W ostatnich latach powstało mnóstwo nowych materiałów używanych na korpusy i to zarówno stopów na bazie żelaza, aluminium, jak i minerałów wcześniej nie używanych w budowie maszyn. Ciekawym materiałem jest stal duplex, o podwyższonej wytrzymałości, która wymaga specjalnej technologii spawania. W Polsce budowano z niej statki chemikaliowce. W obrabiarkach z kolei stosuje się klejenie prowadnic z zahartowanej stali do korpusu wykonanego z żeliwa.
W poprzedniej części naszego cyklu wspomnieliśmy o korpusach z alumoldu, który mimo że jest lekki ma wytrzymałość stali G20. Przydatne może być niekiedy – na bardzo lekkie korpusy – spienione aluminium. Zdarzają się specjalne korpusy z innych lekkich stopów, jak np. tintal produkowany w USA, który wykonany jest na bazie tytanu. Jest bardzo lekki, ale znacznie bardziej wytrzymały od alumoldu. Często używany jest na duże zmechanizowane narzędzia ręczne np. klucze hydrauliczne do przykręcania śrub wież elektrowni wiatrowych. Oczywiście na korpusy wykorzystuje się także magnez i wszelkie jego stopy. Ostatnio pojawiły się stopy z niklu, tytanu, miedzi i aluminium, tzw. inteligentne materiały, które charakteryzują się pamięcią kształtu lub przy bardzo twardej powierzchni – elastycznością rdzenia. Są one używane na korpusy silników lotniczych, a także samochodów sportowych.
W obrabiarkach zdarza się stosowanie na korpusy granitu, np. w precyzyjnych szlifierkach, który to materiał charakteryzuje się dużą sztywnością i minimalnymi odkształceniami pod wpływem temperatur oraz dobrym tłumieniem drgań. Z tego powodu jest najkorzystniejszym materiałem na korpusy obrabiarek, maszyn pomiarowych oraz stołów pomiarowych. Wcześniej, wiele lat wstecz, były próby stosowania na korpusy obrabiarek betonu cementowego, który też miał wiele zalet. Beton taki stosowano też na kadłuby małych statków i jachtów. Obecnie dzięki różnym modyfikatorom betony są znacznie ulepszone i z powodzeniem nadają się na korpusy dokładnych obrabiarek. Podobnym materiałem może być też ostatnio polecany beton, na który składa się piasek kwarcowy z polimerem. Korpusy takie są odpowiednio wytrzymałe, dobrze tłumią drgania, a są tańsze od żeliwnych o ok. 30%.

Do budowy korpusów używa się często tworzyw sztucznych, i to zarówno na kompletne korpusy, zwłaszcza mniejsze, jak i na częściowe np. prowadnice wykonane z poliamidu, klejone i przykręcane. Odlewane często wykonywane są z polimerów. Jest wiele mieszanek tworzyw sztucznych, o różnych własnościach i różniących się nazwach handlowych. Bardzo często mniejsze korpusy wykonuje się na wtryskarkach.
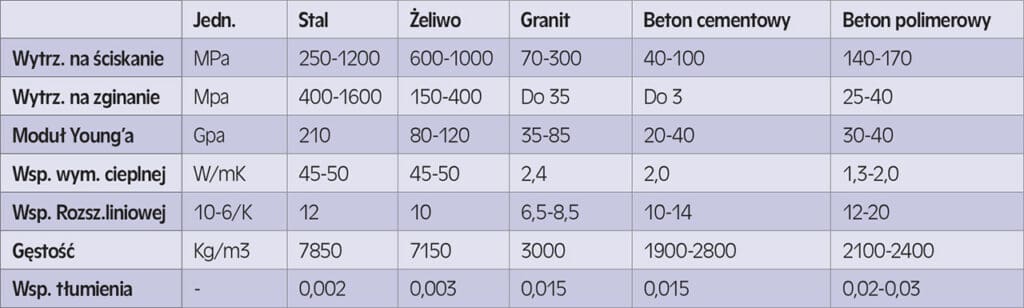
W tabeli 1 przedstawiono parametry porównawcze podstawowych materiałów na korpusy.
