Stale rosnące wymagania w stosunku do ekstremalnie obciążonych konstrukcji lekkich, szczególnie w przemyśle samochodowym i lotniczym, w coraz większym stopniu wymagają stosowania materiałów lekkich, wytrzymałych i niezawodnych. Takie wymagania spełniają kompozyty na osnowie metali lekkich wzmocnionych włóknami ciągłymi, które dzięki dopasowaniu ich właściwości posiadają wyraźnie większe możliwości aplikacyjne.
Metale lekkie takie jak magnez, aluminium oraz ich stopy zyskały popularność dzięki wielu zaletom m.in: niskiej gęstości, wysokiej wytrzymałości i sztywności, dobrej stabilności wymiarowej, zdolności tłumienia drgań, wysokiej odporności na pełzanie, wysokiej udarności, dobrej skrawalności oraz wysokiej przewodności elektrycznej i cieplnej. Dzięki temu są one stosowane do produkcji części w wielu gałęziach przemysłu, gdzie odpowiedzialność elementów oraz ich masa są najważniejsze. Mimo swoich wyjątkowych właściwości, materiały te posiadają nieliczne wady, takie jak niska odporność na korozję oraz wysoka reaktywność. Dla wykazania zalet wytworzonych kompozytów niezbędne jest zbadanie charakterystyki mechanicznej materiału oraz charakteryzacja metody infiltracji gazowej (GPI), oferującej bardzo dobrą jakość infiltracji, korzystną dla produkcji małoseryjnej i prototypowej. Metoda GPI – której niewątpliwymi zaletami są prostota obsługi, niezawodność oraz niska cena przezbrojenia – pozwala na zwiększenie elastyczności produkcji oraz pełną kontrolę procesu wytwarzania.
Wybór osnowy i wzmocnieniaWłaściwości kompozytów na osnowie metalowej wzmacnianych włóknem węglowym (CF-MMC) są wysoce zależne od rodzaju granicy międzyfazowej pomiędzy osnową, a wzmocnieniem. Słaba zwilżalność włókna węglowego przez osnowę metalową jest podstawowym problemem w wytwarzaniu CF-MMC o zwiększonych parametrach wytrzymałościowych. Ponadto, dodatkowe komplikacje wprowadza reaktywność powierzchni włókna węglowego z osnową, co może prowadzić do degradacji włókna, a tym samym do spadku właściwości mechanicznych kompozytów [5]. Zaprojektowanie kompozytu wzmocnionego włóknem węglowym o odpowiednich właściwościach jest zależne od wyboru rodzaju włókien oraz od typu powstającego interfejsu. Odbywa się to w sposób kontrolowany poprzez zmianę stopu osnowy, rodzaju wzmocnienia oraz parametrów procesu. Do wytwarzania kompozytów w układzie CF/Mg zostały zastosowane dwa typowe, odlewnicze stopy magnezu: AM50 oraz AJ62.
| Stop | Mg | Al [% wag.] | Mn [% wag.] | gł. dodatek stopowy [% wag.] |
|---|---|---|---|---|
| AJ62 | Rest | 6,0-6,15 | 0,3-0,5 | Sr (1,7-2,3) |
| AM50 | Rest | 4,5-5,3 | 0,28-0,5 | Zn (0,2) |
Zgodnie z literaturą [2] pokrywanie włókien SiO2 i PyC (pyrolityczny węgiel) znacznie polepsza ich zwilżalność. Od pokrycia oczekuje się również pozytywnego wpływu na reaktywność z infiltrującym stopem. Dla sprawdzenia własności mechanicznych wynikających z infiltracji z wymienionymi stopami magnezu zostały wybrane następujące rodzaje włókien:
- M40 (Torayca),
- T800 (Torayca),
- HTS5631 (Toho Tenax) z pokryciem PyC.
Własności mechaniczne wymienionych włókien węglowych zawarte zostały w tabeli 2.
| włókno | wytrzymałość na rozciąganie [MPa] | moduł sprężystości [GPa] | wydłużenie [%] | gęstość liniowa [tex = g/km] |
|---|---|---|---|---|
| M40 | 4400 | 377 | 1.2 | 450 |
| T800 | 5490 | 294 | 1.9 | 445 |
| HTS5631 | 4200 | 237 | 1.8 | 202 |
Wspomniane włókna węglowe należą do różnych grup ogólnodostępnych wzmocnień o bazie poliakrylonitrylowej. M40 należy do typu włókien wysoko modułowych o stosunkowo gładkiej powierzchni, natomiast T800 oraz HTS5631 należą do grupy włókien wysokowytrzymałych. By zredukować reaktywność grup funkcyjnych włókna, zastosowano pokrycie PyC, które dodatkowo polepsza zwilżalność przez stopy magnezu [2] [5]. Poprzez niską szybkość chłodzenia własności procesu są porównywalne z własnościami odlewania w formach piaskowych. Biorąc pod uwagę badania na temat reakcji międzyfazowych [6] wiadomo, że włókna wysokowytrzymałe w kontakcie z aluminium ulegają degradacji na poziomie 2% w procesie infiltracji gazowej. Z tego powodu, by uniknąć degradacji włókna do kombinacji włókno/osnowa wybrano stopy o niskiej zawartości aluminium.
