oraz z jądra, została zdefiniowana przy użyciu oprogramowania LS-Dyna i modelu materiałowego MAT24 MAT_PIECEWISE_LINEAR_PLASTICITY, który wykorzystano także do modelowania oddziaływań fizycznych materiału bazowego.
Porównanie geometrycznej definicji ogólnej zgrzeiny punktowej w skali mezo i makro przedstawiono na rysunku 6. Jak widać, najbardziej widoczną różnicą między dwoma prezentowanymi geometriami jest odmienna dyskretyzacja strefy wpływu ciepła. Jedną z głównych trudności, z którymi ma do czynienia przeprowadzający analizę na etapie konfiguracji modelu numerycznego, jest określenie właściwego kroku czasowego symulacji, ograniczonego warunkiem stabilności Couranta. W symulacjach opartych na jawnym schemacie rozwiązań, skalowanie masy poszczególnych elementów jest częstą praktyką, stosowaną do odpowiedniego zwiększenia kroku czasowego. Masa dodana często może mieć wartość przypuszczalną, jeśli jest względnie niewielka i rozprowadzona po całej geometrii, albo też jest duża, ale skoncentrowana w miejscach pozbawionych krytycznego znaczenia. Może także zostać pominięta, jeśli symulacja zachodzi w warunkach prawie statycznych, w których energia kinetyczna jest minimalna w porównaniu do sił wewnętrznych. Jednakże w wielu przypadkach, skalowanie masy może negatywnie wpłynąć na działanie modelu. Każdy, przeprowadzając analizę, musi wziąć pod uwagę efekty, jakie to rozwiązanie może generować dla wyników symulacji.
Rozumując w ten sposób, w niniejszym badaniu uwzględniono lokalne zwiększenie masy w analizowanych komponentach. Model w mezoskali może posłużyć za przykład kolejnego kroku, następującego po zdefiniowaniu mikrostruktury zgrzeiny, omówionym powyżej. Takie podejście z powodzeniem wykorzystano do charakteryzacji różnych stref wpływu ciepła, ale w bardziej złożonych przypadkach, jak np. testy zderzeniowe całego pojazdu, nie sprawdziłoby się. I chociaż w takim przypadku minimalizacja masy dodanej w całym modelu ma zasadnicze znaczenie, to przecież należy wziąć pod uwagę fakt, że połączenia zgrzewane punktowo są szeroko obecne w całej konstrukcji nadwozia. Definicja modelu zgrzeiny punktowej w skali makro jest więc konieczna. Zawiera ona właściwości różnych stref SWC w obrębie obramowania z elementów typu shell, o rozmiarze porównywalnym z elementami definiującymi materiał bazowy. Takie podejście pozwala na zachowanie minimalnego kroku czasowego 0,5 x 10-4 ms bez znacznego wprowadzenia masy dodanej.
Punktem startowym procesu charakteryzacji stref zgrzeiny punktowej jest karta materiałowa stali poza obszarem nagrzewania, z zastosowaniem szeregu transformacji, opartych na wynikach otrzymanych w ramach analizy mikrostrukturalnej. Model materiałowy MAT24 programu LS-Dyna reprezentuje materiał elastoplastyczny, którego plastyczność zależy od prędkości odkształcenia. Poniższe rozwinięcie umożliwia szczegółowe opisanie zmian zachodzących w strukturze stali. W pierwszej kolejności charakteryzacja warunku plastyczności, oparta na podejściu analitycznym, pozwala na uchwycenie parametrów odkształcenia po przekroczeniu granicy wytrzymałości na rozciąganie i pojawieniu się przewężenia tzw. szyjki podczas testu rozciągania próbki stali. Następnie, poprzez metody analityczne, wzbogacone o szczegółowe symulacje próby rozciągania, otrzymuje się zakres strefy inicjacji uszkodzeń. Ostatecznie definiowana jest propagacja defektów, pozwalająca uzyskać funkcjonalność modelu niezależną od siatki.
Model IDIADA badania plastyczności SWC wygenerował krzywe plastyczności, odpowiadające konkretnym strefom zgrzeiny. Model opiera się na wartościach wytrzymałości na rozciąganie otrzymanych w wyniku analizy mikrostruktury i pozwala na prognozowanie zmian właściwości w materiale bazowym.
