

































Aby poradzić sobie z ograniczeniami technologii, często należy wyjść poza dotychczasowe ramy i szablony. Czasem wystarczy inne ułożenie kilku popularnych i ogólnie dostępnych puzzli, które stworzy nowy obrazek-rozwiązanie. Ta nowatorska układanka nie jest lekarstwem na wszystkie problemy, ale może okazać się bardzo przydatnym narzędziem w pokonywaniu ograniczeń – w naszym konkretnym przypadku – obróbki skrawaniem.
Wiórową obróbkę skrawaniem można sklasyfikować w następujących zabiegach: wiercenie, powiercanie, rozwiercanie, toczenie, wytaczanie, frezowanie, przeciąganie i przepychanie, struganie i dłutowanie.
Zabiegi te można rozdzielić na dwie grupy ze względu na charakter obróbki:
- Ciągły – wiercenie, powiercanie, rozwiercanie, toczenie, wytaczanie, przeciąganie i przepychanie, struganie i dłutowanie.
- Nieciągły – frezowanie.
Obróbka ciągła charakteryzuje się tym, że do wykonania żądanej powierzchni, ostrze, raz zagłębione w materiał, porusza się po trajektorii cięcia do samego końca, uzyskując w ten sposób kształt powierzchni wg kształtu krawędzi tnącej lub sposobu wierszowania ścieżek na powierzchni. W obecnych obrabiarkach są to trajektorie proste, spiralne lub śrubowe. Ogranicza to uzyskane powierzchni metodą ciągłą do powierzchni płaskich, cylindrycznych, śrubowych, lub o jakichkolwiek kształtach profilowych (dowolny przekrój przeciągnięty najczęściej po linii prostej). Dowolne kształty, jak np. powierzchnie krzywokreślne, uzyskuje się obecnie w obróbce skrawaniem na frezarkach (najczęściej numerycznych). Metoda takiej obróbki również prowadzi narzędzie po zadanej trajektorii, ale jest to narzędzie obrotowe, którego ostrza nieustannie zagłębiają się w materiał i z niego wychodzą, kształtując powierzchnię w sposób nieciągły (Rys. 1).
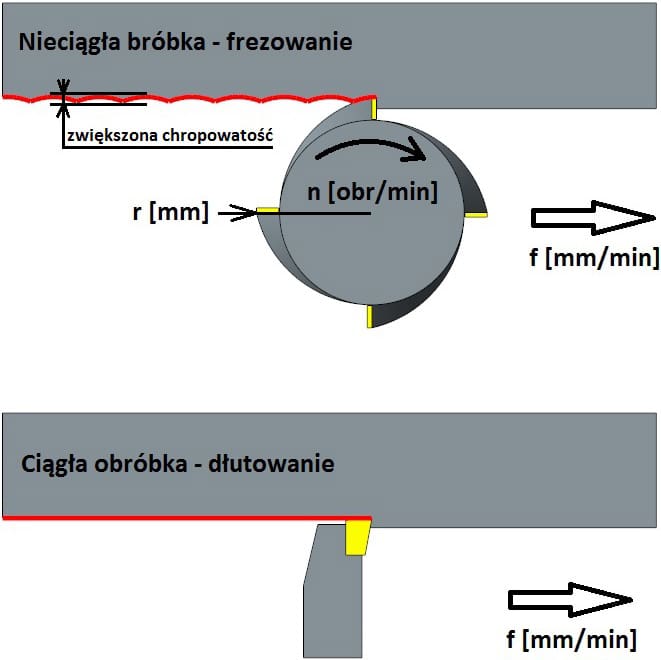
Ta nieciągłość znacznie pogarsza chropowatość możliwą do uzyskania w procesie skrawania. Można ją poprawić tylko poprzez zmniejszanie posuwu f narzędzia, co wydłuża czas obróbki, oraz przez zwiększanie prędkości obrotowej n narzędzia, co ma ograniczenia w postaci maksymalnej prędkości obrotowej wrzeciona obrabiarki lub dopuszczalnej prędkości skrawania Vc, po przekroczeniu której ostrze narzędzia ulega szybkiemu zużyciu.
