























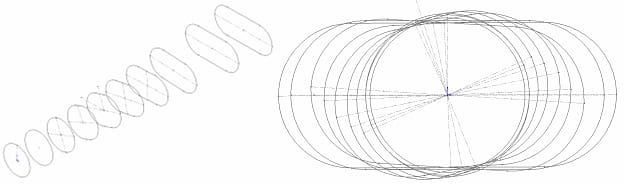
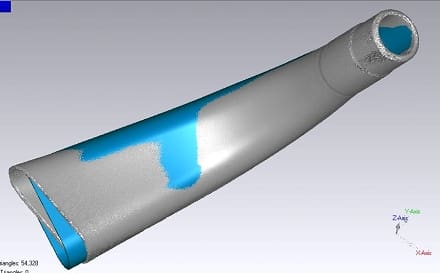
W poprzednim wydaniu „Projektowania i Konstrukcji Inżynierskich” przedstawiono procedurę geometryzacji obiektu uzyskanego ze skanowania 3D i wstępnie obrobionego w programie Geomagic. W niniejszym opracowaniu zaprezentowano procedurę, w której do otworzenia zapisu powierzchni analizowanego modelu wykorzystano chmurę punktów uzyskaną ze skanowania 3D (Rys. 1).

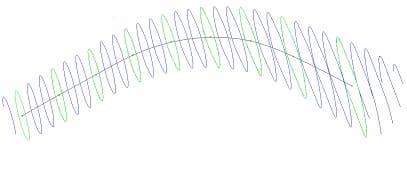
„Surowy” (pierwotny) efekt skanowania wymaga obróbki, której celem jest uzyskanie zbioru krzywych gładkich utworzonych na punktach skanowania. Otrzymane krzywe umożliwiają rozpięcie powierzchni, które odwzorowują postać geometryczną skanowanego obiektu. Na rysunku 2 przedstawiono krzywe gładkie aproksymujące przekroje skanowanego obiektu, utworzone na chmurze punktów.
Przedstawione krzywe zostały poprowadzone przez punkty skanowania leżące na wirtualnych równoległych płaszczyznach przecinających profil w kierunku poprzecznym i wzdłużnym.
W celu utworzenia modelu bryłowego wybrano te krzywe, które definiują poszczególne przekroje poprzeczne modelu (Rys. 3).
Krzywe odwzorowujące przekroje poprzeczne posłużyły do zdefiniowania krzywej wyciągnięcia profilu. Krzywą tą utworzono poprzez połączenie środków ciężkości poszczególnych przekrojów krzywą gładką 3D.
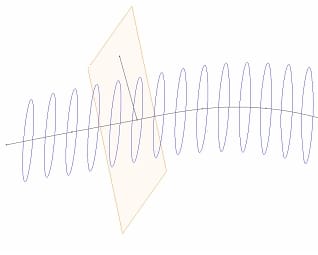
Warunkiem koniecznym do utworzenia bryły z wykorzystaniem narzędzia Wyciagnięcie po profilach, który umożliwiłby porównanie przekrojów otrzymanej bryły z przekrojami zawartymi w dokumentacji poprzedniej wersji modelu jest prostopadłość wyciąganych profili do ścieżki. Warunek ten nie był zachowany dla krzywych uzyskanych ze skanowania i utworzonej ścieżki. W celu otrzymania profilu normalnego do krzywej niezbędne jest zdefiniowanie płaszczyzny prostopadłej do krzywej wyciagnięcia w punkcie środka ciężkości wybranej krzywej tworzącej obrys przekroju poprzecznego. Operacje tą wykonano z zastosowaniem narzędzia Płaszczyzna/Normalna do krzywej. Utworzoną płaszczyznę normalną dla wybranej krzywej przedstawiono na rysunku 4.
