

































Na dzisiejszym rynku prawie wszyscy światowi producenci materiałów spawalniczych sprzedają te same materiały pod innymi nazwami handlowymi. Aby móc porównywać materiały spawalnicze wykorzystuje się normy europejskie EN, amerykańskie i normy światowe ISO. Każdy producent ma obowiązek wpisać na opakowaniu oznaczenie wg norm, dostarczyć atest, protokół zgodności z normą, protokół badania technologii, nadać wyrobowi znak CE. W poniższym artykule chcemy opisać jak dobierać materiały dodatkowe do spawania na podstawie adoptowanych przez Polski Komitet Normalizacyjny norm EN i ISO.
System oznaczania materiałów dodatkowych do spawania
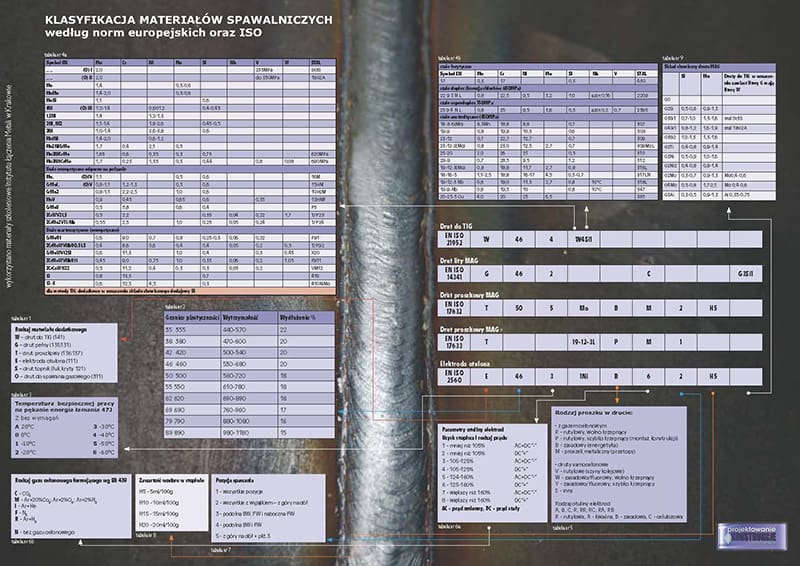
W naszym zestawieniu staraliśmy się umieścić najbardziej istotne informacje pozwalające rozszyfrowywać oznaczenia EN i ISO materiałów spawalniczych. Jest to przydatne przy poszukiwaniu zamienników lub szybkim porównywaniu własności materiałów różnych producentów.
Na następnych stronach omówimy zasady tworzenia europejskich symboli materiałów spawalniczych, pokażemy jak dobierać symbole dla konkretnej metody spawania, konkretnej stali i konkretnego zastosowania. Oczywiście nie każdy producent wytwarza dokładnie taki materiał, o jaki nam chodzi. Wtedy jednak dobieramy materiał o lepszych lub akceptowalnych własnościach.
Podamy także przykładowe oznaczenia materiałów spawalniczych dla rożnych metod spawania – dla stali konstrukcyjnych, energetycznych, nierdzewnych i kwasoodpornych.
Metody spawania można podzielić na takie, w których kropla ciekłego metalu przechodzi z elektrody otoczona żużlem chroniącym ciekły metal przed wypalaniem węgla (111, 136, 137) i takie, w których metal z kropli paruje (wpływając na parametry spawania) i reaguje z nie idealną osłoną (wypalanie węgla w metodach 135, 311), oraz metody spawania w osłonie gazów szlachetnych (141 i 131), w których w zasadzie nie są wypalane pierwiastki stopowe. W pierwszej metodzie producent może gwarantować skład chemiczny spoiny, a w pozostałych – skład chemiczny drutu. Ze zrozumiałych względów przy spawaniu w osłonie gazów szlachetnych nie podaje się pozycji spawania (w metodzie 131 zależy ona od oprogramowania spawarki, a w metodzie TIG spawa się we wszystkich pozycjach spawania z wyjątkiem pozycji z góry na dół).
Jeżeli chodzi o stale, to w stalach konstrukcyjnych podaje się parametry wytrzymałościowe, a nie podaje się ich w stalach energetycznych i wysokostopowych, bo ich własności, takie jak odporność korozyjna czy odporność na pełzanie – gwarantuje skład chemiczny.
