Gotowy model przygotowany w programie CAD jest nieczytelny dla procesu drukowania przestrzennego. Wynika to z faktu, iż jest on wykonany zazwyczaj poleceniami modelowania bryłowego lub powierzchniowego (Rys. 1).

Aby oprogramowanie przygotowujące geometrię do druku mogło zaimportować taki model, musi on zostać poddany tesselacji, czyli podziałowi na siatkę trójkątów. Uzyskuje się to przez zapis geometrii do formatu STL. Format ten nie jest już edytowalny z punktu widzenia aplikacji CAD, jednak wyspecjalizowane programy do obsługi i przygotowania danych do wydruku mogą jeszcze w pewien sposób ingerować w jego strukturę. W Solid Edge, aby utworzyć plik STL należy wykonać polecenie Zapisz jako i z listy wybieralnej typów rozszerzeń wskazać Dokumenty STL (*.stl). Jeśli nie zostaną zmienione żadne opcje eksportu, model zostanie zapisany z bardzo dużym uproszczeniem, gdyż domyślna tolerancja wynosi 0,01 cala. Przykład modelu po zapisie widać na rysunku 2.

Przy takiej tolerancji otwory, które były okrągłe, zostały zamienione na wieloboki. Widać także, iż wszystkie łuki i zaokrąglenia zostały również mocno zdeformowane. W takiej sytuacji, jeśli model miał służyć temu, aby sprawdzić pasowania z innymi detalami, może się okazać, iż będzie to niemożliwe do wykonania. Śruby, które powinny wejść w otwory najzwyczajniej się w nich nie zmieszczą. Oczywiście, jeśli ma to być pierwsza próba sprawdzenia modelu, kiedy nie zależy nam zbytnio na dokładności, a tylko na oszacowaniu gabarytów, to może być to jakość wystarczająca. Jeśli jednak miałby on zostać wykonany dokładniej, konieczna będzie ingerencja w parametry translacji modelu do formatu STL. Przy zapisie dostępny jest przycisk Opcje, a po jego kliknięciu można zmieniać parametr tolerancji geometrii przy zapisie. Począwszy od zmiany jednostki na mm, przez zmianę wielkości tolerancji czy zmianę kąta pochylenia ścianek. Na rysunku 3 widać jak wygląda zapisany do formatu STL model, w zależności od tego, jakie będą ustawione parametry translacji. Pierwszy od lewej to wariant standardowy, który nie miał zmienionych żadnych parametrów. Środkowy element ma zmienione jednostki z cali na mm, co już skutkuje olbrzymią poprawą jakości wyświetlania i aproksymacji kształtu. Ostatni model ma dodatkowo zmniejszoną 10-krotnie tolerancję.


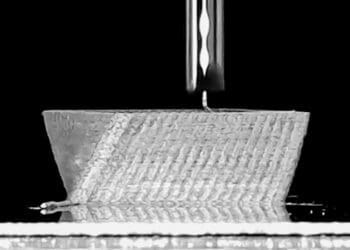
Poprawa jakości wiąże się oczywiście również ze zwiększeniem objętości plików. Który wariant jest najlepszy, zależy nie tylko od geometrii, ale również od metody, która będzie wykorzystywana do jego produkcji na urządzeniu. Oprócz aspektów dokładności powierzchni konieczne jest zwrócenie uwagi na samą geometrię detalu. W zależności od metody druku, należy wcześniej sprawdzić, czy dany detal będzie możliwy do wykonania. W przypadku najprostszej i najpopularniejszej metody FDM, trzeba pamiętać, iż grubość ścianki nie powinna być mniejsza niż 0,6 mm. Przy mniejszej grubości ścianki mogą pojawić się różnego rodzaju błędy wykonania, począwszy do przerwania wiązki, przez zwichrowanie powierzchni, aż do zapadnięcia się ścianki. Nie można też oczekiwać „cudów”, związanych z idealną jakością powierzchni, gdyż na wydruku zawsze zostaje ślad po ścieżce topionego tworzywa (Rys. 4). Jeśli detal wymaga zastosowania materiału podporowego, jest on podawany naprzemiennie razem z materiałem właściwym. Po zakończeniu procesu drukowania konieczne jest usunięcie tych pomocniczych obiektów, które również pozostawiają jakiś ślad po sobie. Można oczywiście po procesie drukowania wykonać obróbkę detalu, przez co uzyskana jakość powierzchni może być dużo lepsza niż bezpośrednio po wytworzeniu.
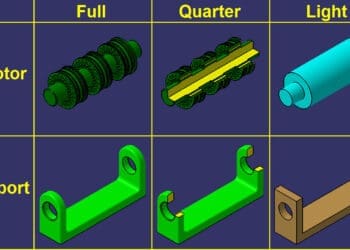
Projektując detal można starać się wyeliminować miejsca, gdzie takie podparcie będzie niekorzystnie wpływało na jakość powierzchni i oczywiście zoptymalizować kształt elementu. Jeśli może on bezpośrednio leżeć na podłożu, problem z podporami nie występuje, a powierzchnia dolna jest idealnie gładka (Rys. 5), umożliwiając np. łatwe sklejenie z inną częścią.