Obecne możliwości cięcia ciągłego na frezarkach
Frezarki w początkowych założeniach były obrabiarkami używającymi narzędzi obrotowych – czyli bazujących na obróbce nieciągłej. Z czasem powstawały najróżniejsze konstrukcje i specjalne oprawki narzędziowe, które umożliwiły mocowanie na frezarkach narzędzi nieobrotowych, jak np. nóż tokarski lub dłuto, co umożliwiło wykonywanie na tych obrabiarkach zabiegów z obróbki ciągłej, takich jak toczenie, dłutowanie, struganie. Obrabiane w ten sposób powierzchnie mogły być tylko prostymi powierzchniami, jak np. płaszczyzna lub cylinder, bo jest to niejako aplikowanie na frezarkę istniejących zabiegów obróbki skrawaniem, jak toczenie czy dłutowanie. Głównym ograniczeniem wprowadzenia na frezarkę ciągłego cięcia dowolnych powierzchni krzywokreślnych jest geometria ostrza i jego orientacja względem materiału obrabianego (Rys. 2).
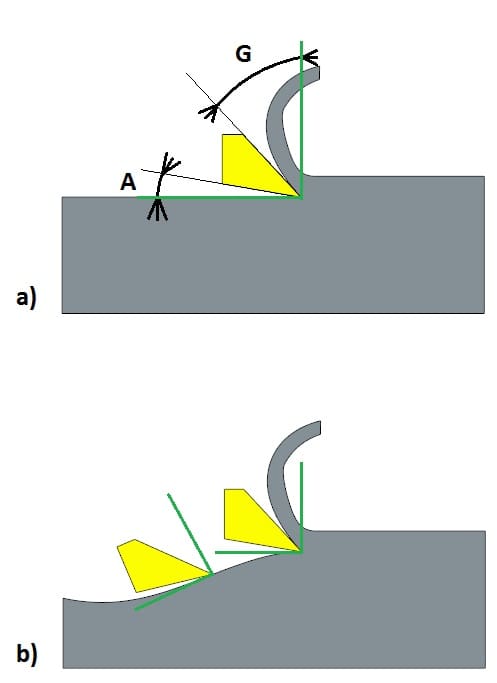
Aby zapewnić najlepsze warunki skrawania dla dowolnie zaprojektowanego ostrza należy je utrzymywać jak najbliżej nominalnej wielkości kąta przyłożenia A (Rys. 2a). Dlatego do ciągłej obróbki powierzchni krzywokreślnych kąt ten musi zmieniać się płynnie w czasie obróbki (Rys. 2b).
