

































Metoda elementów skończonych należy do grupy metod CAE – „Computer Aided Engineering” czyli innymi słowy „Komputerowo wspomaganego konstruowania” lub „Komputerowego wspomagania prac inżynierskich”. I być może to drugie tłumaczenie, pomimo tego, że nie brzmi zbyt szczęśliwie, jest bardziej trafnym określeniem MES jako metody pomocnej we wszelkiego rodzaju pracach inżynierskich. Nie tylko na etapie tworzenia konstrukcji, ale również później, podczas jej eksploatacji i ewentualnej modyfikacji. W tym artykule chciałbym przedstawić przykład zastosowania metody elementów skończonych podczas zadania identyfikacji częstości drgań własnych złożonej konstrukcji mechanicznej i optymalizacji jej budowy.
Każde ciało lub układ ciał (mechanizm) posiada pewne charakterystyczne dla siebie częstotliwości drgań własnych, które zależą od kształtu danego ciała (lub mechanizmu) oraz od własności fizycznych układu (czyli rodzaju materiału, z jakiego zbudowana jest konstrukcja). Drgania swobodne, drgania własne układów są niezwykle istotne w budowie maszyn – znajomość częstotliwości drgań własnych pozwala uniknąć zjawiska rezonansu. Z rezonansem w układach mechanicznych spotkał się chyba każdy kto chociaż raz jechał zdezelowanym autobusem. Brzęczenie szyb i osłon oraz drgania i stuki dochodzące z podwozia świadczą o tym, że częstotliwość drgań własnych „brzęczących” i „stukających” elementów pokrywa się z aktualną częstotliwością wymuszenia, czyli z częstotliwością drgań silnika, dla danej prędkości obrotowej. Nie wolno obciążać konstrukcji lub maszyn wymuszeniami, których częstotliwość pokrywa się z częstością drgań własnych układu. Przyłożenie obciążenia o częstotliwości drgań równej częstości rezonansowej maszyny lub jednego z jej elementów wywoła niekontrolowany wzrost amplitudy drgań i w najgorszym przypadku doprowadzi do zniszczenia konstrukcji, a w najlepszym przypadku będzie skutkowało niepoprawnym działaniem (hałas, stuki, silne wibracje o dużej amplitudzie).
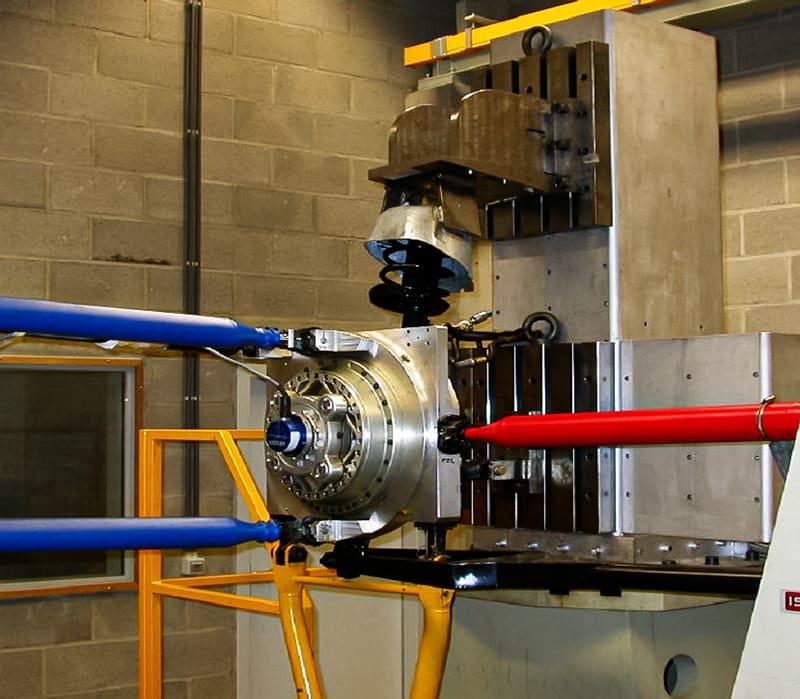
