






















Zapewnienie bezpieczeństwa osobom obsługującym maszyny jest bardzo ważne. Są maszyny proste i w miarę bezpieczne, są też maszyny uchodzące za bardzo niebezpieczne. Do tej drugiej kategorii maszyn zaliczyć można pozycjonery spawalnicze, w niektórych przypadkach nazywane obrotnikami lub obrotnicami, a niekiedy – stołami technologicznymi pochylanymi.

Pozycjoner spawalniczy o poziomej osi obrotu służy do umożliwienia spawaczowi spawania w dogodnej pozycji ergonomicznej, a także do wykonania jak największej liczby spoin w pozycji podolnej, która to pozycja jest najkorzystniejsza dla jakości złącza spawanego. Są różne pozycjonery spawalnicze, uniwersalne, o kilku nieraz osiach obrotu. One też są bardzo niebezpieczne. Bardzo często poziomy pozycjoner oprócz obrotu wokół osi poziomej wyposażony jest też w mechanizm podnoszenia całej ramy przyrządu i dopiero te dwa mechanizmy dają możliwość w miarę dobrego ustalenia zespołu spawanego w najdogodniejszej pozycji spawania. Podnoszenie jest też czynnością niebezpieczną, podobnie jak obrót. W pozycjonerach możliwe są następujące stany niebezpieczne: uderzenie (w tym też o posadzkę), pochwycenie, przygniecenie, ucięcie, obsunięcie źle zamocowanego zespołu spawanego, gwałtowne opadnięcie ramy przyrządu w wyniku awarii mechanizmu podnoszenia, niekontrolowany obrót ramy przyrządu w wyniku awarii mechanizmu obrotu. Zasadą jest, że podczas obrotu i podnoszenia operator musi opuścić strefę niebezpieczną. Pulpit powinien być umieszczony w takim miejscu, aby podczas ruchu w górę czy w dół (lub obrotu) w żaden sposób jakikolwiek element ramy, przyrządu czy docisków, nie stwarzał niebezpieczeństwa dla operatora. Po ustaleniu właściwej pozycji spawania powinna ona być pewna i zabezpieczona przed niekontrolowanym ruchem. Niekiedy zespół spawany jest duży, jak np. ściana autobusu lub rama podwozia wagonu, czy lokomotywy i wtedy operator nie może mieć pewności, że w strefie niebezpiecznej, podczas zmiany pozycji spawania, nie znajduje się jakaś osoba. Stosuje się wtedy sygnały ostrzegawcze tzw. buczki i lampy migające w kolorze żółtym. Najprościej jest też wyznaczyć strefę niebezpieczną, namalowaną czerwoną farbą na posadzce lub oznaczoną żółto-czarną taśmą naklejona na posadzce, poza którą muszą udać się wszelkie osoby po sygnale dźwiękowym. Po tej niewidocznej przez operatora stronie dużego pozycjonera, powinien być też przycisk: stop awaryjny. Ostatnio w wielu spawalniach wykorzystuje się specjalnej konstrukcji handlowy czujnik laserowy, w którym zaprogramowuje się strefę niebezpieczną i on automatycznie zatrzymuje wszelki ruch pozycjonera, gdy ktoś lub coś pojawi się w tej strefie. Czujnik ten wraz z odpowiednim sterowaniem jest drogi, ale bardzo skuteczny.
Podnoszenie, jeżeli występuje w pozycjonerze może być zrealizowane za pomocą długiej śruby – śrub po obu stronach, najczęściej samohamownych wraz z odpowiednią nakrętką z czujnikiem zużycia gwintu. Śruba napędzana jest motoreduktorem i silnikiem elektrycznym oraz niekiedy falownikiem. Problemem jest tu synchronizacja obrotów obu śrub, ale można to uzyskać na drodze elektronicznej. Jeżeli podnoszenie jest realizowane na drodze hydraulicznej za pomocą dwóch, a niekiedy czterech siłowników – po dwa z każdej strony, to wtedy poza synchronizacją występuje jeszcze problem ryglowania założonych wysokości podnoszenia, a więc w skrajnym górnym położeniu, w którym najczęściej dokonuje się obrotu o 180° (360°) i w każdym pośrednim np. co 200 mm. Ryglowanie konieczne jest z powodu możliwości awarii układu hydraulicznego np. nieszczelności. Aby wyeliminować część awarii hydrauliki na przewodzie gumowym lub rurze zasilającej, stosuje się sterowane zawory zwrotne w postaci naboju, wkręcane bezpośrednio w głowicę siłownika. Poprawia to znacznie bezpieczeństwo. Rygle powinny być napędzane innym medium niż użyte do podnoszenia. Najczęściej jest to pneumatyka. Siłowniki pneumatyczne odciągają rygle w czasie ruchu wózka w górę lub w dół. Po zajęciu określonej pozycji sprężyny rygli dociskają je tak aby zatrzymały się one na odpowiednich wypustach w korpusie pionowym wspornika (kolumny).
