

































W artykule przedstawiono projekt wstępnej stylizacji nadwozia pojazdu HEX-XT. Opisano różne etapy projektu, zaczynając od pierwszych szkiców koncepcyjnych, przez wstępny packaging i tworzenie modeli 3D, aż po wykonanie makiety pojazdu w podziałce 1:10. Makieta miała służyć do sprawdzenia proporcji nadwozia i ergonomii, oraz stanowić uzupełnienie projektu stylizacji nadwozia.

Projekt HEX-XT ma na celu stworzenie pojazdu, który łączyłby cechy dwudrzwiowego samochodu sportowego oraz wyczynowego samochodu terenowego.
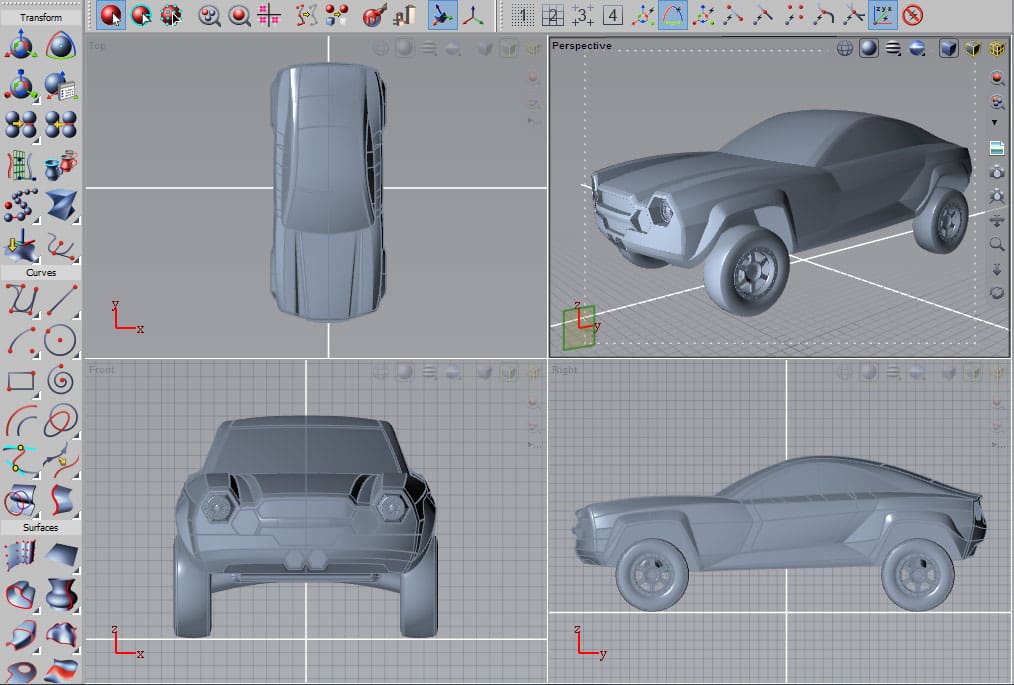
Po przygotowaniu pierwszej serii szkiców koncepcyjnych (Rys. 1), które uwzględniały wszystkie założenia projektowe, takie jak: nadwozie coupe, silnik umieszczony centralnie, tuż za przednią osią, napęd na cztery koła oraz możliwie duże skoki nadwozia, wybrano wersję do dalszego rozwoju. Przyjęto rozstaw osi, kół, a także wstępny packaging, uwzględniający najważniejsze podzespoły. Przyjęte założenia zostały graficznie odwzorowane w programie SolidWorks i razem ze szkicami koncepcyjnymi były podstawą do stworzenia geometrii nadwozia w programie SolidThinking Evolve. Geometria nadwozia została zbudowana jako model powierzchniowy wykorzystujący między innymi krzywe NURBS (ang. Non-Uniform Rational B-Spline) (Rys. 2).
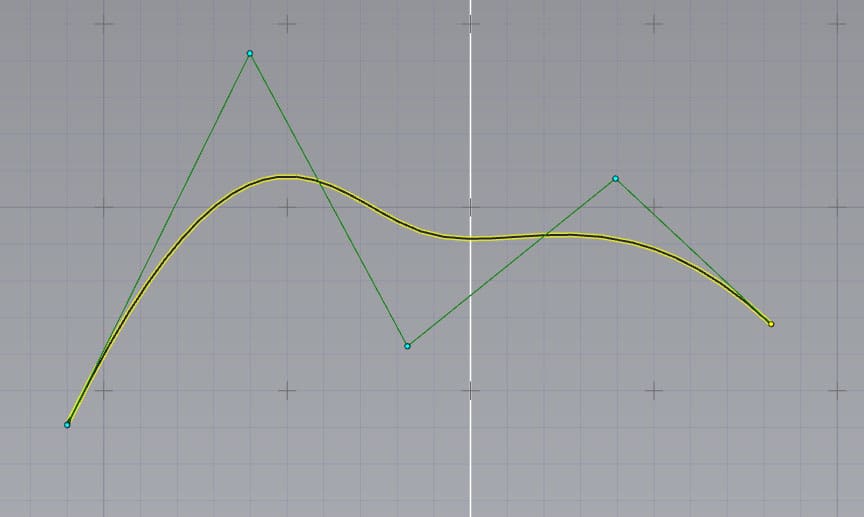
Krzywe NURBS, czyli niejednorodne wymierne krzywe B-sklejane, składają się z fragmentów krzywych Beziera, których geneza sięga francuskiego przemysłu motoryzacyjnego lat 60-tych. Kształt tych krzywych w przestrzeni określa się za pomocą punktów kontrolnych, węzłów, wag punktów kontrolnych oraz stopnia wielomianów. Bazowe funkcje krzywych B-sklejanych zwykle oznacza się jako Ni,n, gdzie i odpowiada i-temu punktowi kontrolnemu, a n określa stopień funkcji. Krzywą NURBS można opisać następującym równaniem:
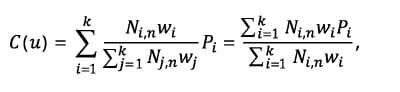
gdzie k to liczba punktów kontrolnych Pi, a wi to odpowiadające im wagi
W przypadku, w którym wagi są równe jedności, mianownik również przyjmuje wartość jeden. W związku z tym sformułowanie można zapisać w formie:

