
































Klasyczne zabytkowe samoloty są ozdobą wszystkich imprez lotniczych. Często zdarza się, że ich właściciele rezygnują z przywrócenia ich do dawnej świetności i zasłużone maszyny stanowią ekspozycje statyczne. Tymczasem w wielu wypadkach można sprawić, aby znowu wzniosły się w przestworza.
Pod koniec kwietnia 1996 roku mój szef po pracy wezwał mnie do swojego biura. Po krótkiej rozmowie wsiedliśmy do samochodu i wyjechaliśmy poza teren firmy. Zapytałem dokąd jedziemy, odpowiedział, że na lotnisko. Zdziwiło mnie to, ponieważ w środy zwykle nie wylatywał do domu. Okazało się jednak, że lotnisko w Hannoverze nie było naszym celem.
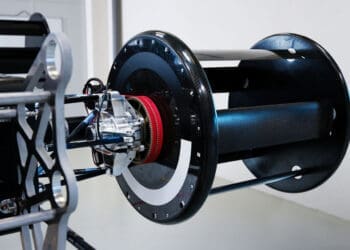
Pojechaliśmy na lotnisko w Braunschweigu, do firmy Aerodata, gdzie stał piękny, żółto-niebieski, dwupłatowy samolot Boeing Stearman. Miał zamontowany 7-cylindrowy silnik gwiaździsty firmy Continental. Zwracał uwagę sylwetką starego samolotu, ale wyglądał tak, jakby przed chwilą opuścił hale produkcyjne.
– Polecimy, czy się boisz? – zapytał szef. Moja odpowiedź była jednoznaczna. Po półgodzinie byliśmy w powietrzu. Zrobiliśmy dwa kółka nad budynkami naszej firmy, po czym wróciliśmy na lotnisko. Wrażenie było niesamowite! Po powrocie dostałem od szefa dwie książki o Stearmanie i miałem się zapoznać z tematem, ponieważ chciał kupić coś podobnego.
Już pięć dni później, w czteroosobowej grupie siedzieliśmy w samolocie lecącym do Orlando na Florydzie. Stamtąd odebrał nas Tom Reilly, właściciel muzeum lotniczego w Kissimmee i restaurator starych samolotów. W Chickasha, na terenach firmy Dusters & Sprayers zobaczyliśmy pierwszy samolot dla jednej z osób z naszej grupy. Umowa została podpisana i samolot kupiony.