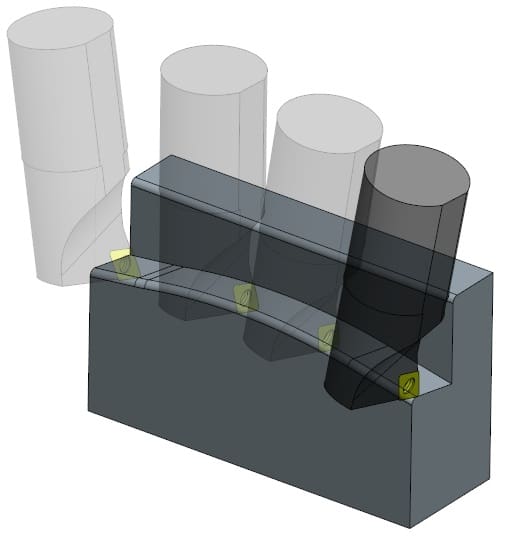
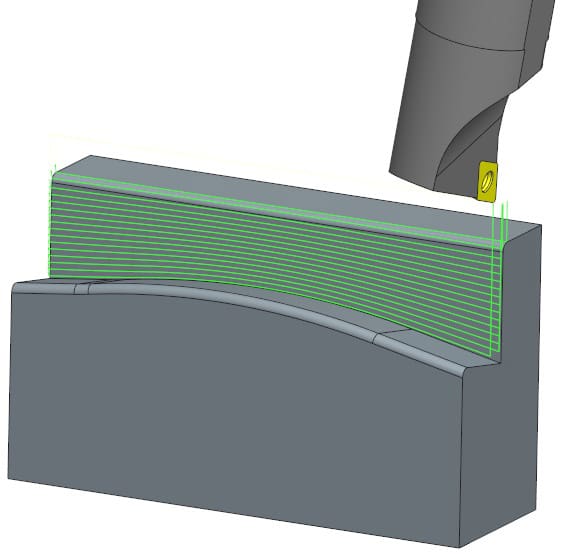
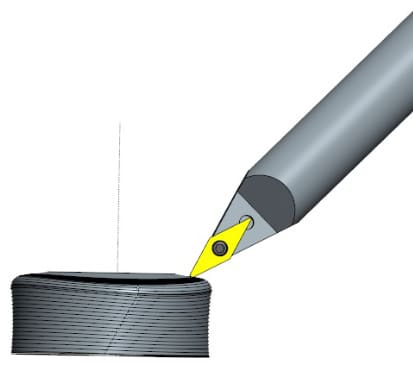
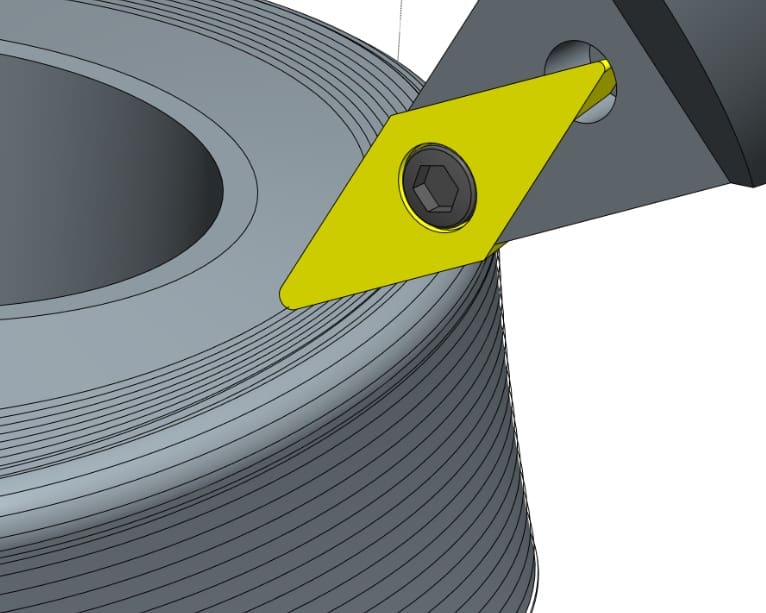
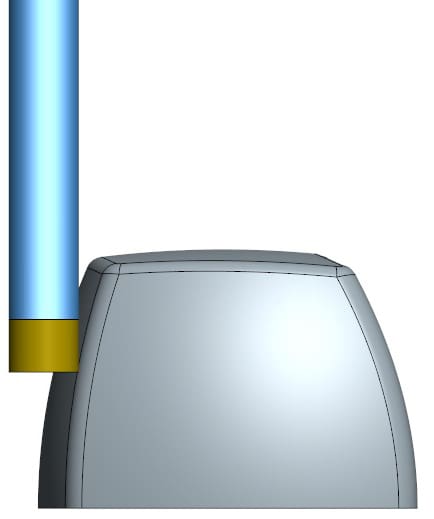
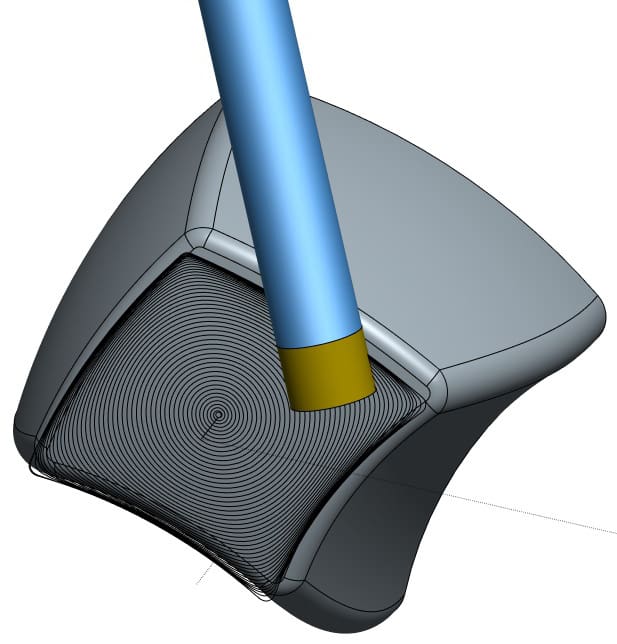
Przy zastosowaniu dynamicznych obrabiarek 5-cio osiowych pojawia się szeroki przedział powierzchni możliwych do wykonania standardowymi narzędziami