

































Procesy elektrochemiczne są obecne we wszystkich gałęziach przemysłu, gdzie konieczne jest stosowanie zmian właściwości powierzchniowych materiałów metalicznych, lub przewodzących materiałów polimerowych. Dzięki stosowaniu obróbek galwanicznych elementy zyskują m.in. na własnościach: trybologicznych, antykorozyjnych lub podnoszą walory estetyczne.
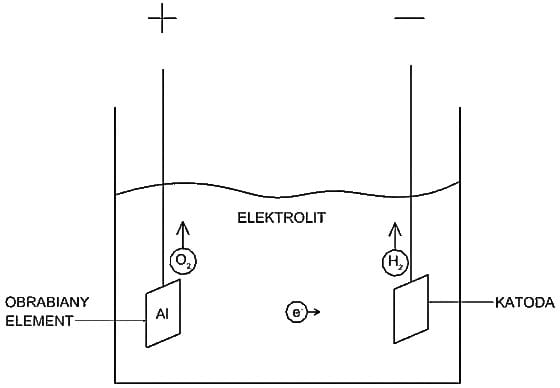
Anodowanie aluminium (inaczej: anodowe utlenianie aluminium lub eloksacja) jest procesem, podczas którego na powierzchni metalu tworzy się warstwa jego tlenku. W trakcie prowadzenia anodowania obrabiany element podłączony jest do układu elektrochemicznego jako anoda, natomiast katodą jest zazwyczaj płaska formatka wykonana z materiału niereagującego z elektrolitem. Podczas przepływu prądu przez układ (Rys. 1), wytwarzany tlen na powierzchni aluminium reaguje z metalem tworząc powłokę tlenkową – w zależności od użytego elektrolitu oraz parametrów procesu jej struktura może się różnić.
Niezależnie od rodzaju obrabianego stopu aluminium, przed przystąpieniem do anodowania powierzchnię należy odpowiednio przygotować. Jest to kluczowe, ponieważ bez odpowiedniego przygotowania powierzchni pewnych stopów aluminium, proces może zachodzić niepoprawnie. Niektórych serii stopów aluminium nie anoduje się (bądź jest to utrudnione), ze względu na problemy, takie jak występowanie przebarwień lub wżerów na powierzchni modyfikowanej.
Przed anodowaniem na ogół stosuje się obróbkę mechaniczną (szlifowanie, polerowanie), po której element poddawany jest obróbce chemicznej (Rys. 2). Element jest trawiony w roztworze zasadowym o podwyższonej temperaturze – dzięki temu zabiegowi usuwane są tłuszcze i smary oraz aktywuje się powierzchnię. Niepożądanym wynikiem tego procesu, może być powstawanie na powierzchni wyrobu osadu składającego się m.in. ze związków składników stopowych. Osad ten usuwa się poprzez stosowanie drugiej obróbki – kąpieli rozjaśniającej, znanej również pod nazwą polerowania chemicznego. Substancje zawarte w roztworze kąpieli rozjaśniającej nie powinny reagować z czystym aluminium, natomiast wskazane jest aby skutecznie usuwały wszelkie tlenki oraz osad po trawieniu. Należy zaznaczyć, że po każdym procesie chemicznym powierzchnia jest dokładnie płukana wodą destylowaną. Poprawnie dobrane składy chemiczne kąpieli trawiącej i rozjaśniającej mogą być z powodzeniem stosowane do przygotowywania elementów wykonanych z różnych serii stopów aluminium.