Po wszystkich ustaleniach udaliśmy się w dalszą drogę do miejsca, gdzie na starej farmie bawełnianej miał stać Stearman dla szefa. Gdy dotarliśmy do celu, syn właściciela farmy otworzył wielkie, metalowe drzwi stodoły; w środku stał kremowy Stearman PT-17 E-75 z pomarańczowym pasem wzdłuż kadłuba. Samolot był w rękach właściciela od 1953 roku i został zakupiony za symbolicznego dolara z bazy wojskowej w Altus. Ostatni lot tego samolotu, według wpisu, odbył się 11 września 1968 roku. Samolot od blisko trzydziestu lat nie latał ale właściciel dbał, aby chociaż na zewnątrz dobrze wyglądał. Wkrótce, z pomocą Toma Reilly, rozpoczęliśmy demontaż samolotu. Zdemontowaliśmy skrzydła, statecznik pionowy i poziomy, centropłat i śmigło. Po dwóch dniach pracy samolot w częściach znajdował się już w kontenerze. W Kissimmee uzupełniliśmy kontener nowym 7-cylindrowym silnikiem gwiaździstym Jacobs R-755 (R – Radial, a więc silnik gwiazdowy, 755 – pojemność silnika w calach sześciennych, a w litrach: 12,4) i 9-cylindrowym Lycoming R 680-8. Aby wypełnić wolne miejsca w kontenerze dołożyliśmy mnóstwo nowych części zamiennych. Po dziesięciu dniach od przylotu do USA kontener był gotowy do wysyłki do Europy.
Historia Stearmana
W 1926 roku Lloyd Stearman założył firmę Stearman Aircraft Corporation w kalifornijskim Venice. Zanim produkcja została wstrzymana, z braku środków finansowych, powstały cztery Stearmany C1 i C2. Rok później, w Wichita, w stanie Kansas, powstała nowa firma pod tą samą nazwą, finansowana przez Waltera Innes’a. Boeing mając już wiedzę o zapotrzebowaniu na samoloty szkoleniowe dla United States Navy i United States Army Air Corps (USAAC) (poprzednik United States Air Force – USAF) przejął w 1934 roku od Lloyda Stearmana kompletną produkcję jego firmy. Choć nawet na tamte czasy ten dwupłatowiec zaliczał się już do przestarzałych konceptów lotnictwa, udało się Boeingowi otrzymać duże zlecenie od Senatu USA. Już w 1936 roku pierwszych sześćdziesiąt jeden samolotów trafiło do szkół lotniczych US Navy jako typ Boeing Stearman NS.
Jeszcze w tym samym roku firma otrzymała zamówienie od USAAC na znaczną ilość maszyn typu PT-13 (Primary Trainer). W dalszych latach wojsko kupiło około 4270 sztuk samolotu (już jako NS2), przeważnie w żółtym kolorze, przez co otrzymał on przydomek Yellow Peril (żółte niebezpieczeństwo). Seria NS2 wychodziła z różnymi typami silników. Na początku drugiej wojny światowej również siły lądowe zgłosiły zapotrzebowanie na samoloty szkoleniowe i otrzymały prawie 700 sztuk typu NS2-4 z 7-cylindrowymi silnikami gwiaździstymi Continental R-670-4, o mocy 220 KM.
Model A-75 był wyposażony w 9-cylindrowe silniki Lycoming R-680 o mocy 225 KM. Stearmanów PT-13 wyprodukowano 2873 sztuki w wielu wersjach i z różnymi markami silników. Najbardziej popularną wersją był jednak typ PT-17 z 7-cylindrowym silnikiem Continental R-670-5 o mocy 220 KM. Wyprodukowano ich około 3520 sztuk. Sto pięćdziesiąt Stearmanów PT-13 otrzymało silniki R-755 Jacobs o mocy 245 KM. W samolotach tych zmieniono oznaczenie typu na PT-18. W ramach Lend-Lease Act (umowa pożyczki-dzierżawy) zostało przekazanych trzysta sztuk typu PT-17 jako typ PT-27 do Royal Canadian Air Force. Na samolotach Stearman wykształciły się tysiące amerykańskich pilotów.
Po zakończeniu działań wojennych Stany Zjednoczone sprzedały dużą ilość Stearmanów do krajów Ameryki Środkowej i Południowej, oraz do Chin, Iranu i na Filipiny. Duże ilości maszyn trafiły w prywatne ręce. Po 1945 roku 2100 sztuk przekazano rolnictwu do oprysków, jednak te maszyny musiały być zmodyfikowane. Chemikalia owadobójcze szkodziły płótnu, którym były pokryte skrzydła i kadłub samolotu. Skrzydła takiej maszyny trzeba było pokrywać cienką blachą aluminiową, a kadłub lakierowano nieco grubiej farbą, co chroniło materiał bawełniany na dłużej.
W latach 50-tych ubiegłego wieku wojsko musiało się pozbyć tak jeszcze licznie stojących w bazach Stearmanów aby zrobić miejsce w hangarach na nowsze samoloty szkoleniowe, jak np. North American T-6 Texan albo Beechcraft T-34 Mentor. Łącznie, w ciągu ponad dziesięciu lat produkcji zbudowano ponad 8500 sztuk Stearmanów i około 2000 w formie części zamiennych. Dlatego samoloty te zmieniały potem właścicieli za symboliczne sumy. Niestety, części zamienne nie były już tak tanie i firma Boeing nieźle na nich zarabiała. Przez dwadzieścia lat po wojnie można było spotkać Stearmany na wielu farmach i pokazach lotniczych w USA. Dziś posiadanie takiego samolotu związane jest z zasobnym kontem bankowym.
Restauracja Stearmana
Restauracja zakupionego przez szefa Stearmana zaczęła się na początku sierpnia 1996 roku. Do tej pracy zaangażowałem jeszcze dwie osoby, a poza tym miałem stały kontakt telefoniczny z Tomem Reilly. Niedaleko naszej firmy została wynajęta hala o powierzchni ponad 400 m² z wysoką i szeroką bramą. Pierwszym krokiem naszych działań był całkowity demontaż kadłuba i wykonanie opisu pozycji wszystkich części demontowanych oraz stworzenie dokładnej dokumentacji fotograficznej. Po trzech tygodniach samolot był całkowicie zdemontowany, a wszystkie części poukładane na regałach.