Na początku oznaczenia podaje się numer normy. Oczywiście tych norm jest więcej niż podaje nasze zestawienie. Normy można odszukać na stronie pkn.pl lub w katalogach firmowych.
Symbol metody spawania dobiera się z tabeli 1. Przy czym G oznacza drut pełny, zarówno do spawania elektrodą topliwą w osłonie gazów aktywnych MAG (135), jak też drut do spawania w osłonie gazów szlachetnych MIG.
W tabeli 2 podano parametry wytrzymałościowe, jak granica plastyczności stopiwa, wytrzymałość na rozciąganie i minimalne wydłużenie. Granicę plastyczności w zależności od hartowania spoiny (grubości spawanych materiałów) dobieramy o 1 lub 2 rzędy wyżej aby złącza pękały poza spoiną. Oczywiście do spawania dużych grubości lepiej jest wybrać materiał producenta gwarantującego lepszą rzeczywistą plastyczność spoiny.
W tabeli 3 podano temperaturę, przy której pęknięcie nie rozprzestrzenia się w krysztale spoiny z prędkością dźwięku, pod wpływem energii fali ultradźwiękowej uwalniającej się podczas pękania, lecz się zatrzymuje. W czasie II wojny światowej uczelnie USA określiły, że temperaturę powyżej przejścia w stan kruchy gwarantuje energia łamania stopiwa 47 J. Stal 18G2 (z dodatkiem manganu nie normalizowana) w temperaturze +20 °C ma większą udarność od stali St3S, natomiast w temperaturze –10 °C jest odwrotnie. Dopiero rozdrobnienie ziarna przez dodanie śladowych ilości 0.02% glinu i w wyniku obróbki cieplnej w 920 °C powoduje, że stal 18G2A jest lepsza od stali St3S i może bezpiecznie pracować w temperaturze -30 °C. Stopiwo musi tu mieć co najmniej równą temperaturę pracy jak stal. Im ta temperatura jest mniejsza, tym mniej problemu jest ze spawaniem grubych materiałów, przesztywnieniem konstrukcji w czasie spawania i mniej problemów z wytrzymałością zmęczeniową.W tabelach 4a i 4b podano skład chemiczny stopiwa. W przypadku stali konstrukcyjnych drobnoziarnistych, powyżej wytrzymałości 355 MPa, tylko zawartość niklu jest powiązana z temperaturą pracy, a parametry wytrzymałościowe stopiwa poszczególnych grup zależą bardziej od tajemnic technologicznych producenta (kompozycja nie podawanych w ateście mikrododatków i czystość materiału). Swego czasu, Urząd Dozoru Technicznego (UDT), chcąc być poważną instytucją europejską życzył sobie, aby ich inspektorzy wizytowali fabryki. Firma Bochler z Austrii nie zgodziła się na szpiegowanie więc UDT zabronił stosować ich materiały. Okazało się jednak, że nikt poza tą firmą nie produkuje drutu do spawania stali 13HMF, stosowanej na kolektory parowe w elektrowniach. UDT musiał więc przymykać oko na stosowanie nowych przepisów, bo zatrzymałoby to remonty elektrowni. Wśród materiałów uznanych przez UDT po prostu nie było innych materiałów do spawania przetopów metodą TIG dla tych stali. Później już ucywilizowano przepisy dopuszczania materiałów przez UDT.
W tabeli 5 podano typy żużla chroniącego kroplę ciekłego metalu przechodzącą w łuku.
