

































W dzisiejszych czasach nowoczesne systemy wspomagające obróbkę skrawaniem umożliwiają przygotowanie procesu i weryfikacje obróbki poza parkiem maszynowym. Pozwala to na istotne zmniejszenie czasu potrzebnego na wdrożenie detalu, przez co zwiększamy moc przerobową produkcji. Najbardziej widoczne jest to przy produkcji jednostkowej, gdzie zachodzi duża rotacja obrabianych detali.
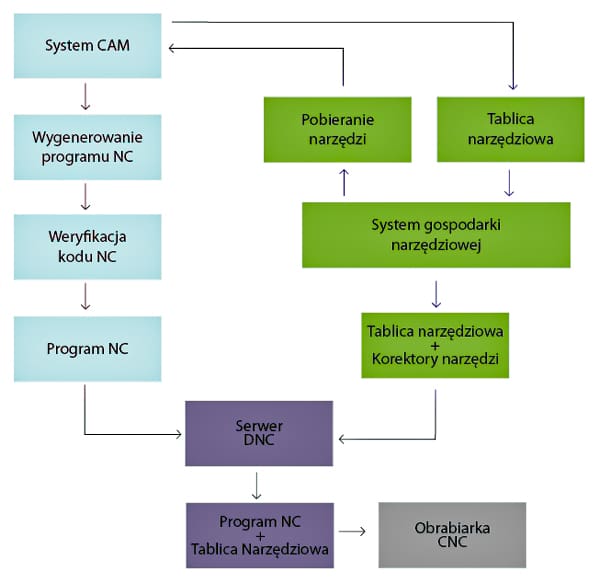
Spróbujmy zaplanować taki proces na przykładzie obrabiarki horyzontalnej z obrotowym stołem, wymienną głowicą kątową z osią A i C, oraz głowicą planującą tokarską, która umożliwia zarówno toczenie, jak i frezowanie w pięciu osiach. Zacznijmy od przedstawienia schematu przepływu danych pomiędzy poszczególnymi częściami systemu.
Podstawowa część procesu jest wykonywana w dziale technologicznym. Tu planujemy praktycznie całą obróbkę, tworzymy program w systemie CAM, weryfikujemy obróbkę i dobieramy optymalny przebieg procesu. Zaczynając jego tworzenie na samym początku dobieramy sposób zamocowania na obrabiarce detalu do obróbki. Następnie dobieramy kolejność obrabianych płaszczyzn; na naszej obrabiarce możemy wykonywać zarówno obróbkę w pięciu osiach, jak i toczenie, więc możliwości są nieograniczone. Ważnym elementem procesu jest też dobór odpowiedniej ilości punktów bazowych.
Obróbkę w pięciu osiach można wówczas zaplanować na trzy różne sposoby:
- tworząc jeden punkt bazowy dla wszystkich pięciu płaszczyzn;
- tworząc punkt bazowy globalny i odnoszące się do niego punkty bazowe lokalne dla każdej z 5 płaszczyzn;
- tworząc dla każdej płaszczyzny osobny niezależny punkt bazowy.


Pierwszy sposób sprawdza się doskonale dla małych elementów, drugi i trzeci znajdują zastosowanie w dużych i skomplikowanych elementach. Różnica pomiędzy tymi rozwiązaniami polega na tym, że w drugim przypadku w tabeli punktów zerowych na obrabiarce tworzymy tylko jeden punkt globalny, a system CAM przelicza automatycznie wartości dla pozostałych układów współrzędnych podczas generowania programu. W trzecim przypadku musimy stworzyć na obrabiarce pięć punktów zerowych – dla każdej płaszczyzny jeden, co w przypadku detali nieforemnych jest bardzo trudne. W obu przypadkach płaszczyzny są niezależne, co umożliwia przesuwanie ich bez ingerencji w pozostałe. Możemy więc wykonywać kompletną obróbkę dla jednej płaszczyzny i dopiero potem przechodzić do następnej albo pracować na wszystkich płaszczyznach jednocześnie. Dzisiejsze systemy CAM są coraz bardziej elastyczne i umożliwiają różnorodność obróbki.