Do takiej właśnie sytuacji doszło podczas testów przeprowadzanych na maszynie „One Corner” przeznaczonej do testowania kompletnego zawieszenia samochodu. Nazwa „one corner” oznaczająca „jeden róg” dosyć wiernie opisuje przeznaczenie urządzenia. Maszyna służy bowiem do symulacji zachowania się jednego „rogu” zawieszenia np. lewego przedniego koła. Jest tam więc narzędzie wyglądające jak obręcz koła samochodu, wraz z wahaczami, amortyzatorem i sprężyną. Jest komplet siłowników służących do zadawania sił bocznych na koło (jakie występują np. podczas jazdy na ostrym łuku), jest możliwość zadawania sił symulujących sytuację nagłego hamowania, jest także kompletne oprzyrządowanie pozwalające, na zadawanie przemieszczeń pionowych koła i umożliwiających imitowanie jazdy po nierównościach drogi. Testy takie są dosyć istotne ponieważ umożliwiają nie tylko weryfikację wytrzymałościową zawieszenia samochodu, ale także pozwalają na identyfikację sił jakie działają na poszczególne elementy amortyzatora, wahaczy itd. Z tego też powodu maszyna jest wyposażona w szereg czujników umożliwiających obserwację zachowania się poszczególnych komponentów zawieszenia. Sygnał wymuszający przekazywany do siłowników, będący informacją o tym jakie siły lub przemieszczenia należy zadać na koło, pochodzi od producenta samochodów i najczęściej jest sygnałem zarejestrowanym podczas jazdy prawdziwym samochodem po torze testowym. Z tego też powodu bardzo często jest on nazywany sygnałem drogowym.
Zdarzyło się, że po wprowadzeniu pewnych modyfikacji w konstrukcji maszyny testującej, jeden z sygnałów dostarczonych przez producenta wywoływał rezonans urządzenia. Na pierwszy rzut oka podczas testów nic się z maszyną nie działo, jednak wskazania jednego z czujników nasuwały podejrzenia, że częstotliwość wymuszenia jest zbyt bliska częstości drgań własnych samego czujnika lub elementów, do których jest on przymocowany.
Należało więc zidentyfikować częstości drgań własnych maszyny testującej, porównać je z częstotliwościami sygnału wymuszającego i następnie zmienić konstrukcję tak, aby całkowicie wyeliminować mody zbliżone do częstotliwości rezonansowej lub przesunąć je poza strefę niebezpieczną.
Identyfikacja częstotliwości drgań własnych urządzenia została przeprowadzona przez wynajętą firmę zewnętrzną, która przeprowadziła eksperyment stosując wymuszenie impulsowe (poprzez uderzenie za pomocą specjalizowanego młotka modalnego) i analizując odpowiedź kilkudziesięciu czujników przyspieszeń w kierunkach X, Y i Z. Za pomocą wspomnianej analizy modalnej udało się zidentyfikować dwie kluczowe postacie drgań własnych urządzenia, o częstotliwościach znajdujących się w zakresie częstotliwości generowanych przez sygnał wymuszający, używany do testów zawieszenia.