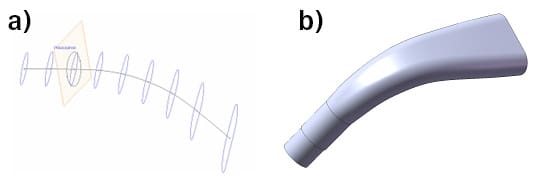
Dokonując rzutowania wybranych przekrojów poprzecznych na utworzone płaszczyzny normalne do krzywej wyciągnięcia otrzymano przekroje bazowe, na których wykonano operację wyciągnięcia po profilach tworząc bryłowy model zeskanowanego obiektu (Rys. 5).
Widok krzywych tworzących przekroje poprzeczne poprowadzone przez punkty skanowania, które rzutowano na płaszczyzny równoległe, których odległości odpowiadają odległością pomiędzy przekrojami na krzywej wyciągnięcia przedstawiono na rysunku 6.
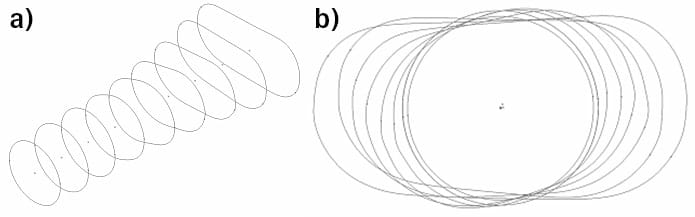
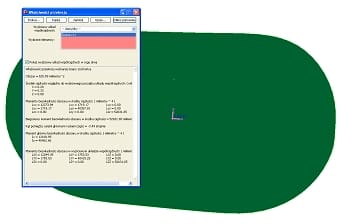
W obiekcie rzeczywistym przekroje płaszczyznami normalnymi do osi obiektu zgodnie z dokumentacją dla poprzedniej wersji obiektu składają się z elementarnych figur geometrycznych typu prostokąt i półokrąg. Z rysunku 6 wynika, że uzyskane przekroje są zamkniętymi krzywymi gładkimi, które odzwierciedlają rzeczywistą postać skanowanego obiektu, który wykazuje odstępstwa od jego cech projektowych. Różnice w cechach projektowych i rzeczywistych wynikają w głównej mierze z technologii wytwarzania obiektu, która wprowadza do projektowej postaci geometrii obiektu zaburzenia w postaci lokalnych zagnieceń, nierównomiernych odkształceń oraz głębokich rys powierzchniowych. W celu eliminacji wymienionych zaburzeń dokonano geometryzacji modelu, którą zrealizowano w dwóch etapach. W pierwszym etapie wykorzystując narzędzie Własności powierzchni określono środek ciężkości przekroju oraz wyznaczono kierunki głównych osi bezwładności przekroju elementu powierzchniowego utworzonego na wybranym profilu (Rys. 7).
Kąt skręcenia głównych osi bezwładności określał kąt skręcenia profilu względem globalnego układu współrzędnych, w jakim budowano model (Rys. 8).
Dostosowania dowolnego przekroju uzyskanego ze skanowania do jego postaci konstrukcyjnej realizowano zakładając:
- równość powierzchni przekrojów,
- pokrywanie się ich środków ciężkości.
Powyższe warunki zapisano w postaci układu równań:
 (1)
(1)
 (2)
(2)
gdzie:
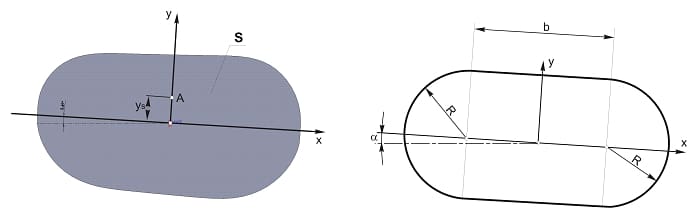
S – mierzone pole przekroju profilu (rzeczywistego) uzyskanego w wyniku skanowania,
ys – wyznaczone za pomocą programu SW położenie środka ciężkości górnej połowy profilu rzeczywistego.