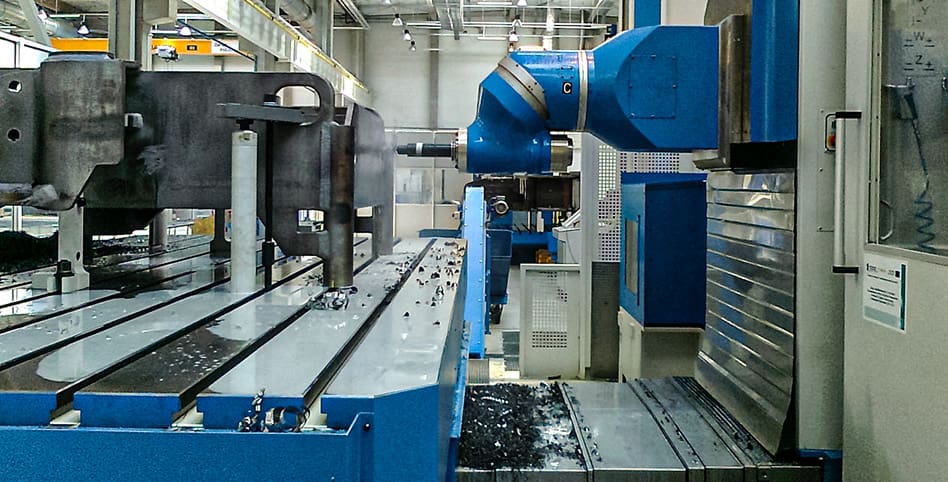
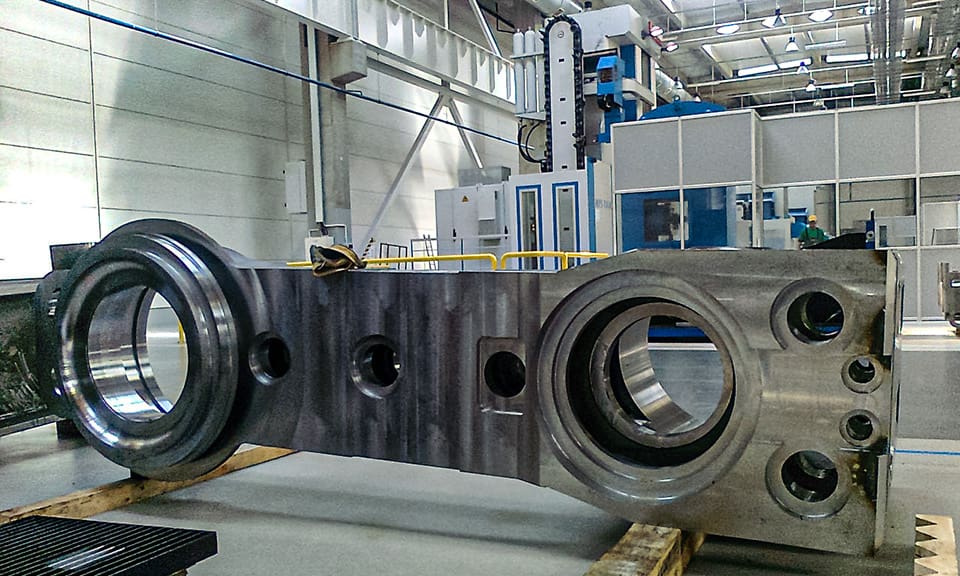
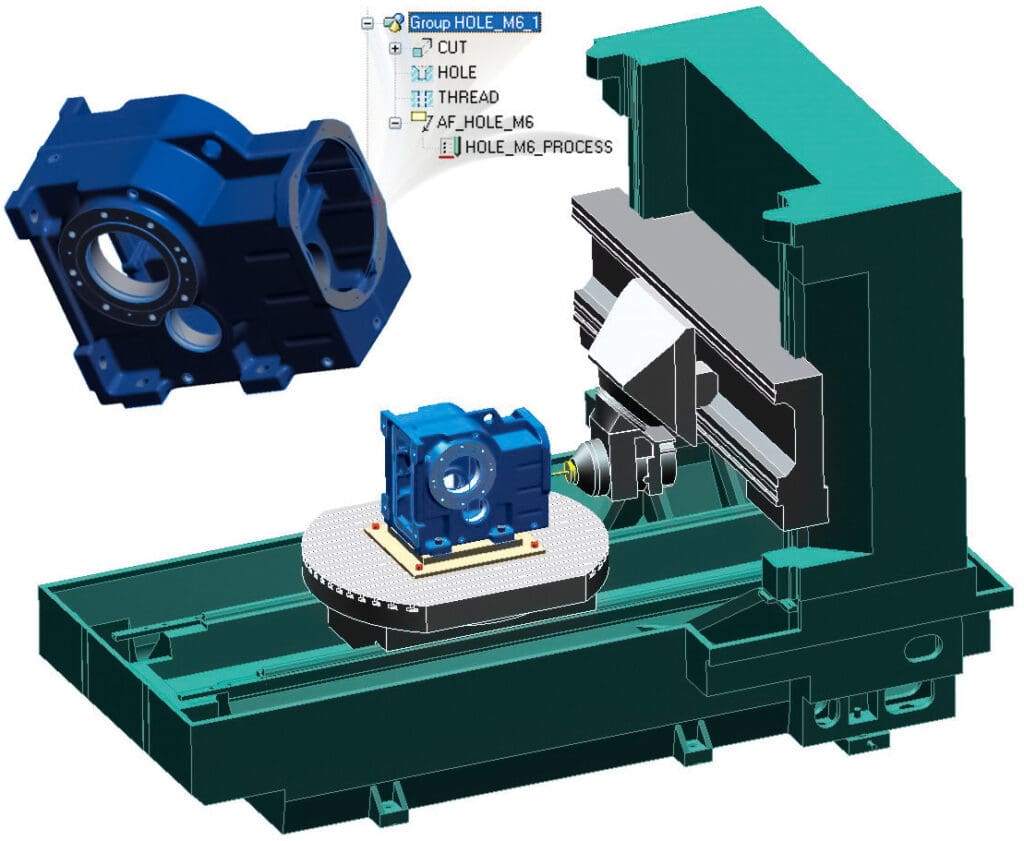
W przedstawionym przykładzie (na zdjęciach powyżej) najlepiej założyć punkt zerowy osobno dla każdej płaszczyzny, gdyż wtedy możemy przybliżać i oddalać jedne płaszczyzny, nie ingerując w inne. W elementach odlewanych lub spawanych czasem istnieje konieczność przesunięcia obróbki dla całej płaszczyzny, np. jeżeli któraś blacha zostanie wspawana z niewielkim przesunięciem, możemy przesunąć punkt zerowy, a wraz z nim zostaną przesunięte wszystkie operacje, które wykonujemy.
Przy toczeniu na maszynie horyzontalnej można to zrobić na dwa różne sposoby:
- tworząc punkt zerowy w osi toczenia i ustawiając w postprocesorze automatyczne przejście w cykl toczenia w momencie najechania na ten punkt;
- możemy również – za pomocą funkcji postprocesora – przełączać się na cykl toczenia w momencie, w którym uznamy to za konieczne.
W pierwszym przypadku program jest bardziej czytelny gdyż wszystkie wartości są przeliczane do osi toczenia. W momencie najazdu na punkt toczenia przełączają się osie, co pozwala programować w układzie osiowym, jak na tokarce. W drugim – wartości są przeliczanie z punktu bazowego dla całej płaszczyzny.


W pierwszym przypadku program jest bardziej czytelny gdyż wszystkie wartości są przeliczane do osi toczenia. W momencie najazdu na punkt toczenia przełączają się osie, co pozwala programować w układzie osiowym, jak na tokarce. W drugim – wartości są przeliczanie z punktu bazowego dla całej płaszczyzny.