Przyszła zatem pora na krok następny – optymalizację konstrukcji pod kątem przesunięcia jej częstotliwości rezonansowych poza zakres częstotliwości generowanych przez sygnał wykorzystywany do testów komponentów zawieszenia. Pewne kierunki optymalizacji konstrukcji zostały zaproponowane podczas przeprowadzania analizy modalnej. Wystarczyłoby więc zmodyfikować konstrukcję oraz powtórnie przeprowadzić analizę w celu weryfikacji pozytywnego wpływu wprowadzonych zmian na postaci drgań własnych. Proste? Nie do końca. Po pierwsze nie ma żadnej gwarancji, że zmiana wprowadzona na „chybił trafił” rozwiąże problem. Po modyfikacji i przeprowadzeniu badań może okazać się, że konieczna jest kolejna zmiana konstrukcji i ponowna jej weryfikacja. Taka metoda iteracyjna jest czasochłonna i bardzo kosztowna, a czas i pieniądze mają w przemyśle ogromne znaczenie. Po drugie, należy pamiętać, że jeden z sygnałów wymuszających powodował fałszywe wskazania jednego z czujników, jednakże sytuacja ta nie oznaczała, że należy kwestionować testy przeprowadzane dla innych sygnałów drogowych. Maszyna była sprawna i nadawała się do przeprowadzania większości testów. Z tego też powodu wszelkie metody optymalizacji konstrukcji, które powodowały jej unieruchomienie na dłuższy czas nie mogły być brane pod uwagę.
Zadecydowano więc, że wszelkiego rodzaju optymalizacje konstrukcji dokona się wpierw na modelu wirtualnym z wykorzystaniem MES, a zatrzymanie maszyny i rzeczywista zmiana jej konstrukcji nastąpi dopiero po uzyskaniu pewności, że wybrana modyfikacja zakończy się sukcesem.
Metoda elementów skończonych to nie tylko sposób na określenie naprężeń i odkształceń konstrukcji pod wpływem działających obciążeń. Z pomocą tego narzędzia obliczeniowego można wyznaczyć o wiele więcej – między innymi częstości i postacie drgań własnych elementów lub całych mechanizmów. Ograniczeniem w zasadzie jest tylko wielkość modelu i możliwości sprzętowe, jakimi dysponuje stanowisko do przeprowadzania obliczeń.
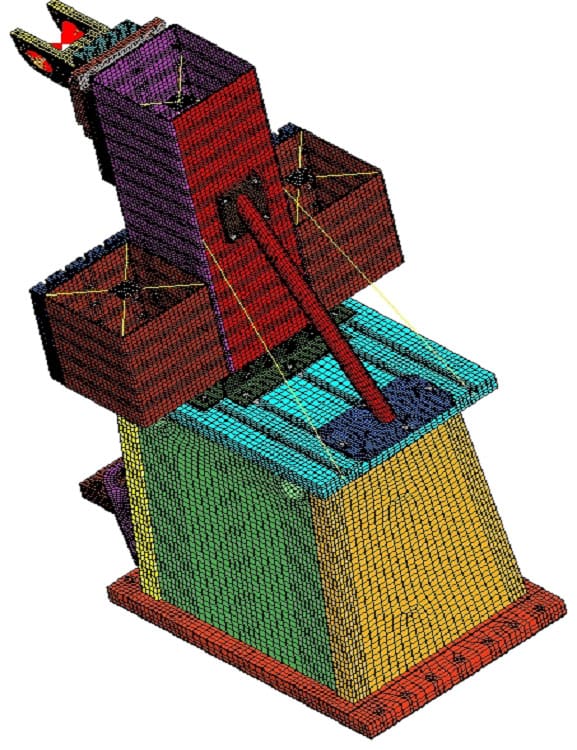
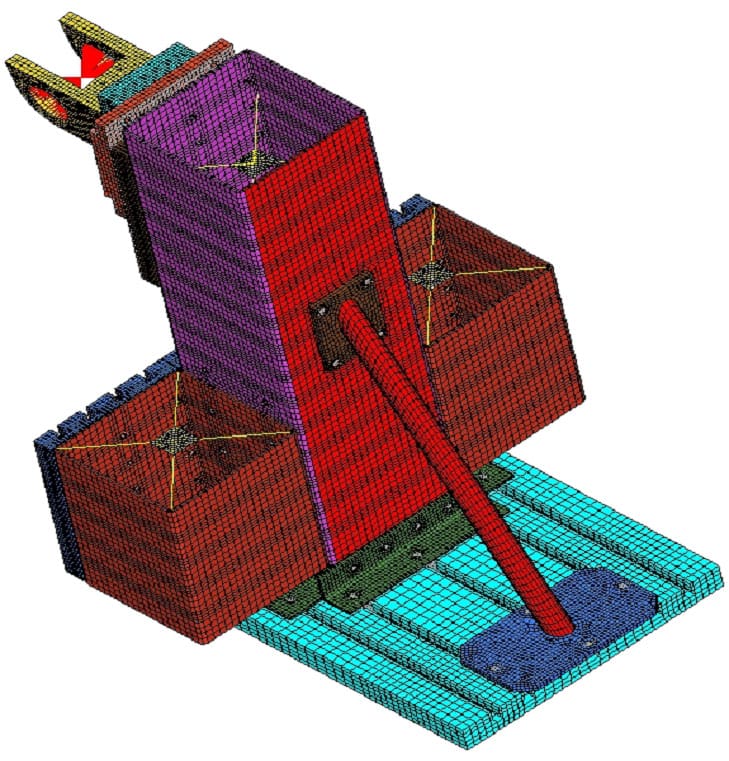