Co więcej, model IDIADA prognozowania defektów SWC umożliwia szacunkowe określenie granicy wytrzymałości i naprężenia zrywającego. Szacunkowy zakres granicy wytrzymałości i naprężenia zrywającego jest generowany analitycznie, w oparciu o kryteria rozproszenia energii.
W makroskali przemysłowej właściwości mechaniczne są zebrane w obrębie pojedynczego obramowania poprzez nadanie całej SWC parametrów najsłabszego punktu zgrzeiny.
Wyniki symulacji zderzeniowej
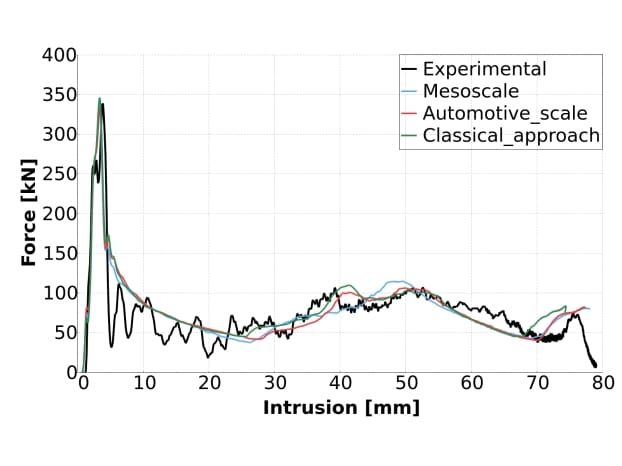
Na rysunku 7 przedstawiono porównanie wyników symulacji z danymi pomiarowymi. Można zaobserwować, że strefa plastyczności jest adekwatnie uchwycona na krzywych w wariantach testu o wyższej prędkości, podczas gdy przy uderzeniu z mniejszą prędkością dochodzi do pewnych niedokładności.
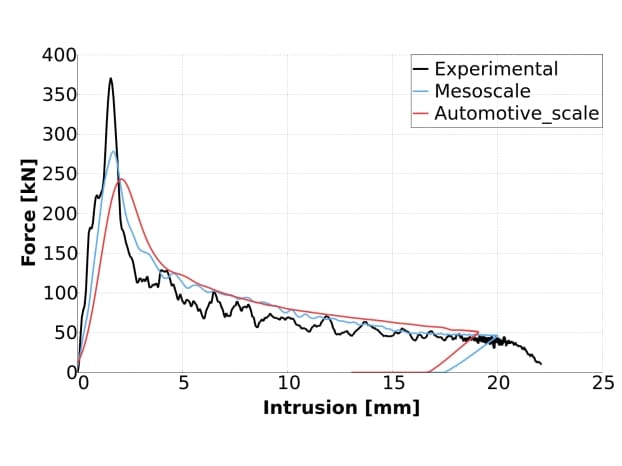
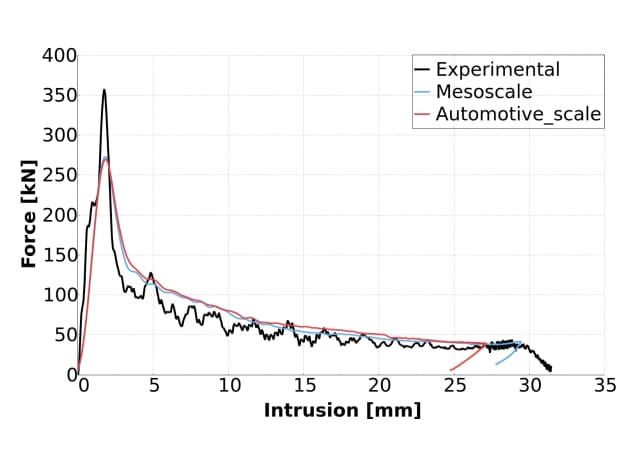
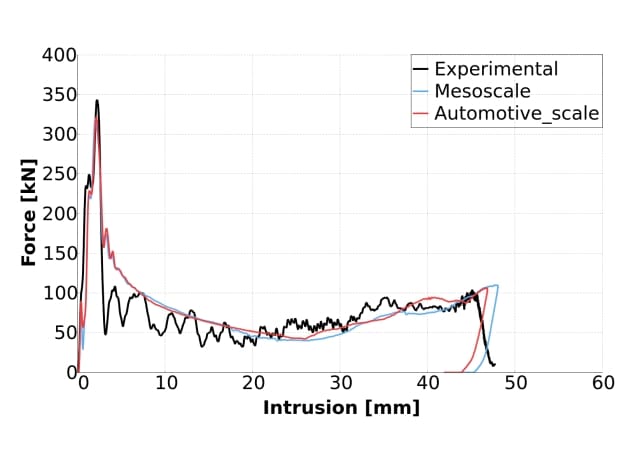
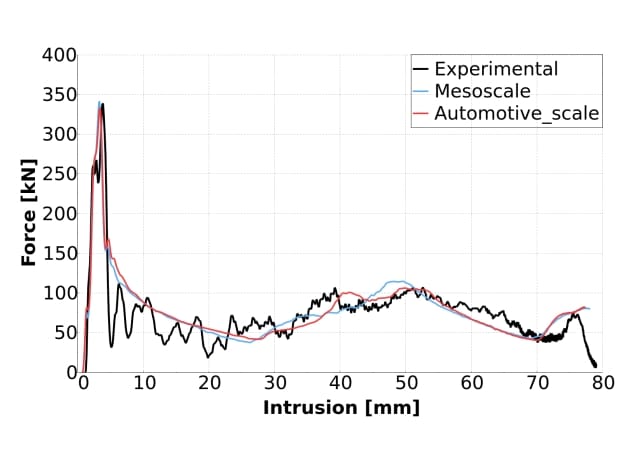
Za to przy szczytowej wartości siły obserwujemy bardzo podobne rezultaty. Dla przykładu, rezultaty symulacji dla próby z prędkością 23,4 km/h osiągają wysoki poziom korelacji w pierwszej części krzywej, zarówno przy użyciu siatki w mezoskali, jak i w makroskali przemysłowej. Maksymalna wartość siły 339 kN