






















W motoryzacji coraz więcej metalowych elementów i podzespołów jest zastępowanych elementami wykonanymi z tworzyw sztucznych. Większość z nich produkowana jest metodą wtrysku, co przy dużych partiach jest stosunkowo tanie i powtarzalne. Gdy istnieje konieczność łączenia elementów wykonanych z tworzyw sztucznych, bardzo często do tego celu wykorzystuje się technologię zgrzewania ultradźwiękowego.
Rozwój tej technologii w ostatniej dekadzie przyczynił się do zwiększenia jej zastosowania przy produkcji podzespołów i elementów wykorzystywanych m.in. właśnie w motoryzacji. Do najbardziej rozpowszechnionych odmian tej technologii należy zaliczyć:
- zgrzewanie ultradźwiękowe – łączenie ze sobą elementów wykonanych z tworzyw sztucznych;
- nitowanie ultradźwiękowe tworzyw sztucznych – łączenie tworzyw z tworzywami lub innymi materiałami nieplastycznymi;
- saterowanie ultradźwiękowe – osadzanie metalowych elementów (np. tulejek i nakrętek w elementach z tworzywa;
- brykietowanie – łączenie elementów z metali nieżelaznych ze sobą, wykorzystywane do produkcji wiązek z przewodów.
Urządzenia do zgrzewania ultradźwiękowego pracują w zakresie częstotliwości od 10 kHz do pojedynczych GHz. Wymiary i moce urządzeń praktycznie są największe dla najniższych częstotliwości. Typowa zgrzewarka ultradźwiękowa składa się z:
- układu drgającego,
- generatora mocy,
- falowodu,
- sonotrody,
- kowadła,
- siłownika.
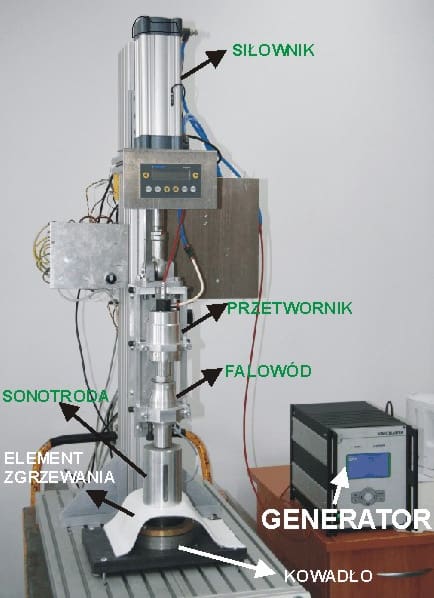
Układ drgający, jest zasilany generatorem mocy. Zasilane napięciem zmiennym piezoelektryczne dyski ceramiczne są pobudzane do drgań. Wzmocnione drgania za pomocą falowodu są przeniesione na narzędzie (sonotrodę) pobudzając je do drgań z większą amplitudą. Układ drgający, w skład którego wchodzi przetwornik piezoceramiczny zbudowany jest z czterech lub sześciu dysków ceramicznych. Złożone z uwzględnieniem polaryzacji dyski są zamocowane pomiędzy dwoma metalowymi blokami, do jednego z nich przymocowany jest falowód. Do falowodu mocujemy narzędzie, które jest specjalnie ukształtowane i przylega do powierzchni zgrzewanego elementu. Układ drgający jest na sztywno zamocowany w korpusie. Siłownik zapewnia ruch układu drgającego ultradźwiękowego i wymianę zgrzewanych detali. Siłownik również dociska zgrzewane elementy, które są kładzione na kowadło ultradźwiękowe i przyciskane sonotrodą.
cały artykuł dostępny jest w wydaniu 3 (30) marzec 2010