gdzie:
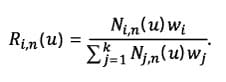
Funkcje Ri,n(u) nazywa się wymiernymi funkcjami bazowymi.
Powierzchnie NURBS powstają jako wynik mnożenia tensorowego dwóch krzywych NURBS, przez co mamy do czynienia z dwoma niezależnymi parametrami u i v. Powierzchnię NURBS można opisać następującą zależnością:

gdzie:

Funkcje Ri,j(u,v) podobnie jak dla krzywych nazywa się wymiernymi funkcjami bazowymi.
Właściwości krzywych i powierzchni NURBS powodują, iż świetnie nadają się do modelowania powierzchni o dużym stopniu złożoności. Ich plastyczna edycja pozwala na nadanie im pożądanego kształtu. W programie SolidThinking Evolve stworzono wstępną geometrię stylistyczną nadwozia, która została przedstawiona na rysunku 3.

Kolejnym krokiem było przygotowanie modelu nadwozia do wydruku 3D, przy wykorzystaniu technologii druku LPD. Zdecydowano się na wydruk modelu w podziałce 1:10 przy pomocy drukarki Zortrax M200 i materiału Z-Ultrat. Pole platformy wybranej drukarki to 200×200 mm, a maksymalna wysokość to 180 mm. W związku z tym, że wymiary modelu w podziałce 1:10 znaczenie przekraczają pole robocze drukarki, konieczny był podział modelu, na trzy części. Model uproszczono, usuwając detale, których drukarka nie byłaby w stanie poprawnie wytworzyć. Następnie model powierzchniowy został doprowadzono do postaci bryłowej (Rys. 4).
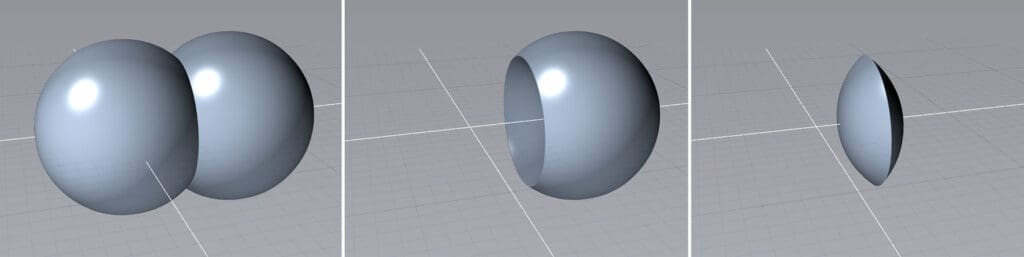
Ze względu na duże wymiary drukowanych elementów zdecydowano się na wydrążenie ich w taki sposób, aby zminimalizować objętość materiału. Do tego celu wykorzystano technikę CSG (ang. Constructive Solid Geometry). Jest to technika, w której definicja nowej bryły następuje poprzez wykonanie działania boolowskego na zbiorze brył składowych. Bryły te muszą się przenikać, aby wybrana operacja mogła zostać wykonana. Operacje boolowskie mogą polegać na sumie, różnicy lub części wspólnej brył. Przykłady tych operacji przedstawiono na rysunku 5.