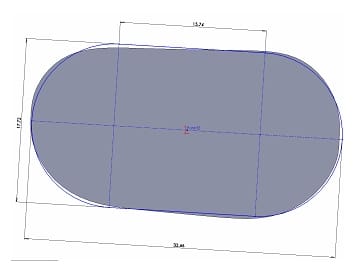
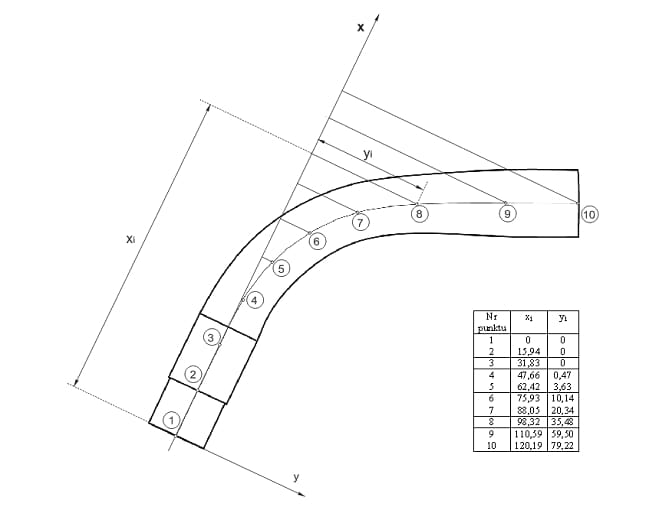
W wyniku rozwiązania układu równań (1,2) uzyskano wymiary zgeometryzowanych przekroi odwzorowujących profile przekroi uzyskane ze skanowania (Rys. 9).
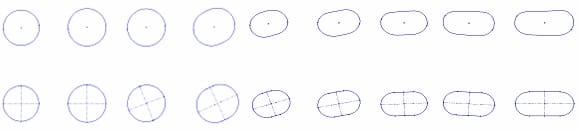
Na rysunku 10 zestawiono poszczególne krzywe obwodowe przekrojów uzyskanych ze skanowania oraz ich postać po zastąpieniu krzywych gładkich prostymi i łukami.
Na rysunku 11 przedstawiono krzywe tworzące przekroje poprzeczne po geometryzacji rzutowane na płaszczyzny równoległe.
Przekroje przedstawione na rysunku 11b stanowiły podstawę do utworzenia elementu bryłowego obiektu z wykorzystaniem narzędzia Wyciągnięcie po profilach, ponieważ geometryzacja nie zmieniła położenia ich środka ciężkości w związku z tym cechy krzywej wyciągnięcia nie uległy zmianie. Bryłową postać modelu utworzoną z zgeometryzowanych przekrojów przestawiono na rysunku 12.
Utworzony model stanowił postawę do wykonania dokumentacji technicznej modelu, co pokazano na rysunkach 13-14.
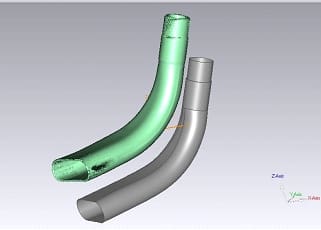
Uzyskany w wyniku przedstawionej procedury plik zawierający cechy geometrii utworzonego modelu po konwersji do formatu STL został porównany z plikiem wyjściowym, chmurą punktów, uzyskaną z skanowania. Analizę wymiarową obydwu plików wykonano w programie Geomagic Qualify. Postać geometryczną uzyskanej ze skanowania chmury punktów i postać geometryczną po skanowaniu przedstawiono na rysunku 15.
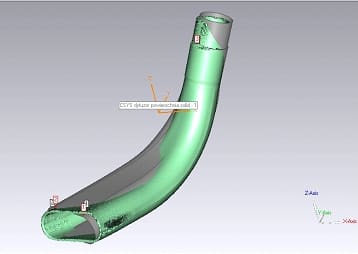
Analizę rozbieżności geometrycznej w programie Geomagic Qualify wykonano poprzez nałożenie porównywanych modeli na siebie tak, aby na powierzchni modelu STL znalazła się jak największa ilość punktów, pochodzących z modelu w postaci chmury punktów, jak pokazano na rysunku 16.