Brak jest jakiś specjalnych przepisów, czy norm dotyczących konstruowania pozycjonerów. Większość Urzędów Dozoru Technicznego nie traktuje pozycjonerów jako dźwignice – są to stoły technologiczne i nie podlegają dozorowi technicznemu. Jednak decyzje wydaje UDT i warto w miejscowym wystąpić o decyzję. W Wielkopolsce nie podlegają dozorowi technicznemu. W związku z tym nie wymagają one podczas projektowania stosowania norm, przepisów i zasad przeznaczonych dla dźwignic. Jednak należało by stosować te sprawdzone zasady i przepisy, gdyż w analogiczny do dźwignic sposób zapewniają one odpowiednie i sprawdzalne bezpieczeństwo dla obsługujących. Projektowanie i obliczenia kinematyczne oraz wytrzymałościowe wykonywane powinny być wg wytycznych Urzędu Dozoru Technicznego, tak jak dla dźwignic.
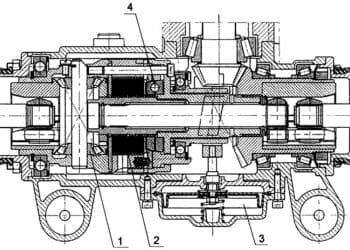
Rama wraz z przyrządem wykonuje obrót +/- 180° (lub 360°) n razy. Jeżeli przyrząd wyposażony jest w dociski pneumatyczne DESTACO lub inne podobne, to problemem jest ich zasilanie. Można to zrealizować na różne sposoby, ale najprościej jest ograniczyć obrót. Traci się wtedy czas na niekiedy dłuższą drogę do dogodnej dla spawacza pozycji. Należy rozważyć, co się bardziej opłaca: kosztowne zasilanie przez np. rozdzielacz obrotowy i specjalną głowicę dla sterowania elektrycznego jeżeli występuje, czy też ograniczenie obrotu do +/- 180° i tracenie czasu na jałowe obroty. Przewody zasilające i sterujące dla ograniczonego półobrotu nawijane są wtedy na specjalny obrotowy prowadnik przewodów. Obrót realizowany jest za pomocą motoreduktora z napędem elektrycznym, niekiedy za pomocą silnika hydraulicznego. Przy dużych pozycjonerach dla ciężkich zespołów zastosować należy w sterowaniu zespół łagodnego startu i hamowania, dla przeciwdziałania dużemu momentowi bezwładności. Należy też w miarę dokładnie wyznaczyć środek ciężkości przyrządu wraz z zespołem spawanym dla zminimalizowania tego momentu bezwładności. Silnik elektryczny może mieć wbudowany hamulec. Jednak hamulec ten nie załatwia problemu bezpieczeństwa. Nie zaszkodzi. Jednak po drodze od hamulca umieszczonego na końcówce wałka silnika do obrotowej ramy występuje często sprzęgło i wpusty, które mogą ulec awarii lub zniszczeniu, a wtedy rama nie jest hamowana. Konieczny jest więc hamulec jak najbliżej obracanej ramy, najlepiej gdy jest to tarcza przyspawana do obracanej ramy, hamowana hamulcem z klockami hamulcowymi. Klocki napędzane są sprężyną, a odciągane (luzowane) na czas obrotu hydraulicznie (ewentualnie pneumatycznie) za pomocą siłownika. Rozwiązanie takie, jest sprawdzone i skuteczne. Zanik medium, czy awaria zasilania elektrycznego powoduje automatyczne zadziałanie hamulca. Na temat działania takiego hamulca napisano szereg doktoratów, a sam hamulec posiada wiele ciekawych rozwiązań. Są też, w budowie dźwignic, pewne zasady i zalecenia, gdzie i w jakich przypadkach stosuje się odpowiednie rozwiązanie hamulca. Jeżeli zastosuje się dwa hamulce (tarczowy i w silniku), należy przemyśleć kolejność ich działania. W suwnicach do odciągania taśm, szczęk, klocków, czy tarcz hamujących używa się luzowniki, najczęściej elektromechaniczne lub elektrohydrauliczne. Niekiedy w dużych pozycjonerach stosuje się te rozwiązania z handlowym luzownikiem. Jednak w mniejszych pozycjonerach stosowane są specjalne konstrukcje. Taką specjalną konstrukcję pokazano na rysunku nr 1 oraz załączonych fotografiach.