Żebrowanie korpusów
Korpusy, i to zarówno odlewane jak i spawane, odpowiednio żebruje się dla zapewnienia dostatecznej sztywności i odporności na drgania. Żebrowania przeprowadza się przeważnie od wewnątrz korpusu. Przy konstruowaniu użebrowania należy kierować się pewnymi zasadami wynikającymi z wytrzymałości oraz praktyki inżynierskiej:
- Należy dążyć do tego, aby konstrukcja korpusu (płyty) była ortotropowa, tzn. wzmocniona podłużnymi i poprzecznymi żebrami w taki sposób, aby wzdłuż wszystkich kierunków miała takie same własności wytrzymałościowe; zwłaszcza wzdłuż kierunku x i y, jeżeli jest to korpus typu płyta, który najczęściej występuje w przyrządach spawalniczych;
- Najkorzystniej jest, aby główne belki przyrządu były kształtownikami zamkniętymi (rury kwadratowe lub prostokątne); jeżeli nie jest to możliwe to kształtowniki typu C i 2T powinno się usztywnić żeberkami wstawianymi wewnątrz profilu, co ok. 1000 mm; zapobiega to skręcaniu belki;
- Należy dążyć do zamykanych płyt, tzn. od góry – gruba płyta tworząca główną płaszczyznę korpusu, do której później przykręcane są inne korpusy lub wsporniki, a od dołu – przyspawana blacha, nawet cienka, ok. 2 mm, która znacznie zwiększa sztywność płyty; ta koncepcja wielokrotnie została przeliczona w MES i sprawdzona w praktyce. Niestety nie zawsze jest to możliwe, gdyż często decydują potrzeby technologiczne przyrządu np. przy spawaniu w przyrządzie potrzebny jest dostęp do spawania od dołu i dlatego korpus musi być ażurowy;
- Żebra należy zawsze umieszczać w miejscu ich najkorzystniejszego działania, a więc tak, aby siły działały, jeżeli to możliwe, głównie na ściskanie; powinny być umieszczone w okolicy sztywnego elementu korpusu, który mają wspierać lub wręcz w jego osi, a więc np. blisko krawędzi rury słupa kwadratowego, a nie w części środkowej, gdzie może następować uginanie ścianki poprzecznej rury. W przypadku korpusu w postaci płyty, do której przyspawano tuleję, korzystnie jest umieścić żebro w osi tulei od dołu lub dwa żebra od dołu, prawie stycznie do zewnętrznego okręgu tulei. Te zasady należy stosować powszechnie;