np. tokarskimi. Są to głównie powierzchnie otwarte, ze względu na konieczność rozpędzenia i wyhamowania narzędzia, związane z minimalną prędkością skrawania Vc. Metodę ciągłego cięcia powierzchni krzywokreślnych w najprostszych wariantach uruchomić można stosując standardowe techniki programowania w systemie CAM plus drobne korekcje kodu. Przykład takiej obróbki ze stałym kątem przyłożenia do obrabianej powierzchni przedstawia rysunek 3.
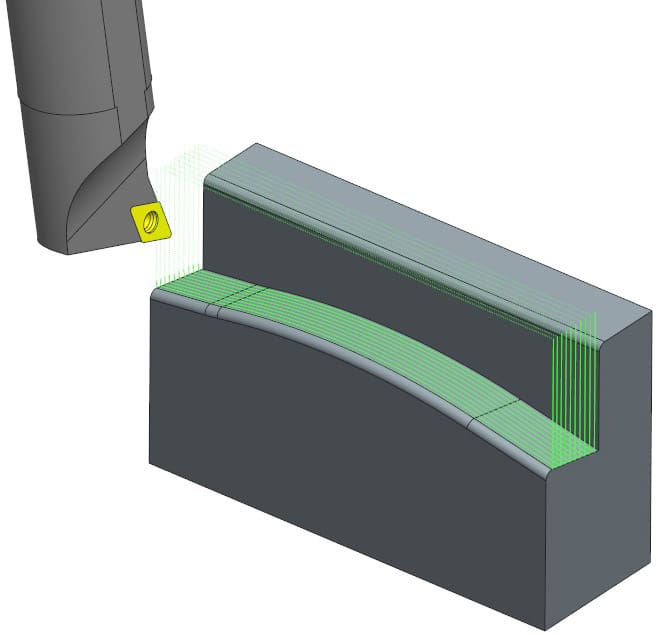
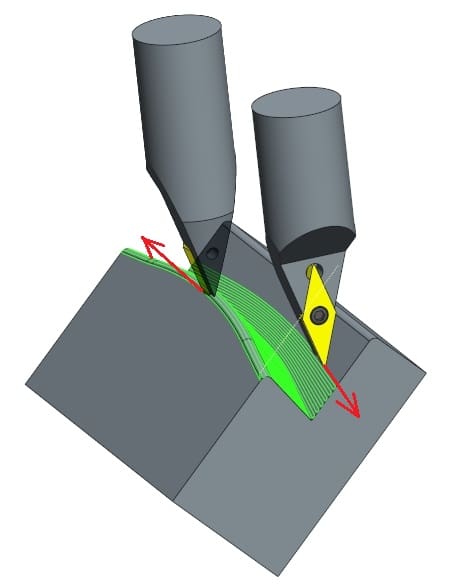
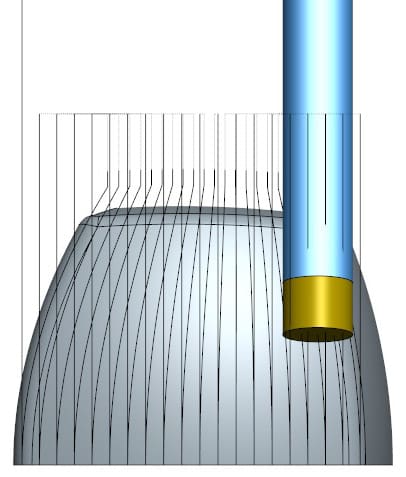
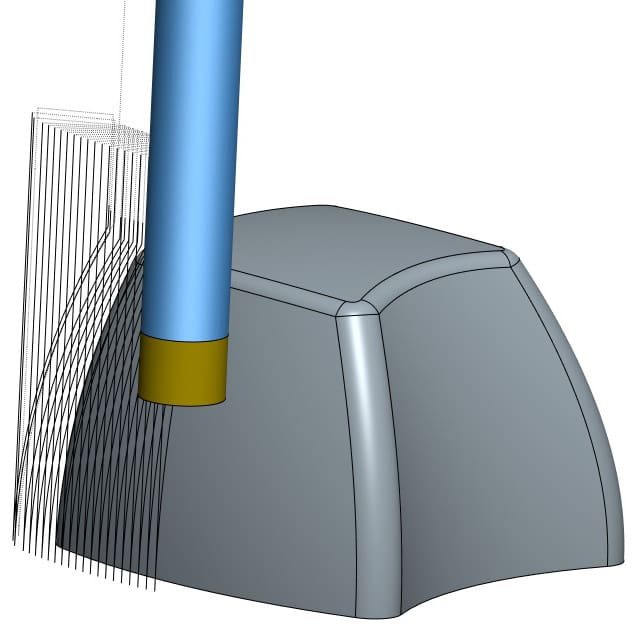
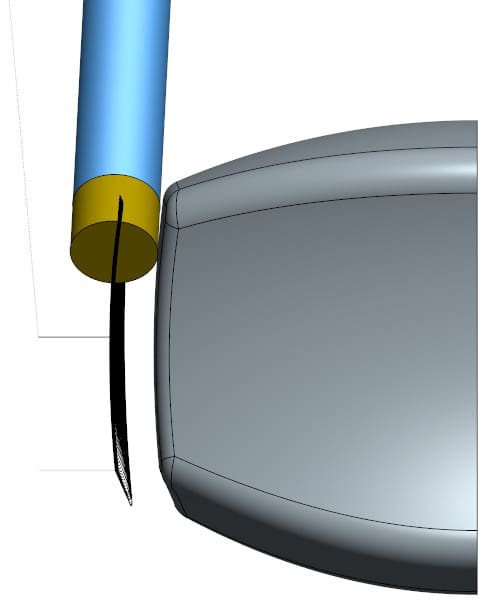
Na rysunkach 4 i 5 przedstawiono przykładową strategię obróbki z ruchami powrotnymi, ze względu na nieosiowy charakter ostrza narzędzia względem osi wrzeciona.

