
































Zapis powierzchni obiektu uzyskany w wyniku skanowania 3D może zawierać błędy odwzorowania cech geometrycznych wynikające w głównej mierze z rozdzielczości urządzenia skanującego. W wyniku skanowania przekroje powierzchni elementów z reguły są poliliniami, a utworzone na nich powierzchnie – powierzchniami poligonalnymi. W przypadku obiektów technicznych będących wytworem projektowania inżynierskiego, obiekty nawet o bardzo złożonej strukturze z reguły są zbudowane z obiektów elementarnych, a złożoność konstrukcji uzyskiwana jest na drodze operacji logicznych na tych obiektach, bryłach lub powierzchniach oraz ich edycji. Odtworzenie postaci konstrukcyjnej elementu uzyskanego w wyniku skanowania 3D możliwe jest poprzez zastąpienie polilinii będących efektem digitalizacji modelu elementami geometrycznym typu: prosta, łuk i okrąg. W niniejszym artykule przedstawiono proces geometryzacji obiektu utworzonego na podstawie skanowania 3D. Proces geometryzacji został zrealizowany w dwóch, odrębnych procedurach. Pierwsza bazuje na uzyskanym w programie Geomagic modelu bryłowym. Procedura druga natomiast bazuje na chmurze punktów stanowiącej podstawę do utworzenia bryłowego modelu skanowanego obiektu. Do obróbki danych wyjściowych w postaci bryły lub chmury punktów wykorzystano program Solid Works.
Geometryzacje zeskanowanego obiektu przeprowadzono korzystając z dostępnych w programie Solid Works narzędzi do edycji modeli bryłowych, powierzchniowych i hybrydowych, rozumianych jako:
- Model powierzchniowy (ang. surface model) – przestrzeń zajmowana przez model ograniczona powierzchniami. W wyniku przecięć powierzchnie te wyznaczają krawędzie oraz punkty. Powierzchnie w tym modelu nie posiadają grubości.
- Model bryłowy (ang. solid model) – przestrzeń zajmowana przez model ograniczona ścianami, przy czym objętość przestrzeni ograniczonej przez ściany jest wypełniona tworzywem. Jedną z cech modelu bryłowego jest masa (gęstość wynikająca z przypisanego tworzywa i z objętości bryły).
- Model hybrydowy (ang. hybrid model) połączenie modelu powierzchniowego (rozbudowana postać geometryczna) oraz modelu bryłowego (tworzywo).
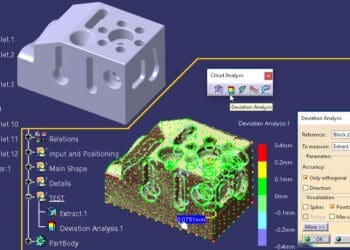
Wygenerowany model bryłowy w programie Geomagic, bazujący na chmurze punktów uzyskanych ze skanowania przedstawiony na rysunku 1, wykazywał liczne odchyłki postaci geometrycznej od obiektu rzeczywistego.

Odchylenia zilustrowane na rysunku 2 były konsekwencją zastosowanej rozdzielczości skanowania. W przypadku skanowania fragmentu obiektu, w którym występuje zmiana cech geometrycznych porównywalna z dokładnością skanowania np. podcięcie na rysunku 2a i 2d, sfazowanie na rysunku 2f lub lokalne zagniecenie będące konsekwencja zastosowanej technologii wytwarzania elementu rysunku 2c i 2e program generujący obiekt bryłowy wprowadza lokalne zniekształcenia na powierzchni odbiegające od rzeczywistej postaci obiektu. Celem edycji obiektu bryłowego utworzonego w programie Geomagic była eliminacja tych fragmentów powierzchni modelu, które zawierają odstępstwa od obiektu rzeczywistego. Wykorzystując w tym celu narzędzie Usuń powierzchnię z modelu bryłowego utworzono model powierzchniowy z zachowaniem powierzchni ograniczających przestrzeń tworzącą obiekt bryłowy.


Na otrzymanym modelu powierzchniowym usuwano fragmenty powierzchni wykazujące odchylenia od rzeczywistej postaci geometrycznej modelu, jak przedstawiono na rysunku 3 a) i 3 b). Wykorzystano w tym celu narzędzie Utnij powierzchnię, a następnie usunięty fragment powierzchni wypełniano powierzchnią styczną do powierzchni tworzących brzeg „łaty” korzystając z narzędzia Wypełnij powierzchnię – Styczne wypełnienie, jak pokazano na rysunku 3 c) i 3 d).


