Nitowanie bezotworowe (self-piercing riveting – SPR) jest to mechaniczna technika łączenia blach, w której skumulowane lokalnie odkształcenie plastyczne materiałów łączonych arkuszy wywołane poprzez wbijanie elementu łączącego w postaci specjalnego nitu, odpowiada za utworzenie bardzo trwałego, nierozłącznego połączenia. Stało się ono atrakcyjną alternatywą w montażu różnych elementów metalowych, zwłaszcza metali lekkich w przemyśle samochodowym, których łączenie metodami spawalniczymi jest trudne. Artykuł jest podsumowaniem wstępnych prób wykorzystania różnych kodów opartych na MES do modelowania łączenia stosu zawierającego warstwę tworzywa polimerowego oraz metalu i wynikających z tego problemów.

Nitowanie bezotworowe odbywa się tak, że specjalny, rurowy nit z charakterystycznym łbem jest wciskany w dwie lub więcej warstw blachy za pomocą jednokrotnego skoku stempla, zwykle na specjalnej prasie. Schemat procesu przedstawia rysunek 1. W początkowej fazie nit penetruje a następnie przebija górną warstwę/warstwy (Rys. 1b,c), by w końcowej fazie materiał blach wypełnił wnękę matrycy powodując również charakterystyczne wygięcie nitu, rysunek 1d. Całość tworzy w ten sposób mechaniczne, nierozłączne połączenie. Proces nie należy do szybkobieżnych, ponieważ operacja posadowienia nitu trwa ok. 2-3 sek., ale nie wymaga żadnego specjalnego przygotowania powierzchni czy innych operacji przygotowawczych, np. dodatkowych otworów. Technologię opatentowano pod koniec lat 70. XX wieku z myślą o łączeniu blach metalowych, ale badania wykazały możliwość wykorzystania również innych materiałów do łączenia. Interesujący wydaje się zwłaszcza kierunek wdrażania tej technologii do łączenia arkuszy metali z elementami wykonanymi z materiałów polimerowych. Pierwsze próby wykonywania tego rodzaju połączeń miały miejsce ponad dwadzieścia lat temu, wskazując na możliwości i ograniczenia takiej wersji łączenia. Temat stał się interesujący, o czym świadczą publikacje w tej dziedzinie [1-5]. Najbardziej rozwojowe są dwa obszary zastosowań: przemysł samochodowy i branża budowlana.
Proces nitowania bezotworowego zależy nie tylko od geometrii układu nit-blachy-matryca, ale również od właściwości materiałów łączonych i nitu. Ma tu znaczenie również relacja pomiędzy właściwościami materiału nitu i blach, która została scharakteryzowana m.in. w pracach [6-9]. Metodologia modelowania procesu nitowania bezotworowego z wykorzystaniem oprogramowania opartego na metodzie elementów skończonych (MES) rozwijała się intensywnie na przestrzeni ostatnich dwudziestu kilku lat. Dotyczyło to zarówno odpowiedniego sposobu rozdzielenia siatki elementów skończonych w celu uwzględnienia pękania materiału górnej (górnych) warstwy łączonych blach, jak i kryteriów pękania [10-11], koncepcji modelowania, zarówno procesu łączenia, jak i późniejszego obciążania połączenia, a także weryfikacji specyficznych kryteriów projektowych, np. wskaźnika granicy plastyczności materiałów nitu i blach [9], czy optymalizacji procedury automatycznej regeneracji siatki elementów skończonych [12]. Zdecydowania większość opublikowanych artykułów dotyczyła łączenia elementów ze stali lub aluminium w różnych konfiguracjach.