W analizowanym przypadku wirtualny model był bardzo duży. Nie tylko z powodu gabarytów (wysokość ok. 2.5 m), ale głównie z powodu ogromnej liczby części połączonych ze sobą za pomocą śrub, sworzni lub spoin.

Przed przystąpieniem do nałożenia siatki elementów skończonych należało więc model „oczyścić” z wszelkiego rodzaju zbędnych części. W trakcie nakładania siatki usunięto wszystkie stosunkowo małe elementy takie jak śruby lub niewielkie sworznie. Zdecydowano się również na pominięcie pewnych otworów o średnicach małych w porównaniu z gabarytami całej maszyny. Innymi słowy pominięto pewne drobne części i otwory modelu, których rząd wielkości był porównywalny z rozmiarami elementów skończonych nakładanych na model maszyny. Kolejną trudnością, którą należało rozwiązać była ogromna liczba podzespołów modelu oddziałujących na siebie nawzajem. Analiza modalna w MES jest analizą liniową i z tego też powodu nie można zamodelować w niej kontaktu gdyż oznaczałoby to wprowadzenie nieliniowości. Pierwszą decyzją było połączenie za pomocą wspólnych węzłów lub połączeń typu „tie” wszystkich części, które do tej pory były ze sobą złączone za pomocą śrub lub połączeń spawanych. Wstępna analiza pokazała jednak, że postacie drgań własnych uzyskane dla takiego sposobu modelowania różnią się w znaczny sposób od tych uzyskanych za pomocą analizy modalnej przeprowadzonej na rzeczywistym obiekcie. Trzeba było więc zarzucić pomysł tak drastycznego uproszczenia modelu i wybrać inny sposób modelowania. Połączenia spawane w dalszym ciągu modelowano jako „tie” lub za pomocą wspólnych węzłów jednak śruby zastąpiono elementami 1D typu „beam”. Dlaczego w ten sposób? Inną opcją było zastosowanie elementów sztywnych typu „rigid”. W takim jednak przypadku nie byłoby możliwe sterowanie sztywnością połączenia. Wybierając elementy „beam” przyporządkowuje im się powierzchnię przekroju poprzecznego oraz pewną wartość modułu Younga. Dla stali jest to ok. 2,1×105 MPa. Elementy takie zachowują się w zasadzie jak sprężyny, których sztywność jest proporcjonalna do modułu sprężystości oraz wielkości przekroju poprzecznego.
Ponowna analiza przeprowadzona po wprowadzeniu tych zmian w istotny sposób zmieniła postać modów. Postacie drgań własnych stały się podobne do zmierzonych.