Optymalne dopasowanie obydwu porównywanych modeli uzyskano stosując narzędzie Best Fit Alignment (Rys. 17).

Plik wygenerowany przez narzędzie Best Fit Aligment stanowił podstawę do analizy odchyleń wymiarowych porównywanych modeli (Rys. 18).
Wynikiem porównania postaci geometrycznych realizowanym przez program Geomagic Qualify jest mapa bitowa rozkładu odchyleń punktowych analizowanych modeli, jak przedstawia to rysunkek 19.
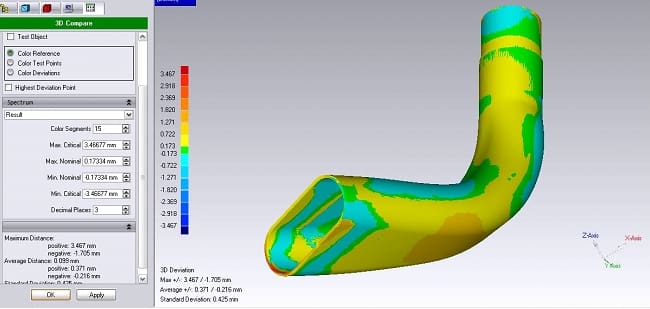
Przeprowadzona analiza odchyleń umożliwiła uzyskanie informacji na temat rozbieżności modelu uzyskanego po geometryzacji w odniesieniu do obiektu wyjściowego. Dla analizowanego obiektu średnia wartość odchylenia położenia punktu modelu i obiektu wyjściowego wynosi 0, 173 [mm] z odchyleniem standardowym wynoszącym 0,425 [mm]. Odchyłka wymiarowa modelu poddanego geometryzacji w odniesieniu do modelu wyjściowego wyniesie:
x̄ ± z ⋅ δ(x) (3)
gdzie:
x̄ – średnia wartość odchylenia położenia punktów modelu i obiektu
δ(x) – odchylenie standardowe położenia punktów,
z – zmienna standaryzowana rozkładu normalnego.
Dla danych uzyskanych z programu Geomagic Qualify odległość 99% punktów modelu i obiektu uzyskanego ze skanowania będzie zawarta w przedziale: 0,173 ± 2,576 ⋅ 0,425 tzn. rozrzut punktów obiektu i modelu będzie zawarty w przedziale: -0,92 ≤ x ≤ 1,27.
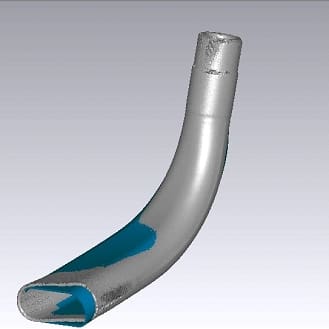
Rozbieżności wymiarowe modelu i obiektu rzeczywistego są głównie efektem geometryzacji modelu, w którym eliminowano wpływ technologii wytwarzania na postać obiektu. Natomiast maksymalna rozbieżność wymiarowa wynosząca około 3,5 [mm] odnosi się głównie do części końcowej elementu tzw. „płetwy”. Przyczyną różnic geometrii „płetwy” była niekompletność wygenerowanych punktów, przez które prowadzono krzywe aproksymujące przekroje obiektu. Geometryzując model pominięto w analizach szczegół budowy związanym ze ścięciem „płetwy”, jak pokazano to na rysunek 20. Pominięcie w modelu ścięcia jest przyczyną maksymalnych rozbieżności wymiarowych, ponieważ jednak rozbieżność ta nie wpływa istotnie na technologię wykonywania elementu nie dokonano odpowiednich korekt postaci modelu w celu jej eliminacji.
