Wśród wielu technologii wytwarzania przyrostowego, binder jetting wyróżnia się jako obiecująca metoda, pozwalająca produkować metalowe i ceramiczne części o złożonej geometrii w małych i średnich seriach.
W ramach procesu binder jettingu geometrię detali uzyskuje się poprzez selektywną, warstwową aplikację lepiszcza w łożu proszkowym. Po separacji luźnego proszku od wydruku, otrzymywana jest tzw. zielona część o zagęszczeniu na poziomie 50-60% gęstości teoretycznej, którą następnie poddaje się procesowi obróbki chemicznej i cieplnej, w ramach której usuwane jest lepiszcze, a następnie materiał ulega spieczeniu. W konsekwencji gotowy element ulega skurczeniu do 20% objętości, czemu może towarzyszyć ugięcie pod wpływem grawitacji.
Przewidywanie odkształceń zachodzących podczas spiekania ma zatem zasadnicze znaczenie dla osiągnięcia dokładności wymiarowo-kształtowej wyrobów. Specjaliści z HP i UGA (Université Grenoble Alpes) zaproponowali metodę prognozowania odkształceń podczas spiekania wydruków uzyskanych metodą binder jettingu ze stali nierdzewnej 316L, opartą zarówno na procedurach eksperymentalnych, jak i obliczeniach numerycznych.
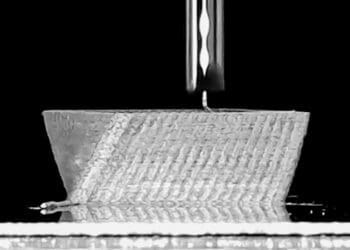
Anizotropiczny skurcz liniowy jest określany dzięki dylatometrii, a lepkie odkształcenia są dopasowywane do wyników badań przeprowadzonych na części kalibracyjnej. Na potrzeby modelowania numerycznego opracowane zostały geometrie standardowych próbek, które podczas testów fizycznych, mimo dość prostej geometrii, pozwalają na uchwycenie złożonych mechanizmów termofizycznych.
Burr A. et al.: A calibration method to predict shape change during sintering: Application to 316L parts made by Metal Binder Jetting, Additive Manufacturing, vol. 110, 104938, 2025