Sposób, w jaki ustawimy punkty zerowe, odwzorowuje strukturę programu, jeżeli ustawimy tylko jeden punkt zerowy, czy program będzie czytelny dla operatora? Na pewno nie, gdyż po zmianie płaszczyzny obróbki, tak naprawdę nie jest w stanie znaleźć punktu odniesienia. Równie ważnym elementem mającym wpływ na kształt programu jest sposób, w jaki został napisany postprocesor, w którym miejscu są włączane i wyłączane funkcje maszynowe, odpowiedni dobór cykli, komentarzy i sposobu obracania osiami. W każdym systemie sterowania obrabiarki znajdują się cykle standardowe, bez względu czy jest to Simens, Heidenhain, Matrix czy inny. W postprocesorze każdy cykl można połączyć z operacją w systemie CAM np.:
- operację wiercenia z cyklem wiercenia
CYCLE82 ( 1. , 0 , 1. , -15. ,,),- operację gwintowania z cyklem gwintowania
CYCLE840 ( 6. , 0 , 6. , -10. ,,0,0,3 ,1,,1.75 ,3,1 ,0) itd.Ważne by każda zmienna z cyklu była przypisana w odpowiednie miejsce w postprocesorze. Generując program z wykorzystaniem cykli mamy bardziej przejrzysty kod NC, operacje wygenerowane za pomocą cykli zajmują praktycznie jedną linijkę, porównajmy to na frezowaniu gwintu:
CYCLE90(500,422,5,347,,56,50.5,5.5,200,2,0,1050,1250)Jeżeli wygenerujemy program bez zastosowania cyklu jedna operacja może nam zająć nawet kilkadziesiąt linijek, przez co program staje się mało przejrzysty:
G91 G0 X0 Y0 Z-75.617G1 G41 D10 X2.552 Y-25.179 ZO F6G91 G3 X25.170 Y25.170 Z0.617 CR=25.170 F6G91 G3 X0 Y0 Z5.5 I-27.722 J0 F6G91 G3 X-25.170 Y25.170 Z0.617 CR=25.170G0 G40 X-2.552 Y-25.170 Z0G91 G0 Z26.266G1 G41 D10 X2.552 Y-25.179 ZO F6G91 G3 X25.170 Y25.170 Z0.617 CR=25.170 F6G91 G3 X0 Y0 Z5.5 I-27.722 J0 F6G91 G3 X-25.170 Y25.170 Z0.617 CR=25.170G0 G40 X-2.552 Y-25.170 Z0Taka sama sytuacja jest z obracaniem osiami. Można wtedy skorzystać z cyklu do obrotu osiami:
CYCLE800(0,"MILLING_HEAD",0,27,0,0,0,0.0000,-90.0000,0.0000,0,0,0,-1,),lub generować program i za każdym razem wpisywać obrót osiami.
Istotna jest także kolejność wczytywania funkcji maszynowych takich jak: pobieranie i oddawanie głowicy, zerowania osi, włączania i wyłączania chłodziwa, obrotów wrzeciona itd.
Kolejnym elementem na jaki mamy wpływ są komentarze oraz nagłówki. Tutaj kolejność jest dowolna, ważne by program był czytelny i zrozumiały dla operatora:
; WYMIANA NARZEDZIA ; OPERACJA : SPOT DRILLINGN12 LOAD_MHN13 T12N14 M6N18 S1000 M3N19 CYCLE800(0,"MILLING_HEAD",0,27,0,0,0,0.0000,0.0000,0.0000,0,0,0,-1,)N24 MCALL CYCLE81 ( 100. , 0 , 1. , -1. ,, 0 )N25 X315. Y-440.N31 MCALLN32 G0 Z400.Jeżeli już posiadamy proces obróbczy to kolejnym etapem jest pobranie do systemu CAM za pomocą interfejsu narzędzi z systemu gospodarki narzędziowej. W systemie gospodarki narzędziowej przechowywane są wszystkie narzędzia, oprawki narzędziowe oraz inne elementy potrzebne do złożenia zestawu narzędziowego. Każde narzędzie można poskładać wirtualnie i pobrać w formie modelu do systemu CAM wraz z parametrami obróbki dla danego rodzaju materiału. Nie musimy szukać parametrów obróbki po katalogach ani sprawdzać dostępności narzędzia, system pozwala nam w każdej chwili sprawdzić, gdzie dane narzędzie się znajduje.