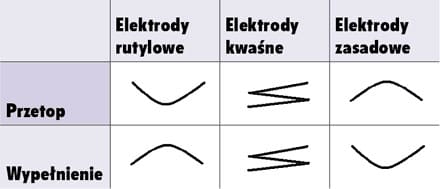
W przypadku elektrod otulonych otulina celulozowa gwarantuje spawanie przetopów rurociągów przesyłowych z góry na dół. Uważa się, że elektroda zasadowa daje najlepszą koncentrację łuku, najniższą udarność i własności rur w energetyce. Okazuje się jednak, że przekładanie tego na druty proszkowe jest mylące. Druty proszkowe rutylowe szybkokrzepnące mają niższą zawartość wodoru niż druty proszkowe zasadowe, którymi właściwie nie da się spawać w pozycji pionowej i sufitowej. Druty proszkowe rutylowe wolno krzepnące stosuje się w wygodnych pozycjach spawania. Wynika to z tego, że gazy plazmy łukowej muszą wylatywać jak gdyby z „lufy”, która je formuje i koncentruje ich wypływ. W przypadku elektrody tą lufą musi być otulina, która musi się wolniej topić niż rdzeń elektrody, a w przypadku drutu proszkowego – rurkowa osłonka. Stąd wniosek, że rdzeń drutu proszkowego musi się szybko zgazowywać, jak to jest w przypadku rutylu. Gdy podczas produkcji z rutylu usuniemy wodę krystaliczną to, jeżeli po rozpakowaniu rolki drutu proszkowego zużyjemy ją, a niezużytą rolkę wyrzucimy, to mamy gwarantowaną niska zawartość wodoru i odporność na pękanie wodorowe.
W tabeli 6b podano rodzaj gazu osłonowego, a w tabeli 6a – dla elektrod otulonych, których osłoną są zgazowane składniki otuliny – podano biegunowość i uzysk stopiwa. Uzysk stopiwa jest związany z ilością sproszkowanego żelaza w otulinie i jest stosunkiem ciężaru spoiny do ciężaru stopionego rdzenia elektrody otulonej. Elektrodami o dużym uzysku można spawać w pozycji podolnej i pozycji nabocznej, ewentualnie naściennej. Dla elektrod rutylowych liczby są nieparzyste, co oznacza, że podłączamy je do bieguna ujemnego. Ponieważ biegun dodatni mocniej się topi, elektrody te w latach 80-tych były stosowane do wykonywania przetopu. Elektrody zasadowe i celulozowe mają liczby parzyste, co oznacza że podłącza się do nich biegun dodatni i że są odpowiednie do wykonywania wypełnienia, gdzie ważniejsza jest ilość stopiwa niż wtopienie. Renomowane firmy wymyśliły też elektrody zasadowe, którymi można wykonywać przetopy na minusie. Po opisaniu (przez Instytut Łączenia Metali) metody wykonania przetopu przez cykliczne jarzenie łuku pod powierzchnią jeziorka spawalniczego, można wykonywać przetopy nawet tymi, gorszymi elektrodami zasadowymi. Z gazów podanych w tabeli w przypadku metody 135 literę C, odpowiadającą osłonie CO2 stosuje się tylko do stali węglowych St3S (S235JR), a w przypadku spawania drutem proszkowym również dla stali 18G2A (S350J3). Oczywiście zastosowanie mieszanki 20% CO2 + 80% argonu zwiększa plastyczność i udarność stopiwa. Gołe druty austenityczne dla grubych blach wymagają mieszanki z dodatkiem 2% tlenu lub CO2, a dla cienkich blach – 2% wodoru (zależy to od oprogramowania komputera spawarki). Druty proszkowe austenityczne wymagają osłony 20% CO2 + 80% Ar. Niedouczeni spawacze do gołego drutu nierdzewnego często podłączają taką samą mieszankę, co jest niedopuszczalne ze względu na nawęglenie w CO2 stali, która „boi się węgla”.

W tabeli 7 podano pozycje spawania. Ważne jest, czy można spawać we wszystkich pozycjach (spawanie rur i na montażu), czy w pionie spawa się z dołu do góry „2”, czy można spawać z góry na dół prostymi ściegami „1”oraz czy można spawać na ścianie „3”. Pozycja 5 dotyczy tylko spawania rurociągów naftowych i gazowych z góry na dół.
W tabeli 8 podano zawartość wodoru w stopiwie. Dotyczy ona tylko elektrod otulonych i drutu proszkowego. Dla spawania stali drobnoziarnistych (granica plastyczności większa niż 350 MPa) w spoinie musi być mniej wodoru niż 5 ml na 100 g stopiwa. Przy wytrzymałości 900 MPa powinno to być 2 ml/100 g.