Ramę samolotu oddaliśmy do specjalistycznej firmy, która chemicznie usunęła farbę i nałożyła nową powłokę lakierniczą. Po ustaleniu z szefem wyposażenia samolotu zaczęliśmy z elektrykiem ustalać długości przewodów elektrycznych i montować je w kadłubie. Dwóch pozostałych kolegów zajmowało się przygotowaniem skrzydeł do nowego poszycia, którym zamiast płótna bawełnianego miała być tkanina Ceconite 101.

Hybrydowa budowa skrzydeł jest delikatna i skomplikowana. Część skrzydła wykonana jest z drewna wiśniowego, które ma średnią gęstość około 600 kg/m³, a więc stanowi średnio ciężki gatunek drewna. Jest to drewno półtwarde, do twardego, o twardości w skali Brinella 31 N/mm², przy prostokątnym obciążeniu. Jego elastyczność jego bardzo dobra, a obrzęk stosunkowo niski. Cienkie profile aluminiowe są w skrzydle użyte jako stabilizatory, bowiem utrzymują jego sztywność.










Kwadratowe druty napinające ze stali o przekroju 1,5 mm służą do równomiernego rozstawienia obu drewnianych dźwigarów. Ze względu na dodatkowy montaż światła lądowania, które waży około 6,3 kg, musiały być wzmocnione dwa żebra z każdej strony dolnych skrzydeł. Równocześnie zleciłem w naszym firmowym oddziale rymarskim, uszycie na miarę czterech pokrowców na skrzydła z materiału Ceconite 101. Po zakończeniu prac naprawczych skrzydeł, zostają one pomierzone i ewentualnie poprawione. Żebra muszą być powiązane między sobą cienką taśmą bawełnianą, o szerokości 1,5 cm, aby nie przemieszczały się na boki. Zanim jednak naciągnie się pokrowiec z Ceconite, wszystkie powierzchnie zewnętrzne, na których osiądzie płótno, muszą być pokryte grubą warstwą specjalnego kleju. Dopiero teraz wciąga się pokrowiec na skrzydło i klei przedni szew równo z krawędzią natarcia. Ostrożnie i starannie nagrzewamy opalarką (max. 150 °C) ten termokurczliwy materiał, tak aby tylny szew leżał na krawędzi spływu skrzydła. Teraz przyklejamy materiał do krawędzi i w dalszym etapie ponownie naciągamy tkaninę za pomocą opalarki. Materiał musi być naprężony jak bęben. Wszystkie miejsca, do których przylega materiał, a które wcześniej zostały pokryte klejem, nawilżamy specjalnym rozpuszczalnikiem, który rozpuszcza klej i natychmiastowo odparowuje. Klej łączy się z materiałem i po sześćdziesięciu godzinach utwardza się nieodwracalnie. W odstępach co jeden cal przyszywa się za pomocą bardzo długiej igły i specjalnej dratwy żebra z poszyciem.


W miejscach, gdzie powstaje duży podmuch powietrza od śmigła, odstęp przeszycia zmniejsza się do pół cala. Aby zapobiec przetarciu się dratwy, oraz z powodów estetycznych, nakleja się na te miejsca taśmę maskującą. Teraz zostają tylko prace lakiernicze i skrzydła gotowe są do montażu na samolocie. Taki proces z jednym skrzydłem może trwać nawet od trzech do czterech tygodni, a przecież mamy ich cztery sztuki i jeden centropłat, w którym znajduje się zbiornik paliwa o pojemności 46 galonów (175 litrów)… Po około sześciu miesiącach pracy (większość – w weekendy, a w tygodniu – po godzinach) kadłub i skrzydła były gotowe.

Nadszedł czas na montaż silnika Jacobs R-755 (tak naprawdę jego pojemność wynosi 757 cali sześciennych, a moc 275 KM). Taki silnik waży ze śmigłem 302 kg i jest montowany do kadłuba na czterech śrubach o średnicy 9⁄16 cala (14,29 mm). Montaż silnika i osprzętu oraz podłączenie elektryki, układu paliwowego i olejowego zajęło nam następne trzy tygodnie. Teraz został tylko montaż skrzydeł, statecznika poziomego i pionowego. W takim stanie samolot musiał się dostać jak najbliżej lotniska.