Na początku lat 2000., kiedy podjęto pierwsze udane próby numerycznego modelowania procesu nitowania bezotworowego [13] za pomocą metody elementów skończonych, nie było to zadanie trywialne. Złożoność zagadnienia wiązała się z potrzebą wzięcia pod uwagę dwóch występujących jednocześnie zjawisk: zlokalizowanego wysokiego gradientu odkształceń, powodującego silne degradacje elementów skończonych, oraz pękania górnej warstwy materiału, co pociągało za sobą konieczność zastosowania odpowiednich kryteriów pękania w modelu materiałowym, oraz – co ważniejsze – użycia niestandardowych procedur umożliwiających rozdzielenie siatki elementów. Wówczas nawet zaawansowane programy MES zapewniały uwzględnienie tego efektu w bardzo ograniczonym zakresie. Obecnie, jakkolwiek dopracowanie modelu numerycznego procesu nitowania bezotworowego wymaga doświadczenia, nie jest to już tak trudne zadanie. Zwłaszcza, że niektóre specjalistyczne programy MES mają skonfigurowane moduły dedykowane modelowaniu tego typu procesów, co znacznie ułatwia procedurę, zwłaszcza analizy wyników.
Autorzy przedstawili koncepcję, w której na górze łączonego stosu umiejscowiony jest element z tworzywa sztucznego – poliamidu 6 wzmocnionego 50% dodatkiem krótkich włókien szklanych – jednego z najczęściej stosowanych tworzyw polimerowych na elementy strukturalne w europejskim przemyśle samochodowym. Istotnym z punktu widzenia modelowania czynnikiem jest to, że właściwości zastosowanego takiego polimeru silnie zależą od orientacji włókien wzmacniających, co może wpływać zarówno na proces łączenia, jak i uzyskania optymalnej wytrzymałości połączenia. W przypadku zastosowania materiału o izotropowych właściwościach obserwujemy podczas próby jednoosiowego rozciągania pękanie w okolicach środkowej strefy części pomiarowej próbki, poprzedzone, w zależności od właściwości materiału, mniejszą lub większą strefą pocienienia, zwaną szyjką, poprzedzającą moment pęknięcia materiału (Rys. 2a).

W przypadku wzmacnianego polimeru obserwacje wskazują na lokalizację takiego przewężenia w różnych miejscach, np. u nasady próbki (Rys. 2b). Wynika z tego, że w zależności od sposobu otrzymania materiału (kierunek wtrysku materiału) oraz wycięcia próbki do badań można uzyskać materiał o strefach ze zmiennymi właściwościami, losowo umiejscowionymi. Zatem walidacja, z jakim materiałem mamy do czynienia, jest niezwykle istotna, zwłaszcza w kontekście stosowania wyznaczonych stałych do modeli materiałowych w modelowaniu numerycznym. Ważne jest również ustalenie do jakiego stopnia takie zmiany orientacji wzmacniających włókien będą wpływały na proces łączenia, kiedy wiemy, że stopień lokalnego uplastycznienia materiału ma podstawowe znaczenie dla uzyskania odpowiedniego kształtu połączenia.
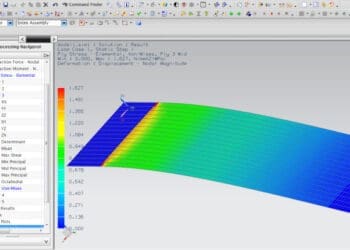
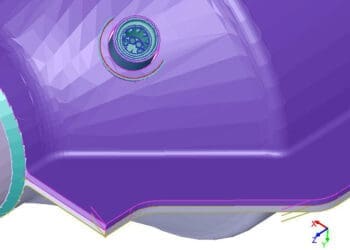
Odpowiednie uwzględnienie tej kierunkowości w modelowaniu komputerowym było jednym z głównych wyzwań na etapie wstępnym projektu. Modelowanie komputerowe procesu nitowania i obciążania połączeń prowadzono, w zależności od etapu, za pomocą komercyjnych programów opartych na MES: Marc i Simufact Forming. Zagadnienia związane z polimerami – wytwarzanie na drodze wtrysku próbek ze wzmacnianego polimeru, analiza i generowanie parametrów modeli materiałowych – analizowano za pomocą programów Moldex3D i Digimat. Na podstawie wstępnych prób określono do jakiego stopnia standardowe kryteria projektowe sprawdzają się w przypadku modyfikacji stosu łączonego o materiał polimerowy.
cały artykuł jest dostępny w wydaniu płatnym 5/6 (200/201) maj/czerwiec 2024