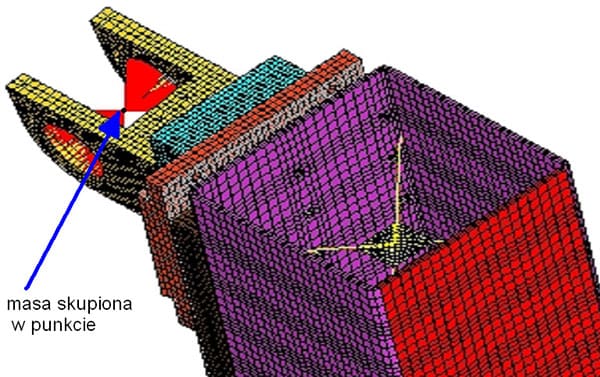
Do modelu MESowskiego wprowadzono również inne uproszczenia – takie jak zastąpienie masą skupioną pewnych elementów, co do których istniało uzasadnione podejrzenie, że nie są istotne dlacałokształtu zachowania się układu. Punkt, któremu przyporządkowano masę usuniętego podzespołu był połączony elementami sztywnymi z pozostałą częścią mechanizmu.
Pozostało jeszcze zdefiniować warunki brzegowe. Mechanizm był utwierdzony w sposób oczywisty – węzłom dolnej części płyty stanowiącej podstawę całego mechanizmu odebrano 6 stopni swobody. Tym częściom mechanizmu, które były podłączone do siłowników odbierano tylko niektóre stopnie swobody np. 2 i 4 (czyli zablokowano im możliwość przemieszczania się w kierunku Y oraz obrotu dookoła X).
Wstępne symulacje pokazały dodatkowo, że nie istnieje potrzeba analizowania całego mechanizmu. Sztywność dolnej części maszyny jest tak duża w porównaniu z częścią górną, że w zasadzie nie ma ona wpływu na postać częstości drgań własnych górnej części maszyny. Przy czym należy tutaj wspomnieć, że to górna część składająca się z trzech „wież” (jednej dużej i dwóch małych po bokach) miała zostać poddana optymalizacji. Postanowiono więc, w celu przyspieszenia obliczeń, usunąć podstawę z modelu. Takie, w zasadzie dość duże, uproszczenie nie zmieniło postaci drgań własnych, a jedynie zwiększyło o ok. 10-15% każdą z pierwszych pięciu częstotliwości drgań własnych. Mając to na uwadze postanowiono przeprowadzać optymalizację modelu bez elementów podstawy. Natomiast po uzyskaniu wyników końcowych, zdając sobie sprawę z ograniczeń spowodowanych wyeliminowaniem dolnej części, postanowiono przeprowadzić ponowną analizę. Tym razem uwzględniała już ona wpływ podstawy na wyniki częstości drgań własnych całego mechanizmu.
Analiza MES polegająca na obliczaniu częstości drgań własnych modelu jest analizą liniową i w zasadzie nie zajmuje wiele czasu. Dlatego też nie zawsze warto jest upraszczać model w sposób aż tak drastyczny jak przedstawiono w niniejszym artykule, gdyż może okazać się, że czas zaoszczędzony podczas analizy nie zrekompensuje czasu i wysiłku poświęconego na modyfikację i wprowadzanie zmian w modelu. W tym jednak przypadku należało dokonać optymalizacji kształtu. Spodziewano się więc kilku, jeżeli nie kilkunastu iteracji zmiany konstrukcji i tym samym sporej liczby przeprowadzanych symulacji. Dodatkowo należało wcześniej dostroić model tzn. odnaleźć taki sposób modelowania, aby dla konstrukcji przed modyfikacją uzyskać takie same postaci i częstotliwości drgań własnych jak te, uzyskane za pomocą analizy modalnej przeprowadzonej na rzeczywistym obiekcie.
