



















Bez poznania wad i zalet stosowania obu metod pracy projektowej ciężko podjąć decyzję, którą z nich wybrać. Każda z nich ma swoich zwolenników i przeciwników, jak każde istniejące rozwiązanie na świecie. Spróbujmy przyjrzeć się plusom i minusom modelowania – sekwencyjnego i synchronicznego.
Modelowanie sekwencyjne
Modelowanie metodą parametryczną, czyli sekwencyjną, jest sposobem projektowania jaki istniał od początku programu Solid Edge. Jego cechą charakterystyczną jest to, iż podczas projektowania dowolnego obiektu tworzone jest drzewo operacji, jakie zostały wykorzystane do jego budowy. Każda pozycja, jaka tam się znajduje, jest odpowiednikiem operacji, która została wykorzystana do utworzenia geometrii. Drzewo to odzwierciedla więc historię tworzenia modelu, co jest bardzo ważną cechą tej metody. Analizując je można zobaczyć jak powstawał element (od początku) i jakie operacje zostały wykorzystane do jego budowy. Osoba, która nie projektowała danego elementu może łatwo zapoznać się ze sposobem jego wykonania i w podobnych projektach wykorzystać zdobytą w ten sposób wiedzę. Kolejną ważną cechą jest fakt, iż operacje, jakie są wykonywane, bazują zazwyczaj na profilach, z którymi są powiązane. Oznacza to, że każda zmiana kształtu profilu jest odzwierciedlana zmianą geometrii, do której się odnosi. Każde polecenie ma swoje parametry (stąd też projektowanie parametryczne), do których można się odnieść, zarówno wewnątrz innego polecenia, jak i z zewnętrznego źródła. W przypadku konieczności modyfikacji operacji na drzewku, zawsze dostępne są kroki, które były wykorzystane przy jej tworzeniu, dzięki czemu – w razie popełnienia błędu można łatwo dany problem rozwiązać.
Modelowanie synchroniczne
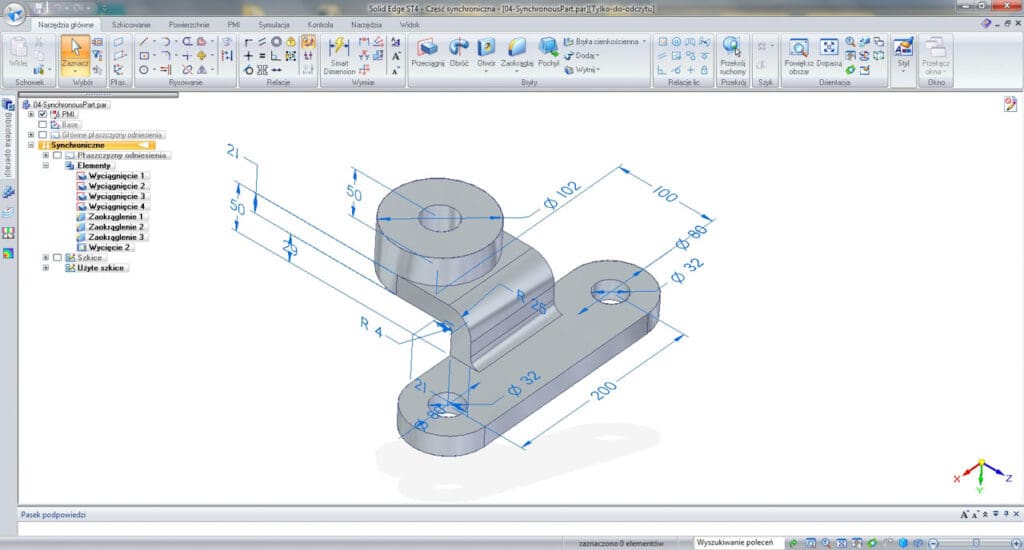
Modelowanie synchroniczne, w przeciwieństwie do poprzedniej metody, nie posiada typowej historii tworzenia modelu. Oczywiście, jest drzewko, lecz pojawiające się tam cechy i operacje proceduralne nie pozwalają na przeanalizowanie historii tworzenia elementu. Podstawową cechą tej metody jest podejście do geometrii, jako do zbioru lic, z których zbudowana jest cała geometria, gdyż nie steruje się w tym przypadku szkicami (jak w modelowaniu sekwencyjnym) lecz właśnie bezpośrednio geometrią. Szkice, na podstawie których powstały operacje, są wykorzystywane zazwyczaj tylko na etapie tworzenia geometrii, a następnie nie są już z nią parametrycznie powiązane. Wyjątkiem są tzw. operacje proceduralne, które zawierają w sobie profile sterujące geometrią (np. wyciągnięcie śrubowe przechowujące profil przekroju). Po zaznaczeniu lica możliwe jest bezpośrednie operowanie na jego geometrii poprzez odpowiednie modyfikacje za pomocą koła sterowego. Wymiary w tej metodzie odnoszą się bezpośrednio do geometrii, a nie profili, a każda ich zmiana powoduje bezpośrednią modyfikację bryły.
Co wybrać?