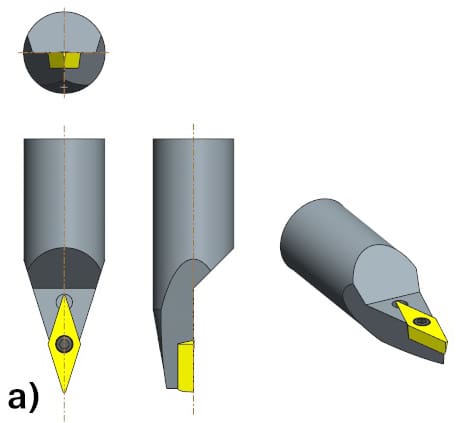
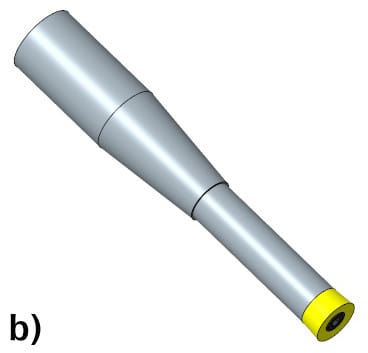
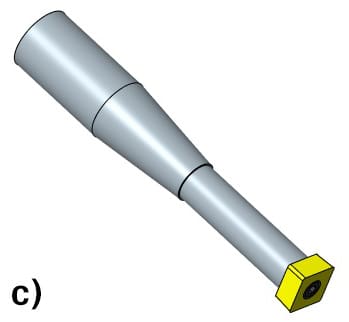
Zakres strategii obróbki można dodatkowo powiększyć używając specjalnych trzonków narzędziowych z wykorzystaniem istniejących na rynku płytek skrawających – zarówno tokarskich, jak i frezerskich. Przykład takich narzędzi przedstawiono na rysunku 6.
Narzędzia takie muszą charakteryzować się odpowiednim usytuowaniem krawędzi tnącej względem osi wrzeciona, co umożliwia łatwość programowania w istniejących systemach CAM. Rozwiązania takie wyeliminują jałowe ruchy powrotne na maszynach wyposażonych w sterowaną oś wrzeciona narzędzia (w co najmniej indeksowany sposób) oraz poszerzą przedział możliwych do obróbki powierzchni. Niektóre ze strategii mogą być uruchamiane również na maszynach bez osi S, dzięki zastosowaniu odpowiednio usytuowanej krawędzi tnącej. Przykłady strategii obróbki z zastosowaniem specjalnych narzędzi przedstawiono na rysunku 7.



Najszersze zastosowanie metody ciągłego cięcia uzyska się na maszynach 6-cio osiowych o kinematyce trzech osi liniowych XYZ, osi uchylnej np. A, osi obrotowej np. C oraz płynnie sterowanej osi wrzeciona, co przedstawiono na rysunku 8.
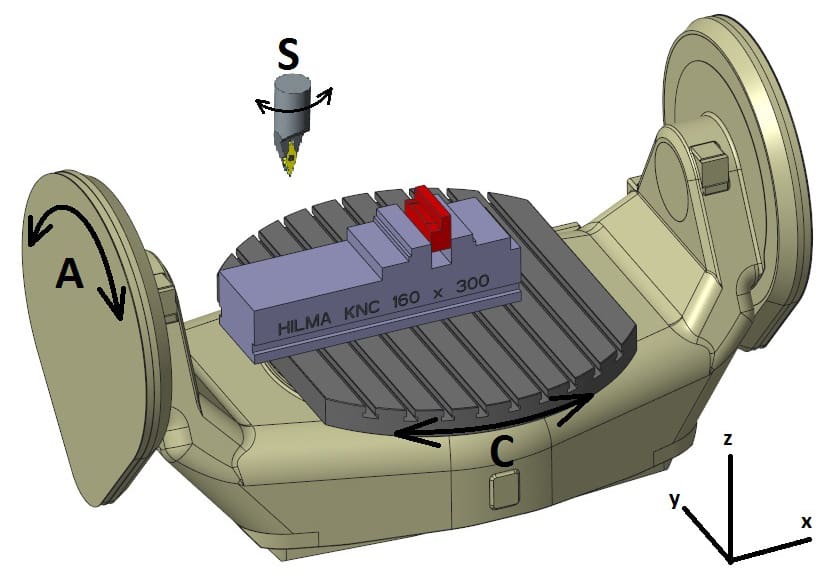
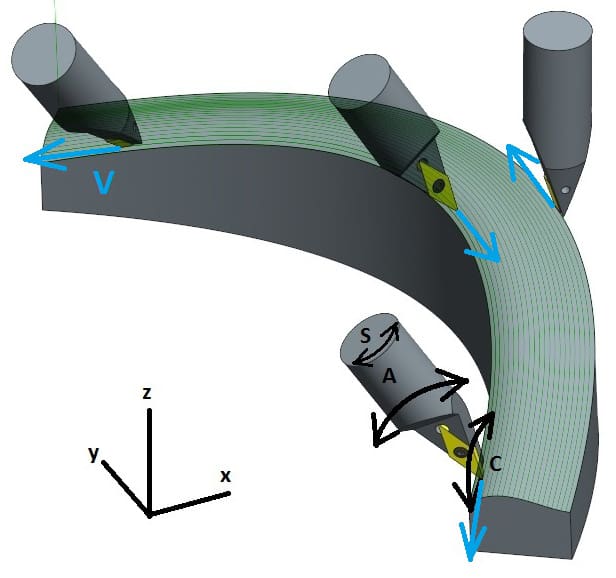
Rozwiązanie takie umożliwi uruchamianie na frezarce dowolnych ścieżek narzędziowych z płynnym utrzymaniem stałego kąta przyłożenia, sterowanego osiami A i C w omawianym przykładzie z maszyną z tzw. „kołyską”, oraz odpowiedniego kierunku płaszczyzny natarcia do wektora prędkości V narzędzia sterowanego osią wrzeciona S. Przedstawiono to na rysunku 9.
Zalety metody ciągłego cięcia w obróbce powierzchni krzywokreślnych w odniesieniu do klasycznej metody frezowania:
- krótki czas obróbki ze względu na zastosowanie dużych posuwów, które w przypadku klasycznej metody mogą być do kilkudziesięciu razy niższe dla najmniejszych narzędzi;