Należy brać pod uwagę, że to co podaje katalog dotyczy produkcji w lecie, a w zimie trzeba dodać 2ml/100g i dodatkowo 2ml/100g przy spawaniu na montażu w okresie jesienno-zimowym.W tabeli 9 podano skład chemiczny drutu. Dotyczy on spawania MAG gołym drutem i spawania TIG stali konstrukcyjnych. Oczywiście, przy metodzie TIG możemy też stosować tabelkę 4, a zamiast G, oznaczającego mangan, mamy symbol W oznaczający odgazowanie próżniowe drutu. Gdy z kolei w stopiwie nie ma krzemu to dodajemy symbol Si na końcu symbolu z tabeli 4. Należy brać też pod uwagę to, że w metodzie TIG nie wypalają się pierwiastki stopowe.
W przypadku spawania MAG mangan G jest stosowany po to, aby zapobiegać wypalaniu węgla w zdysocjowanym CO2=CO+O aktywny. Krzem ma chronić spawacza przed zaczadzeniem w CO. W przypadku spawania TIG krzem służy do odtleniania stopionego metalu i ochrony przed porowatością (argon wyciąga z jeziorka spawalniczego gazy w postaci por).
Oznaczanie materiałów do spawania metodą MAG/MIG drutem pełnym 135, 131
Spawanie MAG jest to spawanie elektrodą topliwą w osłonie gazu aktywnego: CO2 lub mieszanki argonu z CO2 lub z tlenem. Gdy jako elektrody, która jest jednocześnie stopiwem, używamy drutu pełnego, to taką metodę oznaczamy symbolem 135. Ponieważ kropla przechodząc w łuku narażona jest na działanie tlenu powstałego z dysocjacji CO2, to producent nie może gwarantować składu chemicznego stopiwa, tylko skład chemiczny drutu. Dla projektanta nie znającego technologii jest to mało znacząca informacja. W latach 80-tych producenci drutów na liny, zmuszani do produkcji drutów spawalniczych, podawali parametry wytrzymałościowe drutu, co nic nie dawało, bo po przetopieniu, w wyniku spawania, i wypaleniu węgla i pierwiastków stopowych, spoina powstała z tego drutu miała zupełnie inne własności. Wiadomo było, że gdy przy spawaniu w osłonie CO2 zastosuje się spoiwo oznaczone symbolem G3Si1 (tabela 9), to własności spoiny będą odpowiednie dla stali S235JR, a gdy dodamy manganu i zastosujemy stopiwo oznaczone symbolem G4Si1, to będzie to drut odpowiedni do spawania stali S350JR. Nie wiedzieliśmy co się stanie gdy zastosujemy mieszanki argonu z CO2 lub z tlenem. Dedukowano, że w przypadku mieszanki 20% CO2 + 80% Ar, ze względu na mniejszą ilość tlenu w osłonie gazowej, drut G3Si1 spełni parametry wytrzymałościowe i udarność stali 18G2A w niskich temperaturach.

Dopiero normy europejskie zobowiązały producentów drutów spawalniczych do wykonywania prób spawania i podawania podstawowych parametrów wytrzymałościowych spoiny MAG dla różnych gazów osłonowych, oraz podawania dopuszczalnych pozycji spawania. Dlatego oprócz atestu należy żądać od producenta protokołu badania technologii, zawierającego potrzebne informacje, jak np. możliwość spawania w określonych pozycjach spawania. Przeglądając katalogi można się zorientować, że druty różnych producentów, o tym samym, gwarantowanym przez normę składzie chemicznym, będą miały różne parametry wytrzymałościowe, a zwłaszcza temperaturę gwarantowanej bezpiecznej udarności. Zastosowanie drutu o odpowiednim składzie chemicznym (brak gotowania się metalu w jeziorku spawalniczym) o większej wytrzymałości jest w zasadzie korzystne, natomiast zastosowanie mniej stopowego drutu o tych samych parametrach wytrzymałościowych, ma istotne znaczenie przy spawaniu grubych blach. Na moście w Wyszogrodzie pozwoliło to Mostostalowi Kraków uniknąć obróbki cieplnej, wygrać przetarg po dumpingowych cenach i jeszcze zarobić. Podobnie było w przypadku pancerza wielkiego pieca w Hucie Katowice.