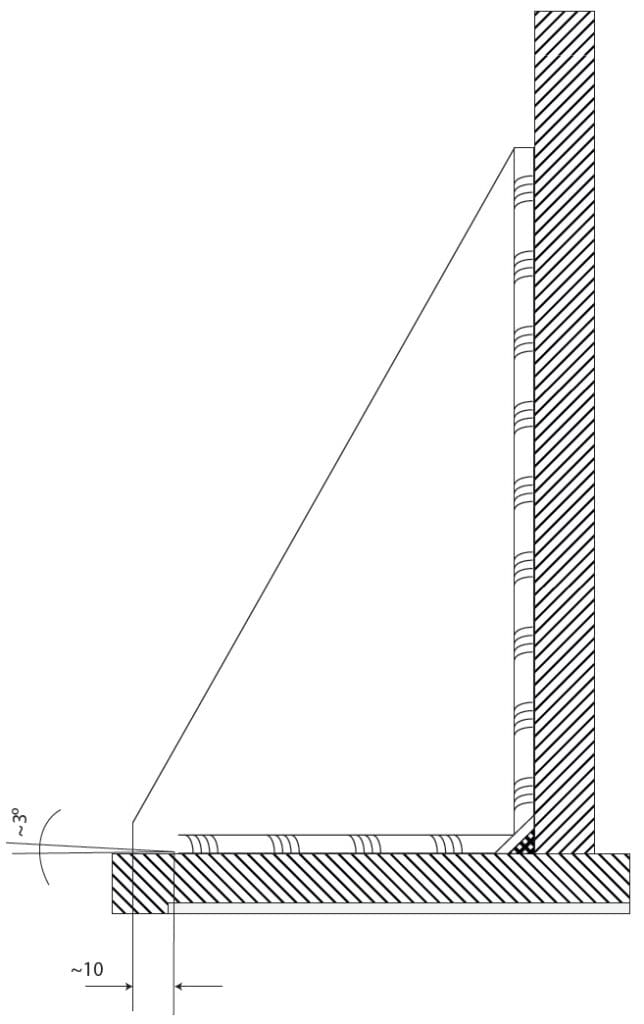
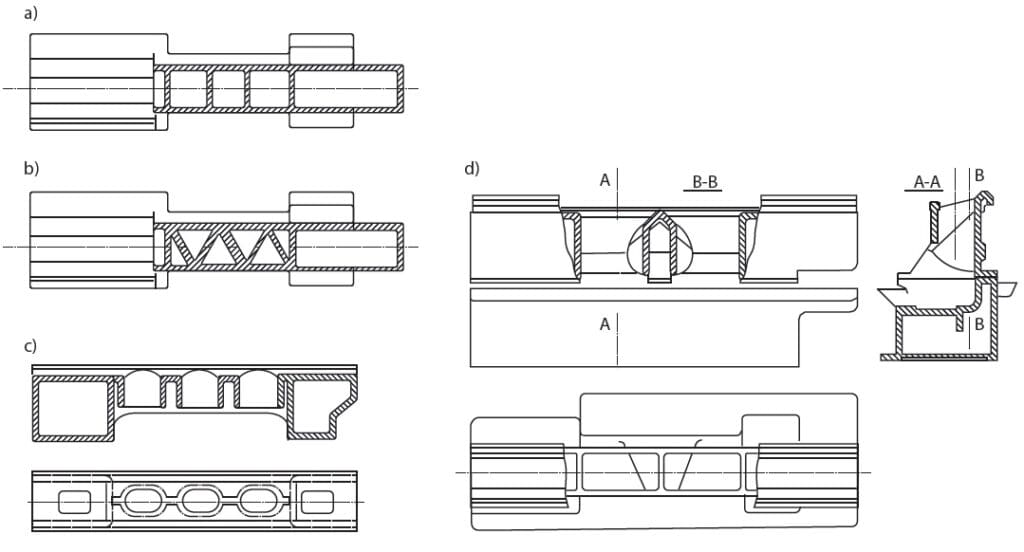
- Żebro powinno mieć odpowiednie ścięcia i podcięcia, a więc nie powinno być ostrych krawędzi w wierzchołkach trójkąta od wypalania, tylko kawałek prostej powierzchni (ok. 5 – 10 mm), ostrą krawędź przy kącie prostym, należy ściąć pod kątem 45°, tak aby ominąć spoinę pachwinową korpusu (Rys. 5);
- Zaleca się podcięcie żebra na końcu, w miejscu gdzie występują największe naciski, przeciwdziałając spiętrzeniu naprężeń na końcu żebra (Rys. 6). Żebro powinno dochodzić jak najbliżej krawędzi płyty korpusu, zwłaszcza jeżeli posiada ona wzmocnienie np. od dołu, w kształcie obrzeża; wtedy jest szansa rozłożenia naprężeń na większej, mocniejszej powierzchni;


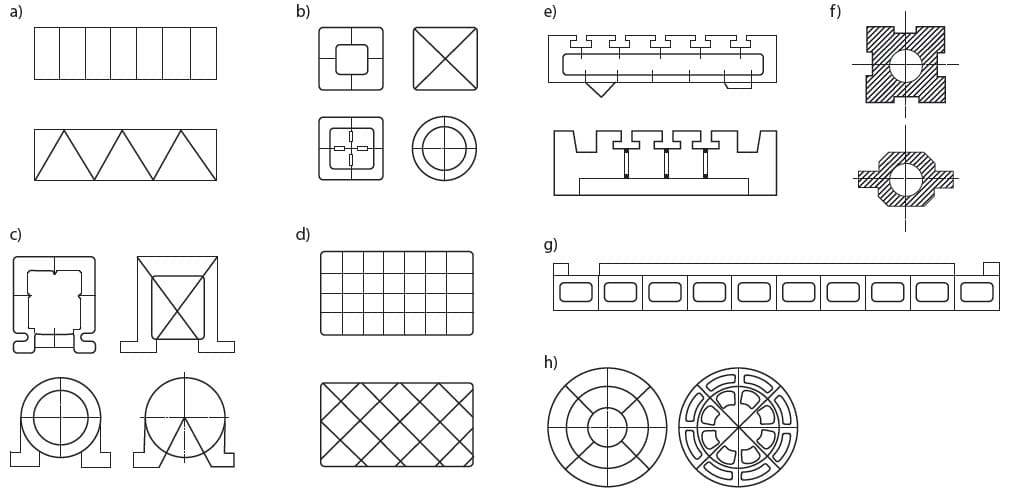
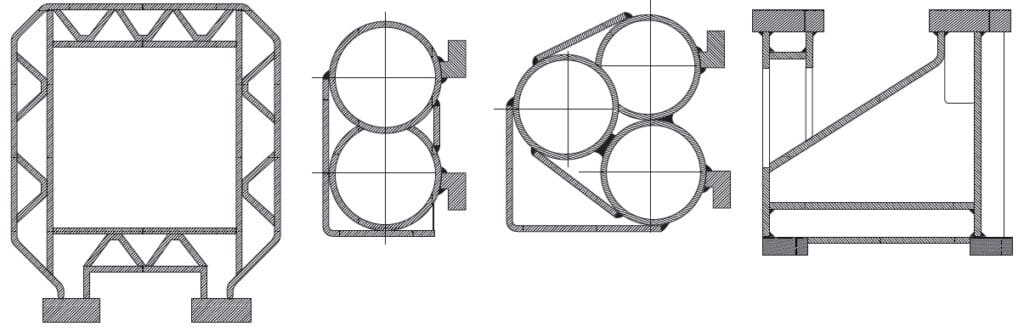
- Korzystnie jest, jeżeli poprzeczne i podłużne elementy usztywniające korpus nie tworzą idealnych kwadratów lub prostokątów, tylko są nieco poprzestawiane, zwłaszcza jeżeli można zastosować nieco grubsze żebra. Jeżeli do płyty korpusu przyspawuje się tuleję to lepiej jest, jeżeli tuleja jest wcześniej osadzona w płycie korpusu, w otworze, a później pospawana. Przykładowe żebrowania korpusów pokazano na rysunku 7, a przykładowe przekroje korpusów obrabiarek spawanych na rysunku 8.
Łączenie korpusów