jest porównywalna do wartości 341 kN w mezoskali i 333 kN w makroskali. Przy mniejszych prędkościach sztywność i szczytowa siła są mniejsze niż wynika z prób fizycznych, z wyjątkiem mezoskali. Np. dla prędkości 14,1 km/h doświadczalnie otrzymano maksymalną wartość siły 358 kN, podczas gdy rezultaty symulacji osiągają 273 i 270 kN, odpowiednio w mezo- i makroskali. Symulacje wykazują także brak precyzji w momencie pierwszego zwolnienia energii, gdy belka ulega zniszczeniu. Skoro wybór skali dyskretyzacji nie robi większej różnicy w tym zakresie, można wziąć pod uwagę bezpośrednią relację między wartością energii uwolnionej przez model, a deformacją połączeń zgrzewanych na każdym z końców belki. Potwierdza to fakt, że użycie dokładniejszej siatki dyskretyzacji nie przekłada się na poprawę jakości wyników w tym zakresie. Stąd też, dla lepszej korelacji wyników w tej części krzywej potrzebna może być dokładniejsza definicja połączeń zgrzewanych.
Zjawiska o znaczeniu fundamentalnym dla symulacji zderzeniowych, takie jak propagacja uszkodzeń, intruzja, gięcie belki i degradacja połączeń, zostały poprawnie uchwycone przez proponowane modele numeryczne, zarówno w mezo- i makroskali. Dokładność jest jeszcze większa w przypadku mniejszych prędkości.