Oto przykłady drutów firmy Lincoln Electric (dawny Bester):
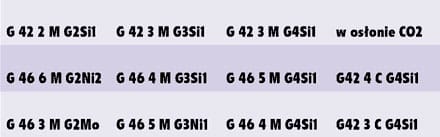
Jak widać przy spawaniu w mieszankach gazowych M (patrz: tabela 6b), przy zawartości manganu G2, zamiast krzemu wprowadzimy nikiel Ni lub molibden Mo, co zwiększy granicę plastyczności spoiwa z 420 MPa do 460 MPa (patrz: tabela 2). Dodatek niklu bardziej obniża temperaturę pracy niż dodatek molibdenu. Molibden jednak nie tylko obniża temperaturę pracy ale też umożliwia pracę w podwyższonych temperaturach. Dla składu G3Si1 i G2Si1 różne gatunki tego samego dostawcy (wg normy nie różniące się składem chemicznym) dają różne parametry wytrzymałościowe. Z faktu, że wzrasta wytrzymałość i obniża się temperatura gwarantowanej udarności wynika, że wzrost wytrzymałości spowodowany jest rozdrobnieniem ziarna (mikrododatki poniżej 0,02%). Spawanie w osłonie CO2 oznaczone literą „C” podwyższa temperaturę bezpieczną pracy spoiny, w stosunku do spawania w mieszance 20% CO2 + 80% Ar oznaczonego literą „M” (patrz: tabelka nr 3).
W przypadku stali energetycznych i stali wysokostopowych nie podajemy parametrów wytrzymałościowych, lecz symbole składu chemicznego z tabeli 4a i 4b i dodajemy Si oznaczające krzem.
Oznaczenia drutu mają postać: G Cr Mo1Si (stal 15HM) , G CrMo2Si (stal 10H2M), G 19 9 L Si (stal 308L), G 23 12 L Si (stal 309L lub stopiwo do spawania stali czarnej z białą) gdzie G pochodzi z tabelki 1.Oczywiście stale wysokostopowe spawamy w osłonie argonu z niewielka ilością tlenu.
W przypadku stali austenitycznych zawierających krzem zwiększenie ilości krzemu nie jest konieczne lecz poprawia „lejność” jeziorka spawalniczego, zapobiegając podtopieniom i poprawiając kształt ściegu spawalniczego.
Oznaczanie materiałów do spawania elektrodą wolframową w osłonie argonu TIG 141
Oznaczanie materiałów do spawania metodą TIG materiałów konstrukcyjnych różni się od materiałów do spawania MAG tym, że skład chemiczny drutu podajemy w miejsce składu stopiwa. Oznaczamy je więc symbolem „W” z tabeli 1, zamiast „G”. Analogicznie, mamy zatem następujące oznaczenia materiałów:
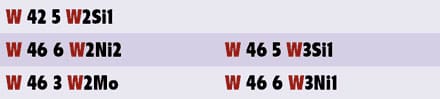
Należy jednak zaznaczyć, że ze względu na brak wypalania się manganu niektóre składy chemiczne nie występują. Należy zauważyć, że wytop, z którego zrobiono drut do spawania TIG, ze względu na swoją czystość może być stosowany do przeciągania drutu do spawania MAG, a stopiwa stosowanego do MAG nie można stosować do TIG, gdyż powstaną pory.
O ile oznaczenia drutu do spawania stali konstrukcyjnych różniły się niższą temperaturą pracy, to oznaczenia drutu do stali energetycznych i austenitycznych, ze względu na to, że w przypadku tych stali nie podajemy parametrów wytrzymałościowych, różnią się tylko literą W, zamiast litery G. I analogicznie do przykładu powyżej mają postać: W Cr Mo1Si, W CrMo2Si W 19 9 L Si, W 23 12 L Si, gdzie W pochodzi z tabelki 1.
Oznaczanie materiałów do spawania acetylenowo-tlenowego 311
Spawanie acetylenowo-tlenowe jest podobne do spawania TIG z tym, że zamiast palnika elektrycznego jest palnik acetylenowo-tlenowy. Jest to najtańsze stanowisko spawalnicze i doskonale nadaje się do napraw, bo posiada własne żródło zasilania, czyli butlę z tlenem i acetylenem. Stopiwo oznaczamy literą O, od symbolu tlenu. Ponieważ nie ma tutaj zbyt wielu stopiw, oznaczono je symbolami I, II, II, IV, V, (w tabelce 4a : obok „( O )”). Stopiwo OI służy do spawania stali węglowej, stopiwo OII służy do spawania stali o podwyższonej wytrzymałości (do S350J2), stopiwo OIII służy do spawania rur instalacji chłodniczych, stopiwo OIV – do spawania stali kotłowych K18 i 16M, a stopiwo OV – do spawania stali energetycznych 15HM. Rury energetyczne spawamy dwoma ściegami w prawo, to znaczy metodą „ciągnięcia i mieszania jeziorka drutem”.