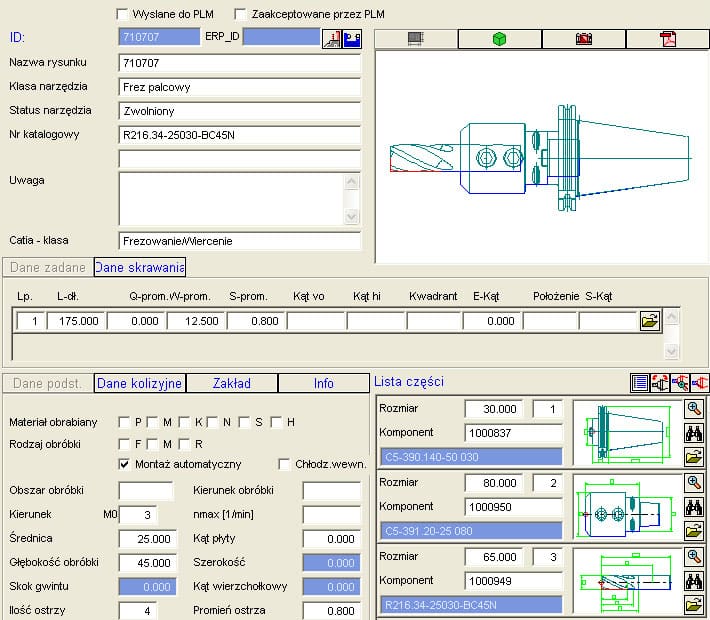

Po pobraniu wszystkich narzędzi potrzebnych do naszego procesu w systemie CAM tworzona jest tablica narzędziowa, która wysyłana jest potem do systemu gospodarki narzędziowej. System ten znajduje się w narzędziowni, gdzie narzędzia są fizycznie składane i mierzone. Następnie do tablicy narzędziowej dodawane są korekty narzędzi i wysyłane dalej do serwera DNC; format tablicy jest dostosowany do obrabiarki na której będziemy wykonywać obróbkę. Jeżeli mamy przygotowaną listę narzędziową potrzebny jest jeszcze program NC. Po stworzeniu całej obróbki w systemie CAM następuje wygenerowanie procesu za pomocą postprocesora.
Następnie kod programu jest wysyłany do systemu weryfikacyjnego, gdzie następuje sprawdzenie bezkolizyjności programu. Weryfikacja odbywa się na modelu kinematycznym obrabiarki, przy czym różnica pomiędzy weryfikacją a symulacją jest taka, że weryfikacja odbywa się na wygenerowanym kodzie maszynowym, co pozwala wychwycić wszystkie kolizje i ewentualne błędy.
Zalety systemu weryfikacji:
- analiza programu NC;
- symulacja procesu obróbki skrawaniem i obrabiarki na wygenerowanym programie NC;
- analiza wymiarów;
- analiza i optymalizacja warunków skrawania;
- symulacja pomiarów sondą pomiarową;
- optymalizacja długości narzędzia.
Po sprawdzeniu prawidłowości kodu przesyłamy go do serwera DNC, gdzie znajduje się już tablica (o tej samej nazwie) z korektami narzędziowymi. Następnie cały pakiet wysyłany jest na obrabiarkę CNC.

W ten sposób otrzymujemy gotowy pakiet danych potrzebny do obróbki.
Bezkolizyjny czas wdrożenia programu NC na obrabiarce zmniejsza się w zasadzie do włożenia narzędzi w odpowiednie miejsca magazynu narzędziowego i ustawienia punktów bazowych. Operator nie musi się martwić o to, czy narzędzie nie jest za krótkie i czy nie wystąpi kolizja, gdyż wszystko zostało sprawdzone podczas weryfikacji kodu NC. Sposób, w jaki został przedstawiony proces obróbki pozwala na zminimalizowanie czasu przygotowawczego i wdrożeniowego do minimum. Proces można jeszcze rozbudować o pobieranie i wysyłanie na serwer tablicy punktów zerowych, wtedy serwer DNC będzie wysyłał na obrabiarkę pakiet trzech plików (program CNC, tablice narzędziową i tablice punktów zerowych). To zastosowanie jest przeznaczone raczej do produkcji seryjnej.
Jarosław Straszak
FAMUR S.A.
artykuł pochodzi z wydania Czerwiec 5 (45) 2011