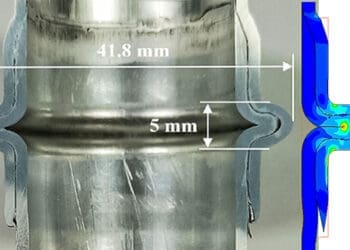
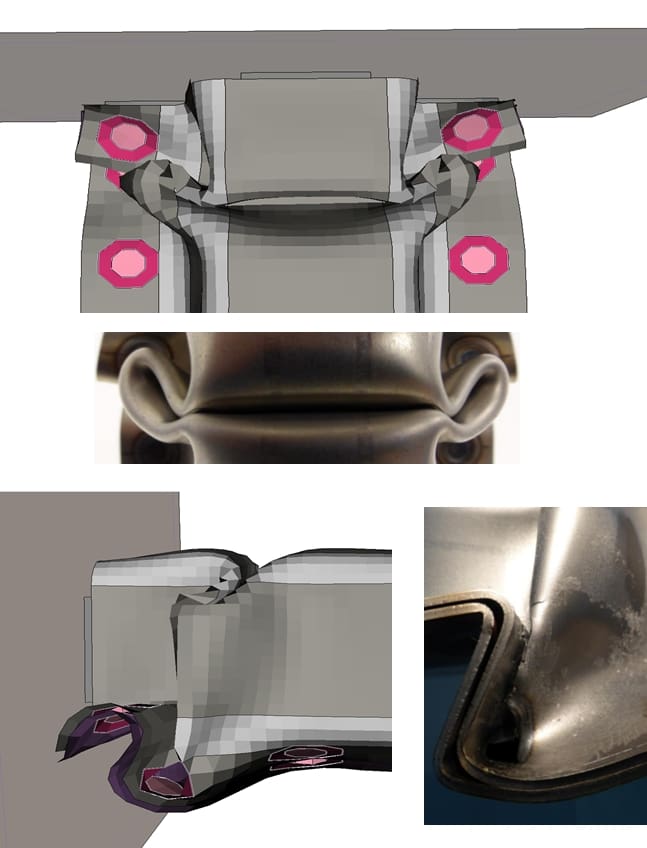
Podobnie jak w rzeczywistości, na próbce wystąpiło pofałdowanie, zależne od prędkości, z jaką belka uderzyła w ścianę. Przegląd zdeformowanej geometrii pokazuje, w porównaniu do prób fizycznych, dużą dokładność modelu w prognozowaniu złożonych zjawisk związanych z uszkodzeniem, takich jak odpinanie i pękanie zgrzeiny, czy rozerwanie materiału bazowego, co zilustrowano na rysunkach 8 i 9. Na koniec warto podkreślić fakt, że pewne aspekty symulacji, takie jak wartości szczytowe, czy zakres uszkodzeń, wykazują wysoką podatność na nawet minimalne zmiany dokonane w geometrii modelu, takie jak zmiana umiejscowienia zgrzein, czy długość i grubość spoin.

Zależność mikrostrukturalna a połączenia mechaniczne
W tej sekcji porównane zostaną rezultaty uzyskane przy użyciu podejścia do modelowania opisanego w tym opracowaniu, ze standardową praktyką, gdzie jądro zgrzeiny jest zdefiniowane za pomocą elementów solid, a właściwości strefy wpływu ciepła nie są uwzględnione. Wymiary jądra zgrzeiny w podejściu standardowym są takie same jak te, użyte w omawianej metodzie. Do definicji jądra zgrzeiny posłużono się tym razem materiałem MAT100 MAT_SPOTWELD_DAMAGE-FAILURE programu LS-Dyna. Połączenie między tymi elementami typu solid a krawędziami belki wykonano za pomocą interakcji typu tie, co przedstawiono na rysunku 10.

Definicja materiału bazowego, połączeń zgrzewanych, jak też warunków brzegowych jest identyczna, jak zastosowana w poprzednich modelach. Porównanie wyników przedstawiono na rysunku 11.