Przedstawione operacje edycji powierzchni modelu pozwoliły na jej częściowe „wygładzenie”, eliminując największe zaobserwowane odchyłki postaci geometrycznej modelu od obiektu rzeczywistego.
Te fragmenty powierzchni, które w dalszym ciągu wykazywały odstępstwa od cech geometrycznych obiektu rzeczywistego usuwano, edytując bryłę modelu poprzez wycięcie równoległymi płaszczyznami fragmentów z błędami, a następnie wypełniano je stosując operacje Wyciągnięcia po profilach.
Zdefiniowanie płaszczyzny wycinającej fragmenty modelu bryłowego wymagało utworzenia lokalnego układu współrzędnych. Uzyskany ze skanowania obiekt zlokalizowany był w układzie współrzędnych, jaki został przyjęty w procesie skanowania, co przedstawia rysunek 4. W ogólnym przypadku lokalny układ współrzędnych modelu nie pokrywa się z globalnym układem współrzędnych edytora graficznego programu do modelowania obiektów 3D. Konsekwencją niepokrywania się układów współrzędnych jest niemożliwość użycia standardowych widoków do obserwacji i edycji modelu z wykorzystaniem wstępnie zdefiniowanych powierzchni tworzących przestrzenny układ współrzędnych edytora graficznego.

W celu usprawnienia edycji modelu zdefiniowano lokalny układ współrzędnych oparty na osi elementu walcowego modelu i płaszczyźnie prostopadłej do tej osi (Rys. 5).

Utworzona płaszczyzna stanowiła płaszczyznę odniesienia do definiowanych płaszczyzn odsuniętych w kierunku normalnym, o zadaną wielkość. Powierzchnie poddane zostały edycji modelu bryłowego z zastosowaniem narzędzia Wyciagnięcie po profilach.
Do realizacji wycinana fragmentu modelu bryłowego wykorzystano narzędzie Wytnij powierzchnią (Rys. 6).

Wycięty fragment wypełniono elementem bryłowym korzystając z narzędzia Wyciągnięcie po profilach z opcją styczności do powierzchni nieusuniętej części modelu (Rys. 7).

Operacje Wyciągnięcie po profilach stosowano wielokrotnie, w tych miejscach modelu, które wykazywały odstępstwa od cech geometrycznych obiektu rzeczywistego (Rys. 8).

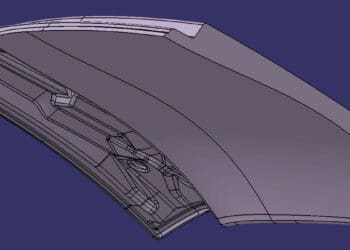
Utworzony model jest „pełnym” elementem bryłowym, natomiast rzeczywisty obiekt jest elementem cienkościennym o grubości ścianki 2 [mm] w części walcowej oraz 1 [mm] w pozostałej części, tzw. „płetwie”.
W wyniku zastosowanych operacji tworzenia elementu cienkościennego (Rys. 9), w miejscu przejścia części walcowej w „płetwę” powstaje uskok, będący konsekwencją różnych grubości elementów analizowanego modelu, co przedstawia rysunek 10 a).

W celu eliminacji karbu, powstały uskok wypełniono cienkościennym elementem walcowym z wewnętrzną powierzchnią stożkową, a efekt łagodnego przejścia pomiędzy powierzchniami uzyskano stosując opcje styczności powierzchni w miejscu styku wstawionego obiektu z istniejącymi powierzchniami wewnętrznymi modelu, co przedstawia rysunek 10 b).

Zgeometryzowany, cienkościenny model stanowił podstawę do utworzenia formy odlewniczej umożliwiającej wytworzenie modelu. Do tworzenia formy wykorzystano moduł programu SolidWorks: Narzędzia do projektowania form. W pierwszym kroku projektowania formy wygenerowano linię rozdzielającą powierzchnie o nachyleniu dodatnim i ujemnym z wykorzystaniem narzędzia Linia podziałowa. Podział na obszary o różnym nachyleniu warunkuje wyjęcie utworzonego modelu z formy. Wygenerowana linia podziałowa stanowi podstawę do utworzenia płaszczyzny podziału formy, co realizowane jest za pomocą narzędzia Powierzchnia podziałowa (Rys. 11).

Rdzeń i gniazdo formy tworzone są z wykorzystaniem narzędzia Oprzyrządowanie formy. Kolejne widoki tworzenia formy, co ilustrują rysunki 12 i 13.


Druga procedura geometryzacji obiektu uzyskanego w wyniku skanowania 3D, bazująca na edycji chmury punktów zostanie przedstawiona w kolejnym numerze „Projektowania i Konstrukcji Inżynierskich”.
dr inż. Kazimierz Mutwil
mgr inż. Joanna Gołębiewska-Kurzawska
Politechnika Śląska
artykuł pochodzi z wydania 6 (33) czerwiec 2010