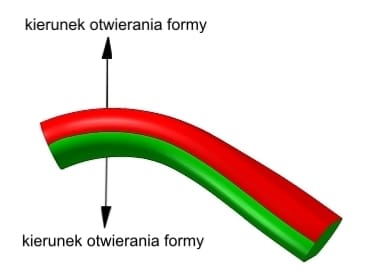
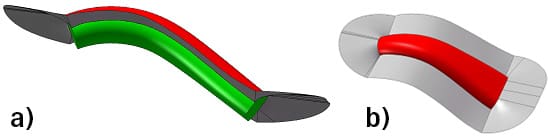
Do wykonania oprzyrządowania formy, która umożliwi wykonanie elementu wykorzystano zespół narzędzi do projektowania form. Na rysunku 21 przedstawiono element z podziałem jego ścian, na ściany o pochyleniu dodatnim i ujemnym przy założonym kierunku otwierania formy. Ściany nie wykazujące pochylenia dodatniego lub ujemnego (końcowe, płaskie ściany modelu) podzielono na części szkicu prostą 3D łączącą końce linii neutralnych z zastosowaniem narzędzia Podziel. Uzyskano w ten sposób zamknięta krzywą 3D, która stanowiła podstawę do utworzenia powierzchni neutralnej.
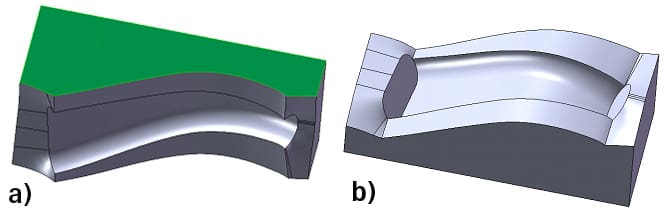
Powierzchnia ta oddziela rdzeń formy od jej gniazda oraz zapewnia wyjęcie wyrobu z formy prostopadle do kierunku jej otwierania (Rys. 22).
Stosując narzędzie Oprzyrządowanie formy utworzono górną i dolną część formy umożliwiającej wykonanie modelu (Rys. 23).
Przedstawione procedury (pierwsza z nich była prezentowana w poprzednim numerze „Projektowania i Konstrukcji Inżynierskich”) prezentują różne metody eliminacji błędów będących konsekwencją skanowania obiektów 3D i wynikających z rozdzielczości skanera, szumów digitalizacji oraz odstępstw cech geometrycznych obiektu rzeczywistego od jego postaci konstrukcyjnej wynikającej z technologii wytwarzania.
Pierwsza z przedstawionych procedur wykorzystuje standardowe procedury programu Solid Works pozwalające na wygładzenie powierzchni obiektu w sposób wizualny dopasowując jego postać geometryczną do obiektu rzeczywistego. Przedstawiona procedura w sposób stosunkowo mało złożony pozwala wyeliminować błędy skanowania, które objawiają się widocznymi odstępstwami obiektu i modelu. Wadą jej natomiast jest brak kontroli nad przeprowadzonym zabiegiem dostosowującym geometrię modelu i obiektu.
Druga z przedstawionych procedur, bazująca na „obróbce” chmury punktów, pozwala na realizację dostosowania cech modelu do jego wyjściowej postaci geometrycznej, nawet gdy obiekt rzeczywisty zawiera odstępstwa od swej postaci konstrukcyjnej. Procedura taka możliwa jest do przeprowadzenia tylko w przypadku, gdy znane są główne cechy geometryczne obiektu rzeczywistego. Sama eliminacja odstępstw polega w tym przypadku na modyfikacji cech geometrycznych modelu z zachowaniem cech geometrycznych obiektu.
dr inż. Kazimierz Mutwil
mgr inż. Joanna Gołębiewska-Kurzawska
Politechnika Śląska
Piotr Mikulski
Bibus Menos
artykuł pochodzi z wydania 7/8 (34/35) lipiec-sierpień 2010