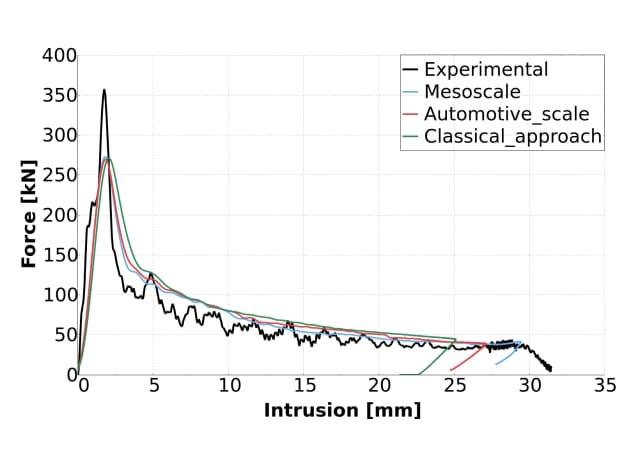

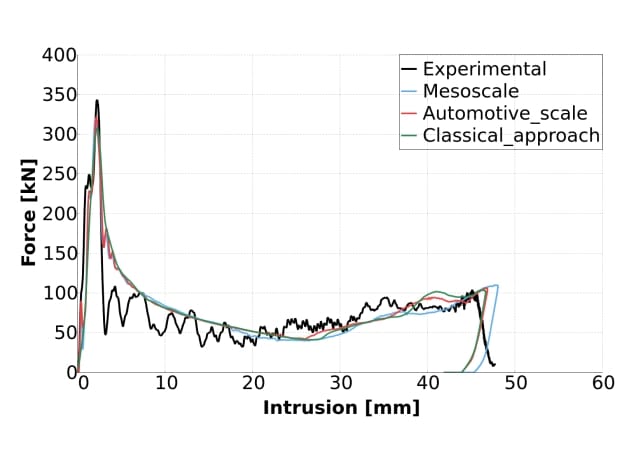
Widać, że sekcja krzywych, odnosząca się do początków deformacji i zniszczenia belki jest analogiczna, gdyż, jak wspomniano, modelowanie bazowego materiału i zgrzeiny jest w obu przypadkach równoznaczne. Najbardziej wyraźna różnica między porównywanymi metodami występuje w tym miejscu krzywej, gdzie występują uszkodzenia. Porównując propagację uszkodzeń w komponencie można zaobserwować, że generalnie krzywe otrzymane metodą standardową przeszacowują przyłożoną siłę i jeszcze bardziej oddalają się od wyników testów fizycznych. W konsekwencji konwencjonalne modelowanie prognozuje niższe wartości intruzji, niezależnie od prędkości, co jest zasadniczym czynnikiem branym pod uwagę przy przeprowadzaniu symulacji zderzeniowych w motoryzacji.
W porównaniu do konwencjonalnego sposobu modelowania z użyciem belek bądź elementów typu solid, połączonych z materiałem bazowym przez interakcje typu tie, podejście prezentowane w niniejszym opracowaniu umożliwia bardziej precyzyjne definiowanie różnych właściwości materiałowych dla wszystkich tych części, które razem tworzą zgrzeinę. Toteż wyniki symulacji uzyskane przez nas są bardziej dokładne i bliższe rzeczywistości.
Dzięki temu, deformacja geometrii w proponowanej metodzie analizy MES może reprezentować złożone typy uszkodzeń, które przypuszczalnie będą występowały w komponentach łączonych metodą zgrzewania punktowego podczas testów zderzeniowych, w tym pękanie jądra i odklejanie zgrzeiny, czy rozdzieranie materiału bazowego.
Podsumowanie
Badanie wytrzymałości zderzeniowej połączeń zgrzewanych zależy od poziomu dokładności uwzględnienia szczegółów procesu zgrzewania. Definiowanie zgrzeiny jako mechanicznego połączenia między dwoma arkuszami blachy jest najszybszą i najprostszą metodą, ale nie uwzględnia wariacji mikrostruktury i właściwości w obszarze zgrzeiny i SWC. Taki model może dostarczyć informacji o nośności komponentów zgrzewanych, jednakże pełna analiza zderzeniowa nie może zostać przeprowadzona z wymaganą dokładnością, bez uwzględnienia lokalnych właściwości zgrzeiny w modelu obliczeniowym. Z drugiej strony, opracowanie pełnego cyfrowego odwzorowania typu digital twin komponentów motoryzacyjnych, zawierających liczne połączenia zgrzewane, może okazać się mniej praktyczne, ze względu na siatkę o dużej dokładności i cały szereg definicji materiałów w obrębie zgrzeiny i SWC. Na obecnym poziomie możliwości obliczeniowych i automatyzacji w generowaniu siatki, doświadczenie rekomenduje modelowanie pojedynczej zgrzeiny punktowej, o uniwersalnych parametrach, a następnie powielenie jej w pozostałych połączeniach zgrzewanych. Grubość i kombinacja materiału, czy rozproszenie ciepła dookoła zgrzeiny mogą być przydatnymi parametrami przy definiowaniu takiej zgrzeiny. Z jednej strony takie podejście pozwala na redukcję czasu obliczeń, z drugiej zaś generuje szczegóły zgrzein na potrzeby obliczeń, umożliwiających uzyskanie lokalnych charakterystyk, w tym uszkodzeń i pęknięć.