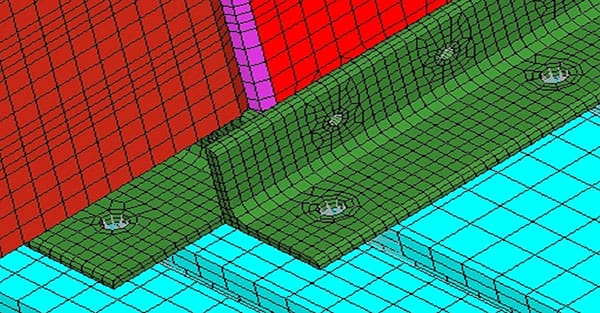
W zasadzie korelację pomiędzy wynikami obliczeń, a rezultatami pomiarów udało się uzyskać już w trzeciej iteracji. Modelowanie z wykorzystaniem mas skupionych w punktach okazało się poprawne, również przedstawianie wszelkiego rodzaju połączeń spawanych jako więzów typu „tie” nie uległo zmianie. Modelowanie połączeń śrubowych za pomocą elementów typu „beam” przyniosło efekty dopiero wtedy gdy założono bardzo dużą sztywność tych elementów. Dopiero wtedy udało się uzyskać postacie drgań własnych porównywalne ze zmierzonymi, wciąż jednak częstotliwości nie były skorelowane. Dokładniejsza analiza przyczyn rozbieżności pomiędzy obliczeniami a pomiarami wykazała, że popełniono prosty błąd. Rys. 6 przedstawia w powiększeniu sposób w jaki zamodelowano połączenie śrubowe. Widać na nim dosyć dużą liczbę elementów typu „beam”. Każdy z tych elementów miał zdefiniowaną średnicę rzędu kilku milimetrów. Każdemu z tych elementów przyporządkowano materiał. Początkowo była to stal o standardowej gęstości i typowym module Younga. W trakcie korelacji zwiększono moduł sprężystości do bardzo wysokiej, wręcz nierzeczywistej wartości. Gdzie zatem popełniono błąd? Otóż na każde połączenie śrubowe przypada, jak widać na rysunku 6, kilka lub nawet kilkanaście elementów 1D. Każdy z nich ma zdefiniowaną długość i średnicę – zajmuje więc jakąś objętość. Materiał przyporządkowany tym elementom miał zdefiniowaną gęstość typową dla stali. Każdy z nich ważył więc co najmniej kilkanaście gram.
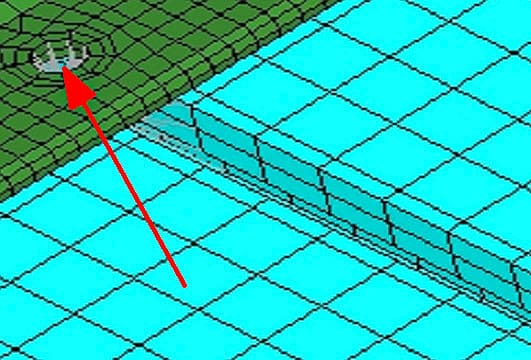
Mnożąc taką masę pojedynczego elementu przez całkowitą liczbę elementów 1D przypadającą na jedno połączenie śrubowe uzyskuje się masy od kilkuset gram do nawet 1 kg. Niewiele w porównaniu z masą całej maszyny, lecz duża liczba tych połączeń (zwłaszcza na styku pomiędzy małymi wieżami, a dużą) powodowała, że do układu przyłożono dodatkowo masę co najmniej kilkudziesięciu kilogramów.
Zmieniając (zmniejszając do nierzeczywistej wartości) gęstość materiału elementów 1D udało się ostatecznie uzyskać postaci i częstości drgań własnych porównywalne ze zmierzonymi. Ostatecznie więc, modelowanie połączenia elementami „beam” okazało się niepotrzebne. Równie skuteczne byłoby zamodelowanie połączeń elementami typu „rigid”.
Nadeszła więc pora na optymalizację. W trakcie badań na rzeczywistym obiekcie wywnioskowano, że należy zwiększyć i tym samym „wyrzucić” poza obszar częstotliwości sygnału drogowego dwie postacie drgań własnych. Jedna z nich odpowiadała za ruchy dużej wieży w kierunku X, druga za ruchy w kierunku Y.