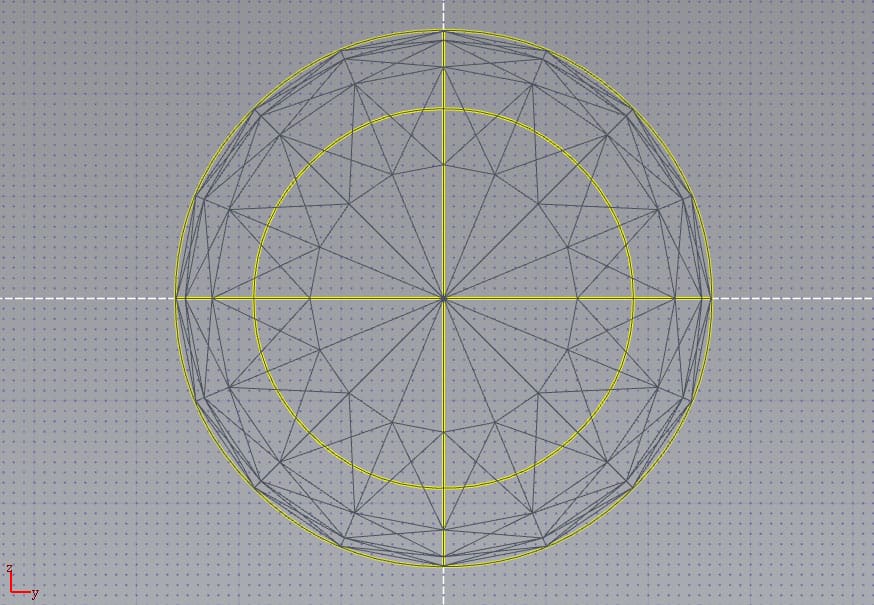
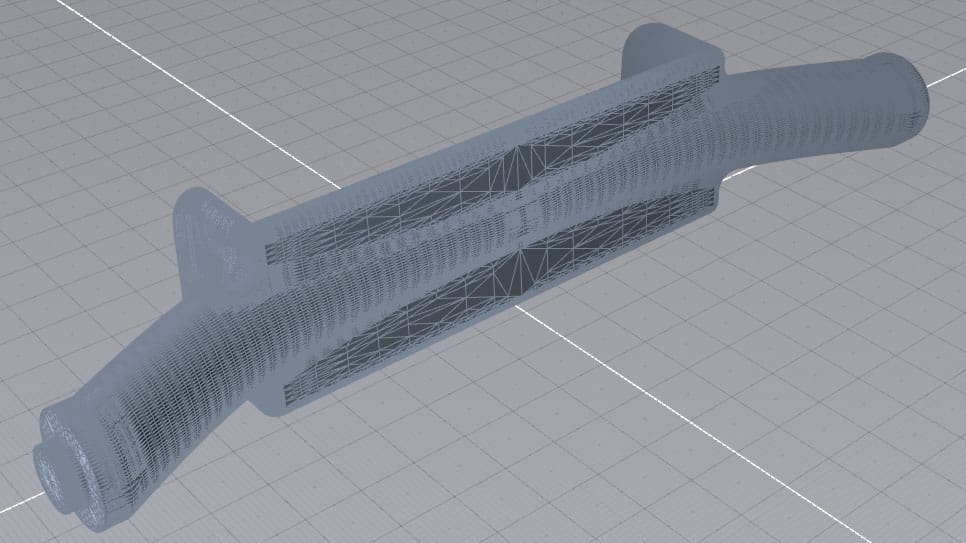
Wydrążenie drukowanych elementów musiało zostać przeprowadzone w taki sposób, aby zminimalizować zużycie materiału podporowego. Pochylenie wewnętrznych ścianek, tak aby zbiegały się w jednym, najwyższym punkcie, pozwoliło na wydrukowanie zamkniętego elementu z minimalną ilością materiału podporowego. Dzięki temu także zmniejszono czas wydruku oraz zminimalizowano ryzyko pękania w wyniku skurczu. Przygotowano także uproszczone modele kół, zawieszenia oraz lamp. Wszystkie modele przygotowane do druku zostały skonwertowane na format STL. Format ten jest specjalnym formatem plików stworzonym na potrzeby druku 3D w technologii stereolitografii. Modele w tym formacie są zbudowane z siatki trójkątów. Na rysunku 6 nałożono wygenerowaną siatkę trójkątów na geometrię CAD (żółty kolor).
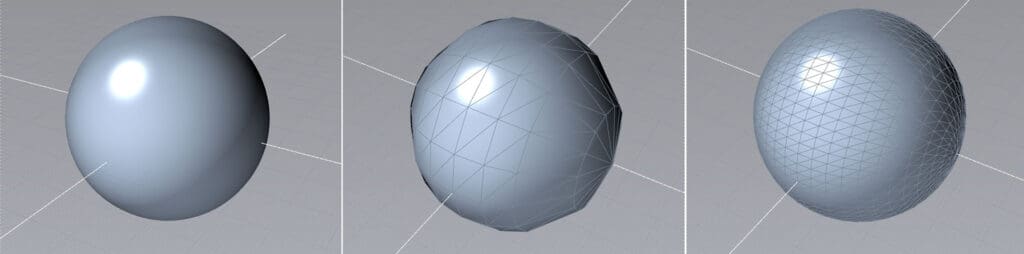
Właściwa definicja parametrów eksportu plików CAD do STL jest bardzo istotna, ponieważ od niej zależy jakość wydruku. Zbyt rzadka siatka trójkątów może spowodować utratę właściwego kształtu powierzchni, natomiast zbyt gęsta siatka może stwarzać problemy przy generowaniu lub odczycie w środowisku oprogramowania drukarki. W związku z tym, bardzo ważne jest znalezienie kompromisu pomiędzy jakością i stopniem skomplikowania siatki (Rys. 7).
Na jakość wydruku duży wpływ ma także wybór orientacji warstw. W technologii FDM nakładanie kolejnych warstw w procesie wydruku, np. przy pochylonych ściankach, może powodować efekt schodków, znacznie pogarszający gładkość powierzchni. Rysunek 8 ilustruje, w jaki sposób właściwe zorientowanie modelu na stole drukarki może zminimalizować ten efekt.

