Węglik wolframu-kobaltu WC-Co należy do najtwardszych materiałów inżynierskich. Ceniony za twardość i odporność na zużycie, znajduje zastosowanie między innymi w produkcji narzędzi skrawających.
W kompozycji WC-Co najwyższą twardość uzyskuje się precyzyjnie kontrolując strukturę krystaliczną materiału, w celu zapobiegnięcia przerostowi ziaren węglika wolframu, a także utrzymując zawartość kobaltu na odpowiednio niskim poziomie. Otrzymywanie jakościowego surowca w ramach metalurgii proszków stanowi wyzwanie technologiczne, jako że ziarna proszków o rozmiarach nanometrycznych mają stosunkowo większą powierzchnię właściwą, co pociąga za sobą tendencję do aglomeracji oraz zwiększone tarcie między drobinami, ryzyko utlenienia i dynamikę spiekania. Wraz z rozmiarami wykonywanych wyrobów maleje także wydajność spiekania.
Również w przypadku technologii przyrostowych pojawiają się trudności ze sproszkowanym surowcem. W wyniku napromieniowania wiązką lasera występuje ryzyko dekompozycji węglika wolframu, prowadzącej do powstawania porowatości i zanieczyszczeń w postaci fazy W2C i grafitu. Uzyskiwana gęstość nie przekracza także 98% gęstości teoretycznej.
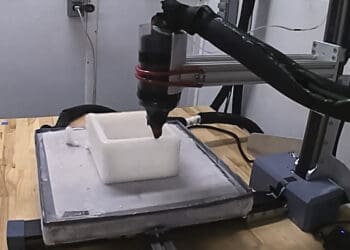
Naukowcy z Uniwersytetu w Hiroszimie zaproponowali metodę, która łączy w sobie zalety konwencjonalnej technologii spiekania i wytwarzania przyrostowego, przezwyciężając przy tym podstawowe ograniczenia obu technologii. Opracowane rozwiązanie opiera się na technice DED (direct energy deposition), wykorzystującej energię wiązki laserowej do przetapiania surowca, dostarczanego w postaci drutu. Spiekany metodą konwencjonalną drut WC-Co ma już ustabilizowaną kompozycję, co zapobiega powstawaniu zanieczyszczeń i porowatości.
Dodatkową stabilizację procesu uzyskano poprzez wstępne podgrzewanie elektryczne surowca do temperatury zbliżonej do temperatury topnienia materiału. Dzięki temu, że drut doprowadzany do jeziorka jest już wstępnie podgrzany, możliwe jest osiągnięcie wydajnego spajania warstw materiału przy stosunkowo niewielkiej energii liniowej. Aby zapobiec reakcji surowca z żelazem w obrębie stalowego podkładu, zastosowano warstwę pośrednią ze stopu niklu. Optymalne rezultaty uzyskano w konfiguracji aparatury z laserem poprzedzającym drut, otrzymując warstwę WC-Co o twardości 1400 HV, a więc odpowiadającej wartościom uzyskiwanym podczas spiekania.
Zdaniem japońskich badaczy, zasadniczą zaletą metody DED jest możliwość selektywnego nanoszenia materiału tam, gdzie wymagana jest największa twardość, na przykład na krawędzi skrawającej narzędzia.
hiroshima-u.ac.jp
Marumoto K et al.: Effect of the hot-wire laser irradiation method and a Ni-based alloy middle layer on mechanical properties and microstructure in additive manufacturing of WC–Co cemented carbide, International Journal of Refractory Metals and Hard Materials, vol. 136, 107624, 2026