- bardzo dobra chropowatość;
- w porównaniu z klasyczną metodą nie ma składowej od obracającego się narzędzia;
- możliwość stosowania naroży o minimalnych promieniach, rzędu kilku setnych mm, przy jednoczesnym zachowaniu bardzo dużej sztywności – nie do uzyskania w klasycznej metodzie frezowania ostrokątnych naroży na powierzchniach wklęsłych;
- zwiększenie trwałości wrzeciona poprzez zerową prędkość obrotową podczas obróbki;
- zastosowanie dużo tańszych ostrzy w postaci gotowych płytek tokarskich lub frezerskich w porównaniu z narzędziami obrotowymi, takimi jak monolityczne frezy;
- zwiększenie trwałości samego ostrza z uwagi na niską prędkość skrawania, która równa jest posuwowi – w klasycznej metodzie przy większych narzędziach, rzędu już kilku mm, wychodzi się zawsze z maksymalnej prędkości skrawania, a w przypadku małych średnic narzędzi bardzo często prędkość ta ograniczona jest jedynie maksymalną prędkością obrotową wrzeciona, co przekłada się na mały posuw (z warunku fz – posuw na ząb).
Wady i ograniczenia metody:
- konieczność stosowania maszyn 4- i 5-cio osiowych do kształtowania większości powierzchni krzywokreślnych;
- ograniczenia obrabianych powierzchni ze względu na rozbieg narzędzia;
- aby uzyskać minimalną prędkość skrawania potrzebne jest miejsce, zanim ostrze wejdzie w materiał (analogicznie sprawa wygląda z wyjściem ostrza z materiału);
- kłopoty z obróbką powierzchni wklęsłych o małych promieniach krzywizn wzdłuż linii cięcia, ze względu na gabaryty płytek skrawających;
- konieczność stosowania szybkich i dynamicznych maszyn, ze względu na prędkość skrawania Vc, która jest równa posuwowi f.
O praktycznym zastosowaniu tej metody napiszemy w następnym artykule.
Wojciech Garus
GG TECH
artykuł pochodzi z wydania 12 (111) grudzień 2016