Podstawy procesu wytwarzania
Zwilżalność włókien węglowych przez stopy metali lekkich jest bardzo słaba, dlatego podczas wytwarzania kompozytów typu CF/Mg-MMC należy stosować wysokie ciśnienie infiltracji skracając czas do minimum. Ważne jest również odpowiednie przygotowanie włókien, np. usunięcie pokrycia ochronnego lub naniesienie odpowiedniej powłoki. Tak jak już wspomniano, bardzo skuteczna w procesie wytwarzania tego typu kompozytów okazała się metoda gazowej infiltracji, która pozwala na zastosowanie wysokiego ciśnienia, przy zachowaniu odpowiednio wysokiej temperatury.
Pierwszy etap przygotowania próbek polega na odpowiednim umieszczeniu włókien węglowych w wewnętrznej formie grafitowej. Forma ta jest pokrywana specjalnym środkiem rozdzielającym na bazie grafitu koloidalnego, który zapobiega przywieraniu ciekłego stopu do powierzchni formy.
W celu uzyskania jednokierunkowego wzmocnienia włóknami użyto specjalnej ramy do nawijania (Rys. 1), a następnie tak przygotowane włókna umieszczono w formie, w odpowiedniej pozycji.



Drugi etap przygotowania polegał na umieszczeniu odpowiedniej ilości stopu magnezu w formie. Następnie tak przygotowany układ został umieszczony w autoklawie. Ponadto, do układu zamocowano dwie termopary, na górze i na dole formy, pozwalające na pomiar temperatury podczas procesu.
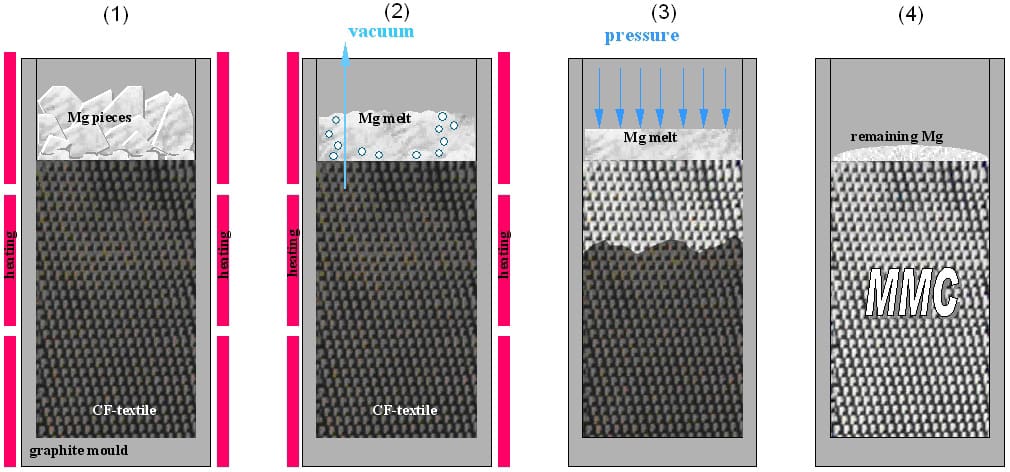
Proces GPI można podzielić na cztery etapy (Rys. 2). W pierwszym, stop umieszczany jest w formie (1). Następnie, włókna, forma i stop magnezu nagrzewane są do temperatury powyżej temperatury topnienia stopu (2). Po przekroczeniu temperatury topnienia magnezu i wstępnym przeinfiltrowaniu preformy, do komory autoklawu wtłaczany jest argon pod wysokim ciśnieniem, w celu zakończenia procesu infiltracji i zminimalizowania porowatości (3). Ostatni etap polega na stosunkowo szybkim wychłodzeniu komory autoklawu za pomocą gazu ochronnego (np. argonu).
Parametry procesu wytwarzania próbek zostały pokazane na rysunku 3. Do prawidłowego przebiegu procesu infiltracji niezbędne jest wysokie ciśnienie, poprawiające wydajność procesu, a tym samym jakość wytwarzanych próbek.