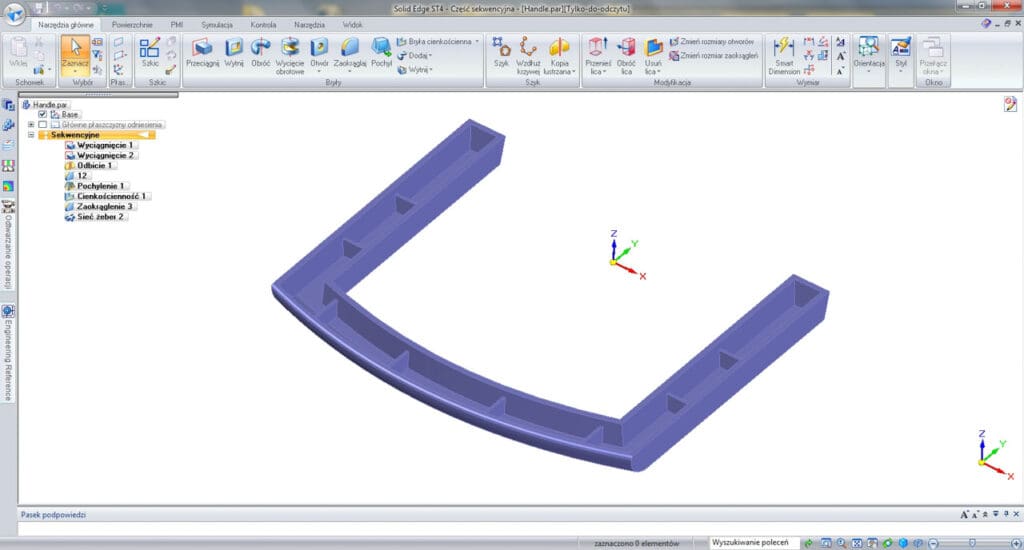
Trudno jednoznacznie określić, która metoda jest lepsza; zależy to od tego, co jest tworzone i co chcemy osiągnąć. W przypadku tworzenia prostych elementów maszynowych metoda sekwencyjna jest wręcz idealnym rozwiązaniem, gdyż pozwala na bardzo szybkie stworzenie kształtów oraz łatwą modyfikację składników wchodzących w skład złożenia, również bezpośrednio z jego poziomu. Edycja części tworzonej metodą sekwencyjną w środowisku złożenia polega na edycji w kontekście całości danego detalu. Oznacza to otwarcie części do edycji w środowisku modelowania części, gdzie w tle może być widoczna cała struktura złożenia. Chcąc edytować kilka powiązanych części konieczne jest albo powtórzenie kroku edycji dla każdej z nich, albo stworzenie parametrycznych powiązań pomiędzy nimi, w celu zachowania np. jednakowego położenia, styku lica czy też zachowania odpowiedniego odsunięcia geometrii. Trzeba jednak wcześniej wiedzieć, że będzie potrzebne powiązanie, albo też dodawać je przed samą modyfikacją. W przypadku technologii synchronicznej sprawa wygląda zupełnie inaczej. Jeśli elementy składowe złożenia były wykonane synchronicznie oraz złożenie również jest synchroniczne, to można modyfikować wiele części jednocześnie od razu z poziomu złożenia. Zaznaczając kilka powiązanych lic możliwe jest np. przesunięcie ich jednocześnie o daną odległość, bez konieczności otwierania poszczególnych plików części składowych.

Kolejną różnicą pomiędzy obiema metodami pracy jest modyfikacja geometrii, polegająca na przenoszeniu fragmentów skomplikowanej konstrukcji, czy po prostu takiej, która ma bardzo dużo operacji na drzewie. W przypadku modelowania tradycyjnego, chcąc zmienić parametry np. wycięcia oraz przeniesienia wraz z nim połączonych żeber, konieczna jest edycja polecenia wycięcia, gdzie następuje zmiana wymiarów profilu, a następnie modyfikacja żeber dochodzących do niego, gdyż podczas edycji może się zdarzyć, iż po jej zakończeniu połączenie pomiędzy nimi będzie utracone. Jeśli później wykonanych ma być wiele innych operacji, to zgodnie z tą metodą pracy wszystkie pozostałe muszą zostać ponownie przeliczone. Jest to konieczne nawet w sytuacji gdy tak naprawdę nie zależą od tej operacji. W przypadku modyfikacji synchronicznej wystarczy zaznaczyć zarówno wycięcie jak i inne połączone elementy (w tym przypadku żebro) i przenieść wszystko za jednym zamachem.