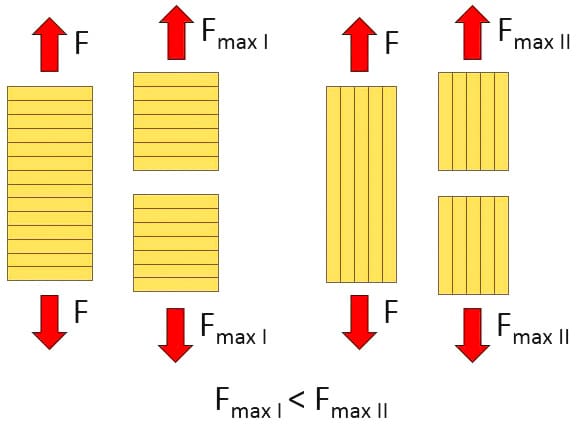
Orientacja warstw w wydruku jest istotna także z punktu widzenia wytrzymałości. Wydruki wykonane w technologii FDM cechują się anizotropią właściwości mechanicznych. Oznacza to, że wydruk, który jest rozciągany w poprzek warstw będzie znacznie słabszy od wydruku rozciąganego wzdłuż warstw (Rys. 9).
Cechę tę należy mieć na uwadze zwłaszcza w przypadku elementów, które mogą być narażone na obciążenia. W przypadku elementów drukowanych do modelu pojazdu HEX-XT najbardziej na obciążenia narażone były elementy zawieszenia, w związku z czym właściwe ułożenie warstw było w tych miejscach szczególnie istotne (Rys. 10).
Gotowe wydruki zostały sklejone oraz ręcznie obrobione pod kątem lakierowania. Model wymagał wypełnienia ubytków szpachlą oraz szlifowania powierzchni papierem ściernym, w celu doprowadzenia do jakości powierzchni na tyle dobrej, aby po lakierowaniu nie było widać śladów drukowania czy łączenia (Rys. 11).