Przed rozpoczęciem spawania należy nagrzać brzegi, a przed zakończeniem – wyprowadzać gaz przez „pomachanie” palnikiem w koło jeziorka. W czasie wykonywania przetopu należy cały czas utrzymywać oczko odpowiedniej wielkości. Przejście z jednej do drugiej grupy materiałowej w przeciwieństwie do spawania TIG wymaga treningu.
Oznaczanie materiałów do spawania elektrodą otuloną 111
Jak wynika z przykładu powyżej, do oznaczania elektrod otulonych do spawania stali konstrukcyjnych wykorzystuje się informacje ze wszystkich tabelek z wyjątkiem ostatniej. W przypadku elektrod rutylowych nie podaje się zawartości wodoru, bo ta jest zbyt duża. Uniemożliwia to spawanie elektrodami rutylowymi stali węglowych powyżej grubości 15 mm. Do spawania stali o podwyższonej i wysokiej wytrzymałości (stale dronboziarniste) stosuje się wyłącznie elektrody zasadowe.

Do spawania wanien cynkowniczych, ze względu na korozję w cynku, stosuje się elektrody kwaśne.
Dla przykładu, na przetop i wypełnienie Rurociągu Jamalskiego, o średnicy 1422 mm i grubościach uzależnionych od obciążeń dynamicznych 19,2 mm (na polach), 22,9 mm (pod drogami), 24,5 mm (pod torami kolejowymi), ze stali drobnoziarnistej termoplastycznie walcowanej L480MB, stosowano specjalne austriackie elektrody zasadowe przystosowane do spawania z góry na dół:
- E 46 3 B 4 1 H5 – przetop, biegun ujemny (–);
- E 55 5 2Ni B 4 5 H5 – gorący ścieg wyżarzający, wykonywany w ciągu 10 minut od wykonania przetopu;
- E 55 5 2Ni B 4 5 H5 – wypełnienie, biegun dodatni (+).
Na przetop zastosowano elektrodę słabszą ale bardziej plastyczną (hartowanie i skurcz termiczny), co w przypadku stali drobnoziarnistych zapobiega powstawaniu mikropęknięć. Elektroda ta pomimo, że nie ma tego zakodowanego w symbolu oznaczenia europejskiego, nadaje się do spawania również na biegunie ujemnym, co nie wymaga od spawacza specjalnego przeszkolenia do wykonywania przetopów elektrodą zasadową.
Przy spawaniu z góry na dół, aby zapobiegać mikropęknięciom, należy w ciągu 10 minut wykonać drugi ścieg, zwany gorącym (w przeciwnym razie, bez badań radiograficznych inspekcja zarządzi wycinanie ściegu). Ze względu na średnią grubość, na wypełnienie wybrano elektrodę o granicy plastyczności o dwa rzędy wyższą, niż granica plastyczności rury, czyli 550 MPa. Gdyby rura miała grubość 40 mm, to ze względu na hartowanie się spoiny, z tabeli 2 należałoby dobrać stopiwo o granicy plastyczności o jeden rząd wyższy od stali, czyli 500 MPa.
Do spawania stali austenitycznych odpornych na pękanie wodorowe często stosujemy elektrody rutylowe np.:
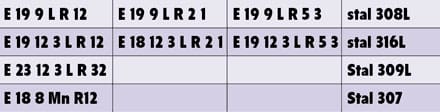
Elektrody w pierwszej kolumnie są do spawania na biegunie ujemnym (–), z dołu do góry; elektrody w drugiej kolumnie są do spawania na biegunie dodatnim (+), z góry na dół, a elektrody w trzeciej kolumnie to elektrody grubootulone (duży uzysk) do spawania w pozycji podolnej i nabocznej. Elektrodę 316L, wg norm USA, można zastosować do stali 302, 304, 308 i 316, natomiast elektrod tańszych, o stopiwie odpowiednim do stali 308L, nie wolno stosować do stali 316L.