Po kąpieli trawiącej i polerującej element poddaje się anodowaniu. Proces jest złożony, ze względu na liczbę parametrów, którymi można operować w celu osiągnięcia odpowiednich właściwości (rodzaj i stężenie elektrolitu, obecność substancji pomocniczych w kąpieli, czas procesu, temperatura elektrolitu, obecność mieszania, parametry układu elektrycznego). Warto zaznaczyć, że podobne właściwości warstw można uzyskać stosując różne chemikalia i parametry procesu.
W mikroskali proces anodowania można podzielić na dwa etapy. W pierwszym etapie powstaje jednorodna warstwa barierowa tlenku. Po przekroczeniu pewnej grubości warstwy barierowej (uzależnionej m.in. od napięcia prądu), powstający tlenek z wierzchu charakteryzuje się heksagonalnym kształtem komórek oraz obecnością porów pośrodku każdej komórki (na schemacie z rysunku 3 przedstawiono przypadek idealny). Porowatość warstwy jest wynikiem zachodzenia jednocześnie dwóch zjawisk: przyrostu warstwy, spowodowanym przepływem prądu przez układ oraz jej rozpuszczaniem w agresywnym środowisku.

W celu uzyskania warstwy anodowej o pożądanych właściwościach należy odpowiednio dobrać:
- rodzaj elektrolitu i jego stężenie (wpływa na strukturę i grubość warstwy),
- temperaturę procesu (wpływa na porowatość i grubość warstwy),
- parametry prądowych (wpływają na strukturę warstwy),
- czas procesu (wpływa na grubość warstwy).
Wykorzystanie różnych elektrolitów pozwala na wytworzenie warstw o różnych właściwościach, np.:
- antykorozyjnych (kwas siarkowy (VI) lub chromowy (VI)),
- adhezyjnych (kwas fosforowy (V)),
- elektroizolacyjnych (kwas borowy).
Regulacja temperatury wpływa na grubość oraz strukturę warstwy. Im niższa temperatura, tym grubszą warstwę można uzyskać. Prowadzenie procesu w podwyższonej temperaturze jest jednym ze sposobów zwiększenia porowatości warstwy.
Zmiany parametrów układu elektrycznego mogą służyć uzyskaniu różnych mikrostruktur warstwy, dla przykładu: aby uzyskać własności elektroizolacyjne stosuje się napięcie prądu rzędu 300 V, podczas gdy anodowanie dekoracyjne wymaga napięcia rzędu 30 V. Natężenie prądu wpływa na prędkość reakcji powstawania warstwy. Musi ono być odpowiednio dobrane pod konkretną serię stopu aluminium. W innym wypadku, przy zbyt dużej wartości natężenia może nastąpić efekt lokalnego przepalania wyrobu.
Czas procesu anodowania zazwyczaj jest dłuższy, w celu wytworzenia warstw chroniących przed korozją. Anodowanie można również przeprowadzić dwukrotnie, trawiąc tlenek powstały w pierwszym procesie, dzięki czemu mikrostruktura wytworzonej warstwy w trakcie drugiego anodowania jest bardziej jednorodna. Jest to stosowane między innymi do produkcji wysokiej jakości membran filtracyjnych.
Bezpośrednio po anodowaniu element nie ma polepszonych właściwości antykorozyjnych, jednak cechuje się zwiększoną adhezją. Jest to spowodowane wysoką porowatością powłoki, którą w zależności od wymagań poddaje się klejeniu bądź dalszej obróbce. Klejenie/lakierowanie powinno się odbyć w jak najkrótszym czasie po wysuszeniu powierzchni anodowej.
W celu wytworzenia warstwy o właściwościach antykorozyjnych, element zanurza się w kąpieli uszczelniającej pory, najczęściej jest to kąpiel we wrzącej wodzie. W podwyższonej temperaturze tlenek aluminium reaguje z wodą tworząc hydraty, zwiększając tym samym swoją objętość. Stosowane są również kąpiele uszczelniające w temperaturach pokojowych, jednak wykorzystywane w tym celu chemikalia są mocno toksyczne.
Jeśli pożądana jest zmiana koloru wyrobu, przed kąpielą uszczelniającą można go poddać kąpieli w roztworze barwnika. Barwnik wnika w głąb porowatej powłoki, a podczas uszczelniania zostaje w niej uwięziony, dzięki czemu efekt jest trwały. Na rysunku 4 przedstawiono przykładową paletę barw możliwych do wytworzenia z wykorzystaniem anodowania.