Mahyar Asadi
Majid Tanbakuei Kashani
Mathew Smith
Advanced Welding Engineering Services, Applus Canada – SKC Engineering North Vancouver, Canada
Chris Timbrell
Ramesh Chandwani
Research & Development, Zentech International Limited London, United Kingdom
Autorzy serdecznie dziękują za wsparcie zespołowi ds. symulacji w Applus IDIADA (Hiszpania), a w szczególności pp. Eduardo Martin, Alfredo Alameda, Sudip Chandratre, Monica Cartanya oraz Ines Lama za ich wiedzę i wsparcie we wszystkich aspektach powstania niniejszego opracowania oraz za pomoc w przeprowadzeniu wysokiej jakości testów zderzeniowych.
Bibliografia:
[1] V.P. Dipak, A.S. Ganesh, A Review on Effect of Spot Weld Parameters on Spot Weld Strength Weld Strength, International Journal of Engineering Development and Research, vol. 3, no. 1, 2014
[2] M. Pouranvari, P. Marashi, Critical review of automotive steels spot welding: process, structure and properties, Science and Technology of Welding and Joining, vol. 18, no. 5, ss. 361-403, 2013
[3] A. Chabok, E. GaliGalinmoghaddam, J. De Hosson, Y.T. Pei, Micromechanical evaluation of DP1000-GI dual-phase high-strength steel resistance spot weld, Journal of Materials Science, vol. 54, s. 1703–1715, 2019
[4] O. Andersson, D. Semere, A. Melander, M. Arvidsson, B. Lindberg, Digitalization of Process Planning of Spot Welding in Body-in-white, Procedia CIRP, vol. 50, s. 618-623, 2016
[5] O. Faruque, N. Saha, K. Mallela, T. Tyan, C. Madasamy, Modeling of Spot Weld under Impact Loading and Its Effect on Crash Simulation, SAE Technical Paper, 2006
[6] A. S. Ajalakshmi, T. Shafiq, Modeling of Spot Weld with Failure, praca magisterska na kierunku Automotive Engineering, Department of Applied Mechanics, Chalmers University of Technology, 2017
[7] H.-Y. Hwang, N.Q. Nghiem, Spot Weld Property Testing and Simulation Modeling with Failure Criteria, Applied Mechanics and Materials, vol. 284-287, s. 198-203, 2013
[8] J. Goldak, M. Akhlaghi, Computational Welding Mechanics, 2005
[9] N.J. den Ujil, Thermal and Electrical Resistance in Resistance Spot Welding, in 17th International Conference Computer Technology in Welding and Manufacturing, Cambridge, 2008
[10] Characteristics of multi-pass narrow-gap laser welding of D406A ultra-high strength steel, Journal of Materials Processing Technology, vol. 270, s. 168-181, 2019
[11] J.C. Ion, Modeling the Microstructural Changes in Steels due to Fusion Welding, praca doktorska na Lulea University of Technology, 1984
[12] A. Chabok, E. Galinmoghadam, J.T.M. De Hosson, Y.T. Pei, Micromechanical evaluation of DP1000-GI dual-phase high-strength steel resistance spot weld, Journal of Materials Science, vol. 54, s. 1703-1715, 2019
Niniejszy artykuł został opublikowany w materiałach konferencyjnych 72 Konferencji Międzynarodowego Instytutu Spawalnictwa (IIW), która odbyła się w dniach 7-12 lipca 2019 roku w Bratysławie. Dziękujemy panu dr. inż. Mahyar Asadi za wyrażenie zgody na tłumaczenie i publikację artykułu w naszym magazynie.
artykuł pochodzi z wydania 11 (146) listopad 2019