Duże korpusy powinny być dzielone, czy to ze względów technologicznych, czy transportowych. Znane jest w Polsce wykonanie odlewanego łoża honownicy poziomej w fabryce Poręba, dla wytwarzania lufy działa czołgu Abrams, o długości 14.000 mm, w jednym kawałku. Ale mimo że jest to światowe osiągnięcie w dziedzinie odlewnictwa i obróbki tak długiego odlewu, to praktyka codzienna jest inna. Tak dużych, dokładnych odlewów się na ogół nie wykonuje. Większe mogą być korpusy spawane, ale też rzadko wykonuje się je w gabarytach większych niż 1.200 x 3.000 x 10.000 (12.000) mm. Powyżej tych wymiarów są problemy z transportem drogowym, technologicznym, obróbką na frezarko-wiertarkach (mimo że sporadycznie spotyka się obrabiarki umożliwiające dokładną obróbkę korpusów o długości 20.000 mm). Jeżeli więc nie przemawiają za tym szczególne wymagania to korpusy dzieli się na mniejsze części i łączy ze sobą w montażu. Na ogół, na obrabiarkach typu frezarka płytowa można wykonać obróbkę frezowania, czy owiercania korpusów o długości do 12.000 mm, stosując specjalne głowice frezarskie kątowe, czy przestawianie (przemocowywanie) korpusu: raz obrabia się jedną część (połówkę), a po przemocowywaniu – drugą. Traci się jednak wtedy trochę na dokładności.
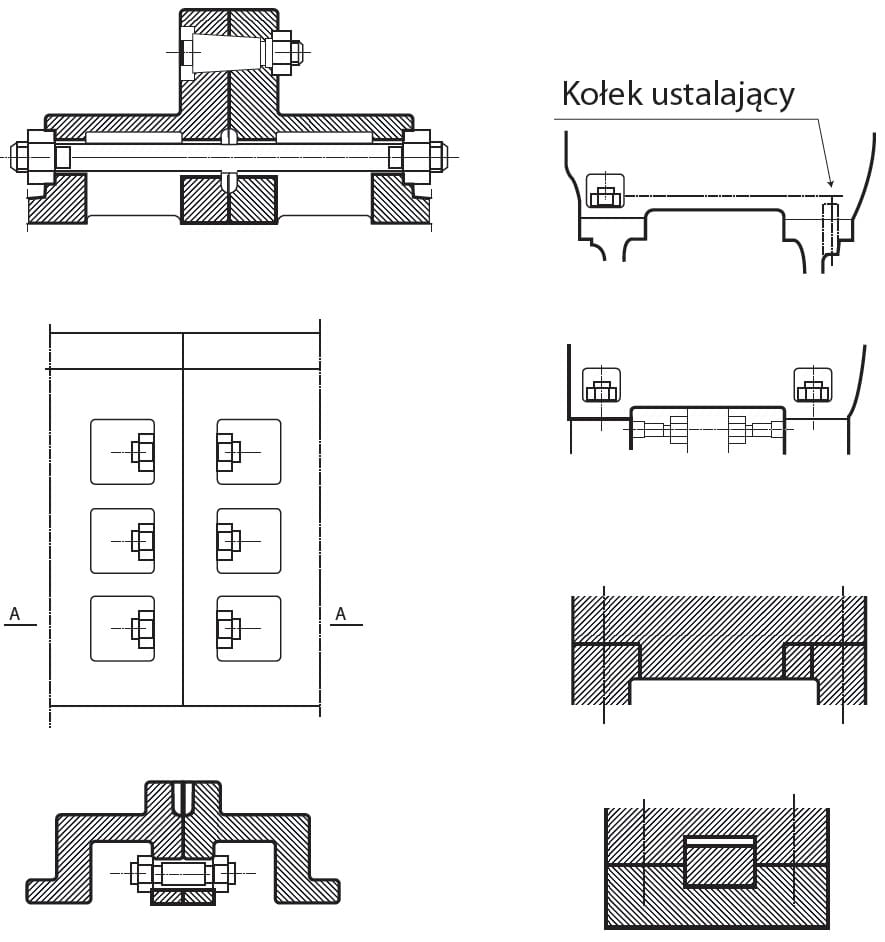
Łączenie korpusów wiąże się z odpowiednią techniką łączenia i technologią wykonania połączenia. W obrabiarkach korpusy łączy się w zasadzie raz, w montażu obrabiarki, i później korpusy takie, jako nierozłączne, eksploatowane są często do końca funkcjonowania obrabiarki. Niekiedy jednak, podczas remontu lub awarii obrabiarki dokonuje się rozłączenia korpusów, ale jeżeli jest to od jednego do przewidywalnych trzech rozłączeń – to w zasadzie możliwe jest ustalanie i łączenie korpusów przy pomocy kołków stożkowych i śrub. Przy każdym ponownym rozłączeniu można otwory stożkowe trochę rozwiercać. W zasadzie powyżej trzech łączeń już nie ma możliwości takiego połączenia ponownie rozłączonych korpusów, gdyż kołek stożkowy miałby zbyt małe oparcie po ubytku materiału po rozwiercaniu (Rys. 9).