W przypadku Solid Edge możliwe jest bezpośrednie przesłanie model do popularnej aplikacji Microsoft 3D Builder. Z menu programu można wybrać polecenie Wydruk bryły i z tego miejsca wcisnąć przycisk Kreator 3D, dokonujący translacji detalu do STL i importu do 3D Buildera (Rys. 6).

Przed wykonaniem tej czynności warto jednak skorzystać z opcji podglądu na ekranie i zobaczyć, jak będzie wyglądał importowany model, z uwzględnieniem jego gabarytów oraz jakości powierzchni przy zadanej tolerancji wykonania. Gdy podgląd spełnia oczekiwania można kontynuować pracę w 3D Builderze. Po zaimportowaniu detalu pokaże się on w oknie aplikacji, gdzie trzeba będzie w pierwszym kroku podać jednostki długości, w celu zapewnienia poprawnej skali elementu (Rys. 7).

Po zaakceptowaniu jednostek (mm) można przejść do dalszej edycji modelu. W tym środowisku można duplikować detal, zmieniać kolor ścianek (jeśli mają być wykorzystywane wydruki wielobarwne) lub skalować element. Możliwe jest dodawanie kilku innych obiektów i łączenie ich w jedną, spójną całość (Rys. 8).

Należy zawsze pamiętać, że poprawna jest jedna spójna bryła, stąd możliwość łączenia wielu obiektów. Po modyfikacjach można element wydrukować lub w przypadku nieposiadania własnej drukarki 3D przesłać do usługi online – zlecić wykonanie wydruku wybraną technologią, z dużej puli materiałów (także metali) i otrzymać przesyłką gotowy detal.
Sam proces wydruku bezpośrednio z pliku STL nie jest możliwy, gdyż drukarka potrzebuje mieć model pocięty na odpowiednie poziomice. Popularnym narzędziem do tego typu operacji jest Slic3r. Za jego pomocą można przygotować odpowiednie warstwy modelu, po których następnie rozprowadzany jest materiał, jak i zaprojektować potrzebne elementy podporowe. Gdy to zostanie już wykonane, generowany jest kod na drukarkę (Rys. 9).

Efekty takiego wydruku, gdzie widać warstwice i dość sporą tolerancję, pokazano na rysunku 10.

Jeśli wytwarzany detal nie ma być tylko i wyłącznie modelem prezentacyjnym, ale produkcyjnym, to można rozważyć opcję wydrukowania go w technologii DMLS, wykorzystując topione proszki metali. Uzyskane w ten sposób elementy są na pewno droższe, ale zarówno jakość ich powierzchni, jak i parametry wytrzymałościowe są na bardzo wysokim poziomie. Wtedy jednak konieczna jest duża dokładność odwzorowania geometrii w pliku STL.
Bernard Pacula
artykuł pochodzi z wydania 1/2 (112/113) styczeń/luty 2017