Pozycjoner tej konstrukcji wykorzystywany jest do spawania ścian bocznych lub dachu autobusu, gdzie szkielet ściany lub dachu wykonany jest z profili ze stali węglowej. Niektóre szkielety autobusów wykonywane są z nitowanych profili aluminiowych, wtedy są inne niż ze spawaniem problemy. W szkieletach stalowych ścian jest wiele spoin do wykonania. Jeżeli profilem są rury o przekroju prostokątnym, to obspawanie takiego połączenia ze wszystkich stron wymaga częstych zmian położeń spawanego szkieletu oraz umożliwienie takiego położenia spawanego szkieletu, aby spoiny były wykonane, w miarę, w podolnej pozycji spawania. Napęd obrotu i podnoszenia, w tym opisywanym pozycjonerze, odbywa się na drodze hydraulicznej. Stąd do odciągnięcia (luzowania) pakietu sprężyn hamulca użyto także siłownika hydraulicznego.
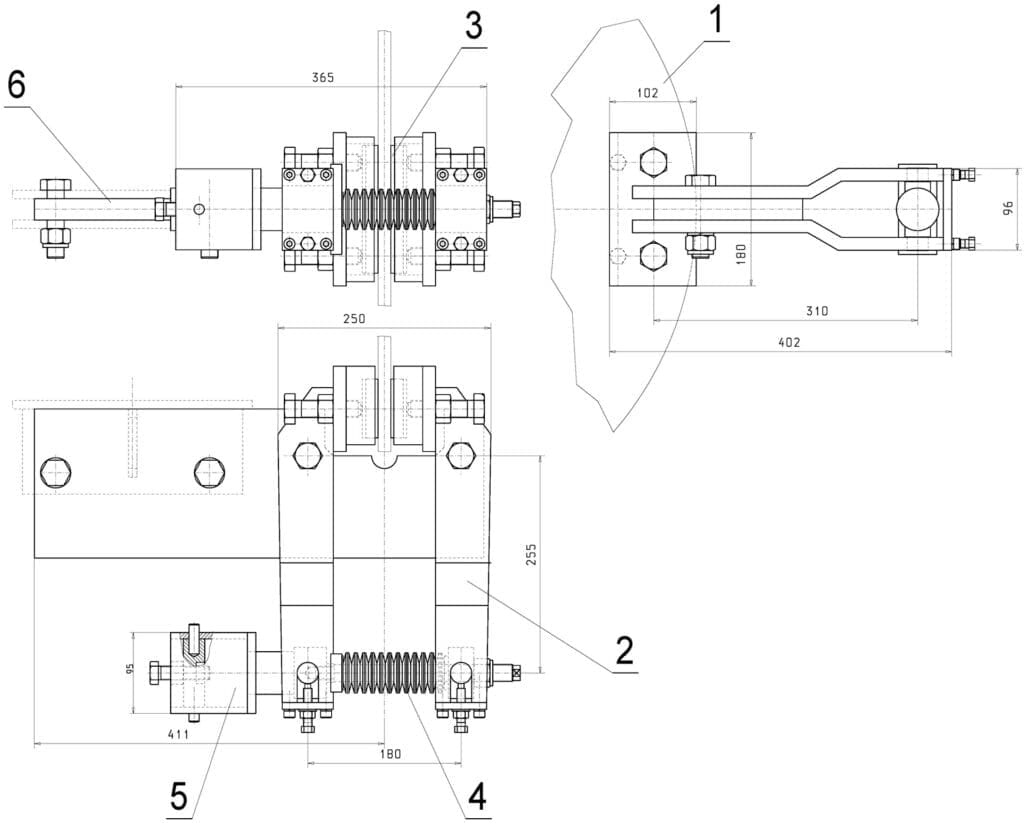
Mechanizm składa się z:
- Tarczy – pozycja 1. Tu w tym przypadku tarcza jest przyspawana do czopa ramy przyrządu obracanego i podnoszonego. Średnica tarczy wynika z obliczeń dotyczących momentu hamującego;
- Dźwigni – lewej i prawej – poz. 2, zamocowanych obrotowo w korpusie;
- Klocków hamulcowych – poz. 3, wykonanych na wymiar z materiału używanego na klocki hamulcowe w samochodach. Są firmy, które wykonają każdy kształt klocka;
- Pakietu sprężyn talerzowych – poz. 4;
- Siłownika hydraulicznego – poz. 5;
- Korpusu – poz. 6;
- Aparatury i instalacji sterowania hydraulicznego – nie oznaczonych na rysunku.