Model po ręcznej obróbce wykańczającej został polakierowany kilkoma warstwami lakieru podkładowego, który pozwolił na wyeliminowanie ostatnich, trudnych do zeszlifowania niedoskonałości, takich jak efekt schodków. Pozostałe elementy zostały wygładzone oparami acetonu. Obróbka ta pozwala na bezdotykowe wygładzenie niewielkich elementów drukowanych, poprzez umieszczenie ich w szczelnym pojemniku wypełnionym oparami acetonu. Technika ta jest bardzo skuteczna dla małych elementów, ale należy uważać aby zbyt długa interakcja z acetonem nie zdeformowała delikatnych detali (Rys. 12).

Elementy łączące koła z nadwoziem zaprojektowano tak, aby w sposób pewny łączyły elementy w całość, bez obaw o pęknięcie czy odklejenie. Oprócz właściwej orientacji warstw, zadbano także o ciasne pasowanie łączeń, co w przy współpracy z klejem zagwarantowało pewne połączenie wszystkich elementów. Każda z części przed klejeniem została polakierowana na właściwy kolor. Nadwozie polakierowano w całości czerwonym lakierem, a następnie przy wykorzystaniu specjalnych, lakierniczych taśm maskujących dodano detale w postaci matowych nadkoli, połyskujących szyb, czy też atrapy chłodnicy. Podstawy lamp zostały uzupełnione przezroczystymi kloszami wykonanymi metodą termoformowania próżniowego. Jest to proces technologiczny, w którym płaską płytę lub folię nagrzewa się do temperatury uplastycznienia, a następnie naciąga się na formę poprzez wypompowanie powietrza z pomiędzy rozgrzanego materiału i formy. Obrobione i wykończone elementy połączono w całość uzyskując kompletny model pojazdu HEX-XT w podziałce 1:10 (Rys. 13).

Zbudowana makieta pozwoliła na fizyczną ocenę walorów stylistycznych nadwozia oraz niektórych aspektów ergonomii. Na tej podstawie wprowadzono wiele poprawek, takich jak uwydatnienie przedniego zderzaka, zmianę kształtu oraz lekkie wydłużenie tylnej klapy, a także poszerzenie całej kabiny, co bardzo pozytywnie wpłynęło na widoczność oraz ergonomię wnętrza.


Bartłomiej Błaszczak
Marian Ostrowski
Invenco Sp. z o.o.
artykuł pochodzi z wydania 4 (103) kwiecień 2016