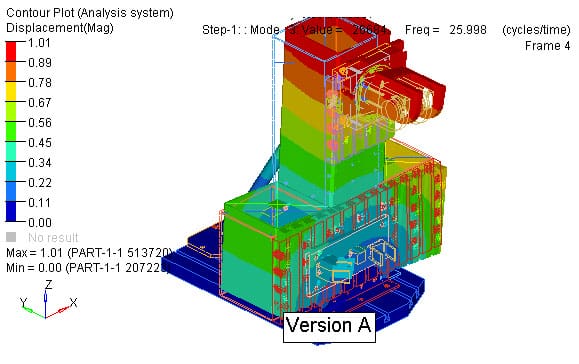
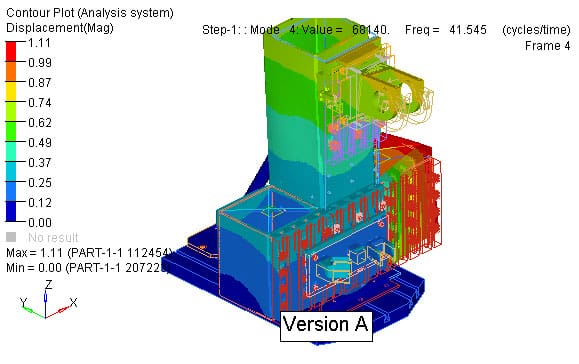
Rys. 7 Dwie najbardziej istotne postaci drgań własnych
Taka zmiana – zwiększenie częstotliwości drgań – może być wykonana na kilka sposobów. Dwa z nich narzucają się same – zmiana masy i/lub zwiększenie sztywności układu drgającego. Z pewnych przyczyn zmiana masy elementów współpracujących z układem, jak i samych wież nie wchodziła w rachubę. Przyjęto więc strategię zwiększenia sztywności układu. Wpierw należało potwierdzić słuszność tej strategii. Aby uniknąć straty czasu w przypadku gdyby pomysł okazał się „niewypałem” zrezygnowano ze zmiany sztywności poprzez zmianę geometrii konstrukcji, a jedynie zdecydowano się na zmianę parametrów materiałów z jakich były wykonane poszczególne elementy. Zamiast więc zwiększać grubość ścianki wieży zmieniano jej moduł sprężystości (co powodowało zwiększenie ich sztywności) oraz zwiększano gęstości materiału z jakiego była zbudowana (symulowało to wzrost masy układu drgającego na skutek zmiany grubości). Początkowe analizy potwierdziły słuszność strategii zwiększania sztywności.



Zwiększenie sztywności tylnej ścianki dużej wieży, rury – wspornika oraz kątowników mocujących wieżę do podstawy spowodowało wzrost obydwu częstości drgań własnych o ok. 26%. Wprowadzone modyfikacje nie były jednak wystarczające – wciąż niższa z częstości drgań własnych znajdowała się w „zakazanym” obszarze. Kierunek modyfikacji był jednak znany. Przygotowano więc ostateczną wersję zmian konstrukcjii zweryfikowano za pomocą analizy MES. Sposób zmiany konstrukcji jest przedstawiony na rys. 9. Do konstrukcji wprowadzono dodatkowe elementy takie jak płyty, żebra oraz dwuteowniki w celu jej usztywnienia w dwóch kierunkach.



Rys. 10 Dwie analizowane częstości drgań własnych wynik przed i po optymalizacji konstrukcji
Należy tutaj podkreślić, że względy estetyczne nie miały najmniejszego znaczenia i nie były w ogóle brane pod uwagę. Jedynym kryterium jakie przyjęto była prostota i czas dokonywania usprawnień (czyli innymi słowy czas, na jaki maszyna została wyłączona z eksploatacji). Ostatecznie uzyskano wzrost wartości o ponad 100% w przypadku niższej i ponad 50% w przypadku wyższej częstości drgań własnych.
Antoni Skrobol
Opisane prace wykonanow Centrum Badawczo-Rozwojowym Tenneco Automotive w Gliwicach
artykuł pochodzi z wydania 10 (25) październik 2009