W przypadku wczytywania geometrii z innych systemów lub z formatów uniwersalnych można przekonać się o wyższości metody synchronicznej w dokonywaniu zmian. Metoda sekwencyjna ma możliwość wykorzystania narzędzi do edycji bezpośredniej, która pozwala na przenoszenie lic, modyfikację zaokrągleń czy np. zmianę średnic otworów, jednakże to podejście posiada w tym zastosowaniu szereg ograniczeń. W przypadku zastosowania technologii synchronicznej można pracować na tej geometrii, jak na stworzonej bezpośrednio w Solid Edge, gdyż wszystkie lica i wymiary geometrii mogą być dowolnie zmieniane, a jej fragmenty można swobodnie kopiować i wklejać do innych modeli.

Powyższe przykłady pokazywały wyższość metody synchronicznej. Nie zawsze jest ona jednak lepszym rozwiązaniem, gdyż są sytuacje, w których ważniejszą kwestią będzie parametryczne powiązanie i sterowanie elementów z poziomu arkusza zewnętrznego. W takiej sytuacji bezwzględnie najlepszym i właściwie jedynym wyjściem – póki co – zostaje metoda sekwencyjna, gdyż wszystkie parametry poleceń oraz wymiary profili są umieszczane w zmiennych i w prosty sposób można nimi sterować. Przykładem może być opisywany jakiś czas temu model parametrycznego słupa energetycznego, gdzie utworzone było wiele powiązań, zarówno bezpośrednio, pomiędzy częściami, zespołem, jak i również zewnętrznym plikiem Excel. Takie wykonanie pozwala na tworzenie parametrycznych konstrukcji, w których zmiana jednego czy kilku parametrów umożliwia przebudowanie całej konstrukcji wraz z powiązanymi z nią rysunkami.
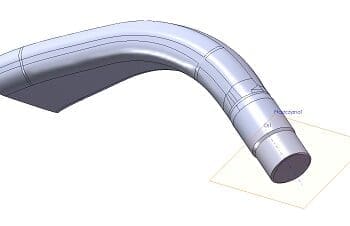
Kolejną dziedziną, w której właściwie istnieje tylko rozwiązanie sekwencyjne jest zaawansowane modelowanie powierzchniowe. Wynika to z prostej przyczyny, iż przy powierzchniach konieczne jest stosowanie szkiców i sterowanie nimi. Nie ma możliwości tworzenia zaawansowanej geometrii powierzchniowej bez stosowania szkiców i operowania na parametrach, dotyczących styczności oraz kontroli krzywizny czy sterowania stycznością elementów.

Podsumowanie
Jak widać z powyższych przykładów trudno jednoznacznie stwierdzić, która z metod jest lepsza. Nie ma idealnego rozwiązania i jeśli ktoś tworzy tylko modele, w których technologia synchroniczna jest efektywniejsza, to będzie stosował tę metodę, jeśli jednak najważniejszą kwestią będzie parametryzacja i sterowanie szkicami – wybór padnie na metodę sekwencyjną. Jest też wiele sytuacji, w których obie te metody mogą się „spotkać”.
We wczesnych wersjach ST konieczne było określanie czy model będzie synchroniczny czy sekwencyjny, a przejście z jednego na drugi było możliwe tylko w jednym kierunku, czyli z modelu tradycyjnego na synchroniczny (oczywiście w złożeniach mogły być zawsze używane zarówno jedne, jak i drugie pliki). Teraz jednak jest już o tyle lepiej, iż nie ma na początku pracy konieczności wyboru metody, w której będzie się ona odbywała, gdyż obie metody są obecnie połączone w jednym pliku, a wybór trybu modelowania może być płynnie modyfikowany podczas trwania pracy. Przydatne może okazać się więc utworzenie ogólnych zarysów i kształtów metodą synchroniczną, która w tym przypadku zazwyczaj będzie szybsza, a wykończenie modelu oraz tworzenie zaawansowanych powierzchni i kształtów – za pomocą narzędzi sekwencyjnych. Takie podejście ułatwia stworzenie modelu, gdyż wcześniej, niewłaściwy wybór szablonu na początku powodował albo konieczność tworzenia całości od nowa, albo potrzebę konwersji na drugi format.
Prawdopodobnie w przyszłości elementy, których obecnie nie da się wykonać synchronicznie będą również dostępne w tej metodzie, ale na razie należy mieć świadomość, iż nie da się w 100% przejść na tworzenie wyłącznie synchroniczne.
Bernard Pacula
artykuł pochodzi z wydania 1/2 (52/53) styczeń-luty 2012