Stopiwo 309 stosujemy do spawania stali białej z czarną, a elektroda ze stopiwem 307, z manganem, jest elektrodą „wytrychem”, do spawania stali niewiadomego pochodzenia i stali trudnospawalnych. Elektrody rutylowe do osiągnięcia efektu „lufy”, czyli większej szybkości topienia rdzenia od otuliny, wymagają dużo większej długości łuku. W przeciwnym wypadku żużel nie będzie spływał, a ścieg będzie „garbaty”. Elektrody rutylowe przy wykonywaniu przetopu i wypełnienia wymagają odwrotnych ruchów niż elektrody zasadowe.
Oznaczanie materiałów do spawania w osłonie gazów MAG drutem proszkowym 136, 137, 138
Druty proszkowe, przy fazowaniu na 1/2V grubych blach w złączach teowych, jako jedyne dają możliwość aby wykonać złącze półautomatycznie metodą MAG. Wynika to z faktu, że wolny wylot elektrody drutu proszkowego wynosi 20 średnic drutu i jest dwa razy większy od wolnego wylotu drutu pełnego. Oznacza to, że gdy dysza oprze się o rowek spawalniczy, przy drucie gołym powstałyby „przyklejenia” związane z nadmiernym wolnym wylotem elektrody.
Przeanalizujmy oznaczenia drutów stosowanych przy budowie „Stadionu Narodowego“. Ze względu na fazowanie 1/2V ścianki rury o grubości 40 mm do wykonania zastosowano drut proszkowy metaliczny produkcji niemieckiej:
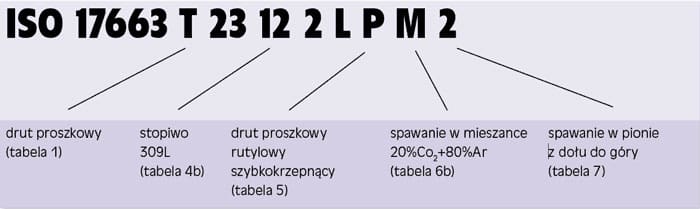
EN ISO 17632-A T 46 6 M M 1 H5
– przetop, 46 – granica plastyczności 460 Mpa, 6 – praca do temperatury – 60º C, M – drut proszkowy metaliczny, M – spawanie w mieszance gazowej 20% CO2 + 80% Ar, 1 – możliwość wykonania przetopu z góry na dół, H5 – zawartość wodoru 5 ml/100 g

Do wykonania wypełnienia zastosowano drut proszkowy rutylowy szybkokrzepnący (do spawania w suficie i w pionie), miedziowany z pełnej rurki (nadaje się do spawania na montażu). Ze względu na grubość przewidziano podgrzewanie zapobiegające wykraplaniu się wody i zapobiegające hartowaniu się spoiny.
W stoczniach stosuje się też drut proszkowy zwijany produkcji krajowej. Wadą tego drutu jest konieczność wyspawania całej rolki po rozpakowaniu. Do spawania platform, ze względu na wymagany niski rozrzut parametrów, stosuje się japoński drut, rozprowadzany przez firmę NST z Norwegii.
Ze względu na bardzo dużą szybkość topienia i obniżanie temperatury jeziorka drut ten jest niezastąpiony przy spawaniu grubych blach ze stali austenitycznej. Zastosowano go m.in. przy spawaniu fragmentów ze stali niemagnetycznej obudów generatorów do elektrowni w Wytwórni Konstrukcji Stalowych Huty FERRUM. Poniżej przykład rozszyfrowania symbolu takiego drutu.
Podsumowanie
Jak pokazano na przykładach rozszyfrowywanie i tworzenie symboli europejskich materiałów dodatkowych nie nastręcza trudności. Należy jednak pamiętać, że formalne składy chemiczne mogą w przypadku różnych producentów dawać różne parametry wytrzymałościowe. Dlatego warto zaopatrzyć się w katalogi i poradniki poszczególnych producentów. Dostępne są one również w formie elektronicznej.
Mamy nadzieję, że nasza publikacja będzie również przydatna do wyszukiwania odpowiednich producentów i materiałów.
W następnej części omówimy dobór materiałów podstawowych i dodatkowych, w oparciu o metalurgię spawania.
Ryszard Jastrzębski
Instytut Łączenia Metali w Krakowie
zdjęcia: Mariusz Jaworski
artykuł pochodzi z wydania 9 (36) wrzesień 2010