Przy przewidywanym częstszym rozłączaniu korpusów, i zwłaszcza gdy dokładność może być nieco mniejsza, lepszym rozwiązaniem są kołki walcowe. Przy częstym przezbrajaniu, albo bardzo dużych średnicach kołków, korzystniej jest wykonać połączenie za pomocą jednego kołka walcowego, a drugiego ściętego. Takie połączenie jest często stosowane w przyrządach; opisane jest dokładnie w książce „Przyrządy i uchwyty obróbkowe” Tadeusza Dobrzańskiego – jest tam podane wyliczenie dokładności ustalenia, wytrzymałość i sposób konstrukcji i montażu połączenia.
Niezależnie od rodzaju kołków, jako zasadę należy przyjąć, że kołki powinny być jak najdalej od siebie, czyli na ogół po przekątnej, dla uzyskania jak największej dokładności ustalenia. Niekiedy przy wymaganej dużej sztywności połączenia stosuje się rozwiązanie mostowe, tzn. połączenia za pomocą śrub pasowanych i skręcanych odpowiednim momentem. Takie połączenie stosuje się w tzw. belkach grzbietowych, na których oparta jest konstrukcja przyrządu o znacznej długości np. 30.000 mm, montowanym później w pozycjonerze (obrotniku). Połączenie takie zapewnia jednolitą wytrzymałość na całej długości, również w miejscach połączeń belki grzbietowej. Nie uniknie się tu też kołków ustalających, które nierzadko są wtedy w postaci specjalnego zespołu, niekiedy o większych rozmiarach średnic np. 50, 80, czy 100 mm. Oczywiście oprócz kołków czy śrub. Ważne jest też odpowiednie, do wymaganej dokładności geometrycznej maszyny czy przyrządu, obrobienie powierzchni przylgowych, najczęściej frezowaniem na dużych obrabiarkach. Belka grzbietowa wykonana w ten sposób, o wysokości 1.200 mm x 600 mm, długości 27.000 mm i masie całkowitej (po montażu różnych elementów ustalająco-mocujących) ok. 30 Mg, uginała się od swojego ciężaru w środku zaledwie o 28 mm.
W następnej części omówimy m.in. zasady wymiarowania korpusów.
Aleksander Łukomski