We wtorek 8 kwietnia 1997 roku nasz Stearman dotarł do firmy Aerodata przy lotnisku w Braunschweigu. Do pierwszej rocznicy zakupu samolotu zostało nam jeszcze czternaście dni. Założyliśmy, że do tego czasu powinien już latać. Może ten okres wydawać się długi, ale odpowiednie ustawienie skrzydeł w samolocie dwupłatowym nie jest proste dla takich żółtodziobów, jakimi wtedy byliśmy. Na szczęście z USA przyleciał nam na pomoc Tom Reilly, ale nawet on, który już wtedy miał prawie trzydziestoletnie doświadczenie w biznesie odbudowy samolotów zabytkowych, walczył z nami trzy dni, aby poprawnie ustawić skrzydła. Procedura ta obejmuje szereg bardzo dokładnych pomiarów i wymaga posiadania dużej liczby specjalistycznych narzędzi (różnowymiarowych poziomnic, pionów ciężarkowych, bardzo dokładnych miar i szeregu kątomierzy).

Jako pierwsze montujemy i ustawiamy stateczniki – poziomy i pionowy. Następnie kadłub samolotu poddany zostaje niwelacji podłużnej i poprzecznej. Potem ustawia się centropłat, który łączony jest czterema rozpórkami i ustawiany ośmioma zastrzałami. Cztery zastrzały służą do ustawienia centropłatu w lewą lub prawą stronę, pozostałe cztery służą do ustawiania w przód lub w tył. Boczne ustawienie centropłatu, od punktu pomiarowego na kadłubie do końca centropłatu, wynosi 58,42 cm ± 0,8 mm. Następnie montuje się dolne skrzydła i ustawia się centropłat tak, aby odległość ich krawędzi natarcia wynosiła 68,1 cm ± 3,1 mm. Nastąpił wreszcie czas na montaż górnych skrzydeł. Po każdej stronie od dołu skrzydła montujemy przed montażem do centropłatu trzy rozpórki, które łączymy z dolnym skrzydłem. Pozostał jeszcze montaż sześciu zastrzałów po każdej stronie. Cztery zastrzały montowane są od kadłuba do górnego skrzydła, a dwa pozostałe – od centropłatu do dolnego skrzydła. Teraz dopiero zaczyna się zabawa z naprężaniem zastrzałów. Każdy zastrzał musi mieć odpowiednie naprężenie, które jest bardzo ważne, a które sprawdza się za pomocą urządzenia do pomiaru naprężenia. Kto kiedyś próbował wycentrować koło szprychowe wie, jak to jest. Razem ze statecznikiem i skrzydłami samolot ten ma dwadzieścia osiem zastrzałów, które muszą być odpowiednio ustawione i naprężone. Próby naziemne naszego Stearmana zakończyły się bez zastrzeżeń i trzy dni przed terminem samolot był gotowy do oblotu.




W słoneczne, ale dość zimne sobotnie przedpołudnie, 19 kwietnia 1997 roku, pilot doświadczalny Rolf Hankers wsiadł za stery samolotu, który prawie trzydzieści lat nie był w powietrzu. Patrzyliśmy jak kołuje na pas trawiasty, po krótkim postoju startuje na wschód i po około 150 m unosi się w powietrze. Po około 20 minutach samolot powraca na lotnisko i ląduje. Pilot nie wysiada z samolotu lecz przywołuje nas do siebie i prosi o podkręcenie lewej podpórki skrzydła. Niecałe 15 minut po pierwszym locie Rolf startuje jeszcze raz. Mała rundka nad lotniskiem i znów lądowanie, jeszcze raz prosi o pół obrotu na nakrętce od podpórki, po czym oglądamy trzeci lot. Po wylądowaniu pilot kołuje na płytę przed hangarem i wysiada z uśmiechem na twarzy, mówiąc – Teraz lata prosto. Miłej zabawy. Niestety, samolot wtedy trafił do hangaru ponieważ pogoda się zmieniła i zaczął padać śnieg z deszczem. W końcu, po ponad ośmiu miesiącach i ponad 2650 roboczogodzinach, samolotu dosiadł sam właściciel ze słowami – Dzięki, chłopaki. Byliśmy dumni z siebie, a ja dostałem później jeszcze cztery okazje do kompletnych restauracji Boeingów Stearman.




Obecnie na świecie wciąż lata ponad tysiąc Stearmanów i nadal jeszcze są duże szanse odnalezienia, gdzieś w starej szopie, takiego samolotu, który nadawałby się do remontu.
Raimund Engwer
artykuł pochodzi z wydania 9 (120) wrzesień 2017