Zanurzeniowe anodowanie aluminium jest z powodzeniem stosowane między innymi w przemysłach: lotniczym, samochodowym, ciężkim czy budowlanym.
W przemyśle lotniczym, oprócz technologii zanurzeniowej, wykorzystywana jest również technologia przeprowadzania anodowania w worku próżniowym. System PACS (ang. phosphoric acid containment system; Rys. 5) umożliwia przeprowadzenie procesu na dowolnej powierzchni płaskiej lub zakrzywionej, również od spodniej strony. Technologia ta wykorzystywana jest do przygotowywania powierzchni płatowca przed doklejaniem kompozytowych pakietów naprawczych. Wynikiem przeprowadzenia takiej naprawy jest lokalne wzmocnienie struktury. Wykorzystanie systemu PACS w celu przygotowania powierzchni przed klejeniem zwiększa trwałość naprawy.

Pracę rozpoczyna się od zabezpieczenia powierzchni, które nie są poddawane modyfikacjom. W tym celu wykorzystuje się taśmy klejące odporne na działanie chemikaliów. Następnie odtłuszcza się powierzchnię poddawaną obróbce acetonem, szlifuje się ją papierem ściernym i oczyszcza z pozostałości po obróbce. Podobnie jak w przypadku anodowania zanurzeniowego, należy przeprowadzić trawienie oraz polerowanie chemiczne. Wykonuje się to z użyciem pędzla lub włókniny nasączonej odpowiednim roztworem. Wokół tak przygotowanej powierzchni sporządza się worek próżniowy (Rys. 6), którego najważniejszymi elementami są: złącza podciśnieniowe (odsysając powietrze powodują równocześnie przepływ elektrolitu lub wody), złącza dostarczające elektrolit (w tym przypadku kwas fosforowy) oraz siatka ze stali nierdzewnej, służąca jako katoda w procesie anodowania. Siatka jest oddzielona od powierzchni płatowca, również podłączonej do układu elektrycznego, tkaniną drenażową – w innym przypadku podczas podłączenia prądu wystąpiłoby zwarcie. Przygotowanie powierzchni i worka próżniowego zajmuje około półtorej godziny, natomiast sam proces trwa 30 minut. Powierzchnię po przeprowadzonym procesie anodowania przepłukuje się wodą, a następnie, po zdjęciu worka próżniowego, suszy nagrzewnicą elektryczną.

Przygotowana powierzchnia po procesie charakteryzuje się tęczowym zabarwieniem (spowodowane jest to interferencją fali świetlnej odbitej od cienkiej warstwy anodowej; Rys. 7). Przed procesem doklejania kompozytowego pakietu naprawczego, na powierzchnię można dodatkowo nanieść preparaty zwiększające adhezję i preparaty antykorozyjne. Doklejanie kompozytowego pakietu naprawczego również przeprowadzane jest z wykorzystaniem systemu mobilnego, co umożliwia wykonanie naprawy w warunkach polowych.


płk dr hab. inż. Krzysztof Dragan
dr inż. Michał Sałaciński
mgr inż. Piotr Broda
Instytut Techniczny Wojsk Lotniczych
Literatura:
[1] Short T.: The Identification and Prevention of Defects on Anodized Aluminium Parts, Metal Finishing Information Services Ltd., 2003
[2] Sieber M. i in.: Effect of Nitric and Oxalic Acid Addition on Hard Anodizing of AlCu4Mg1 in Sulphuric Acid, Metals, 2018
[3] Chung C.K. i in.: Effect of pulse voltage and aluminum purity on the characteristics of anodic aluminium oxide using hybrid pulse anodization at room temperature, Thin Solid Films, 2011
[4] Volk P., Weigelt C.: Post Treatment of Anodising Layers Low Temperature and High Performing Ni-free Alternatives. Bensheim, SurTec.
[5] anodizing.co.nz/anodising
[6] Park S.Y., Choi W.J., Choi H.S.: A review of the recent develpoments in surface treatment techniques for bonded repair of aluminum airframe structures, International Journal of Adhesion and Adhesives, 2017
Pierwotnie artykuł został opublikowany w wydaniu 7/8 (130/131) lipiec/sierpień 2018