Sterownie połączone jest z ruchem obrotu w lewo lub prawo i uruchamiane jest tym samym rozdzielaczem sterowanym ręcznie, który najpierw luzuje hamulec, a potem uruchamia obrót w sposób impulsowy tzn. tak długo jak operator naciska dźwignię rozdzielacza, tak długo trwa obrót. Po ustaleniu pozycji pozycjonera operator puszcza dźwignię, ustaje zasilanie siłownika hamulca i sprężyny tależowe poprzez dźwignie dociskają szczęki do tarczy. Podnoszenie i opuszczanie ramy pozycjonera działa też w podobny sposób. Najpierw odciągane są rygle, a później uruchamia się ruch w górę lub w dół.

Opisany hamulec umożliwia bezstopniowe ustalanie kątowe pozycji spawania. Znane są również rozwiązania, gdzie w tarczy wykonane są na obwodzie otwory (niekiedy zęby na obwodzie tarczy), a element ustalający w postaci pilota (trzpienia) za pomocą sprężyny wprowadzany jest w jeden z otworów. Odciąganie pilota analogicznie odbywa się na drodze hydraulicznej lub ewentualnie pneumatycznej, a wkładanie w otwór sprężyną. Wtedy ustalanie jest stopniowe np. co 15°, co w niektórych przypadkach jest wystarczające.

Problemy z osiągnięciem wysokiego stopnia bezpieczeństwa maszyny przypominają nieustającą walkę z nieprzewidywalnymi zdarzeniami. Zdarzyło się, mimo, zadbania o maksymalne bezpieczeństwo pozycjonera, że spadła pospawana duża rama wózka tramwajowego. Spawacz z pierwszej zmiany odmocował po spawaniu ramę w przyrządzie na pozycjonerze. Nie mógł jednak przywołać suwnicy, celem zabrania ramy na miejsce odkładcze. Poszedł więc do domu. Spawacz z drugiej zmiany nie zauważył, że rama jest odmocowana i uruchomił obrót pozycjonera. W efekcie rama spadła. Na szczęście nikt nie poniósł obrażeń. W spawalni wprowadzono więc dodatkowe zabezpieczenie w pozycjonerach. Dwa łańcuchy przytwierdzające zespół spawany do ramy przyrządu, zapinane za pomocą zamków z kontrolą zapięcia. Niezaryglowanie łańcuchów uniemożliwiało jakiekolwiek przypadkowe ruchy pozycjonera. Wyjęcie po wypięciu ramy możliwe było tylko po zastosowaniu odpowiedniej procedury. Nie wiadomo jednak, czy walka o bezpieczeństwo została już wygrana. Pewnie nie, do następnego nieprzewidzianego zdarzenia.
Przedstawione powyżej rozwiązanie hamulca, łącznie z napędem obrotu i podnoszenia tylko za pomocą hydrauliki zaprojektowano i wykonano w polskiej firmie inżynierskiej i zastosowano do wielu pozycjonerów w budowie autobusów dla zagranicznych koncernów. Działają one bezawaryjnie.
Aleksander Łukomski
artykuł pochodzi z wydania 7/8 (106/107) lipiec-sierpień 2016