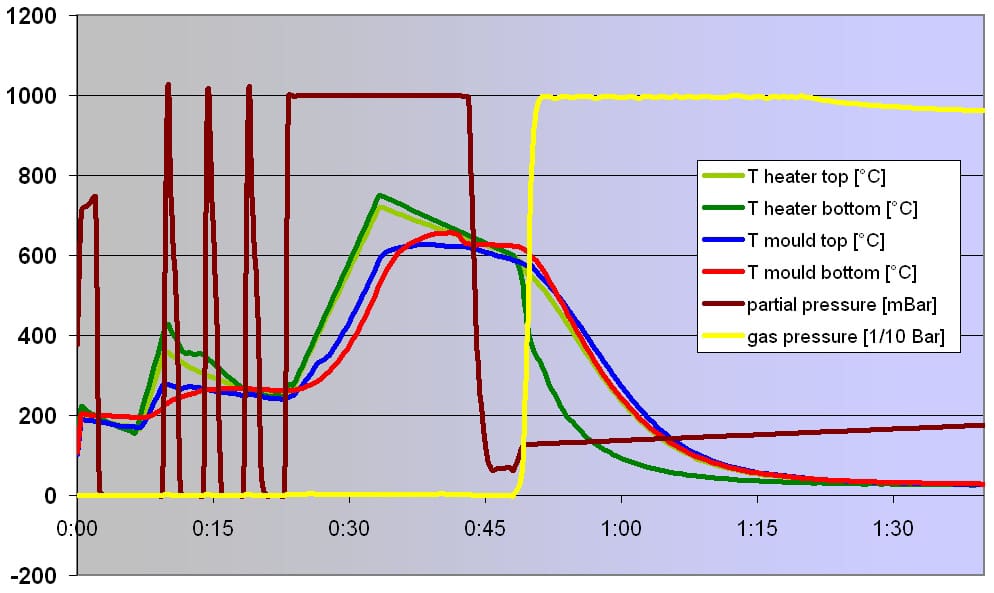
Jak przedstawiono na rysunku 3 temperatura podczas procesu jest dobierana tak, aby roztopić stop bez jego przegrzewania, pozwalając na otrzymanie odpowiedniej mikrostruktury.
Wyniki badań
Wykonane materiały kompozytowe charakteryzują się gładką powierzchnią zewnętrzną, a zawartość procentowa włókien pozostała na poziomie 50%. Przeprowadzone badania wytrzymałościowe wskazują, że osiągnięta została optymalna kombinacja włókien węglowych i stopu magnezu. Bardzo dobre rezultaty przyniosły połączenia stopu AJ62 z włóknem HTS5631 pokrytymi PyC oraz AM50 z włóknem M40, co zostało zaprezentowane na rysunkach 4 i 5.


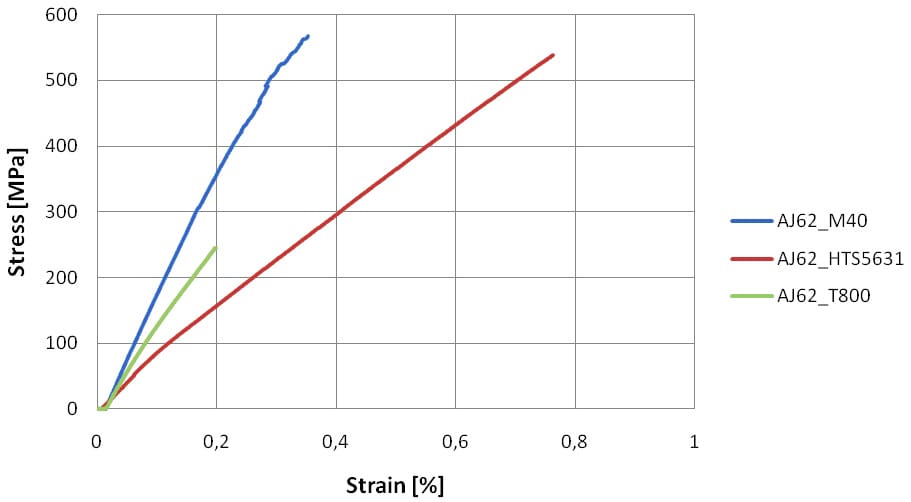
Zmiana kombinacji włókien i osnowy wpływa bezpośrednio na zmianę wytrzymałości i sztywności kompozytu. Dla uzyskania dokładnych wykresów wytrzymałościowych zastosowano tensometry na każdym rodzaju próbki. Wyniki tych badań przedstawiają rysunki 6 i 7.
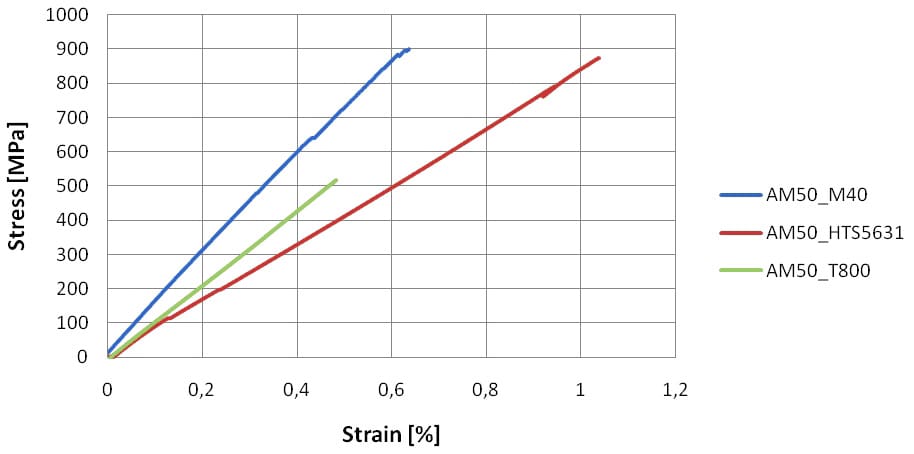
W porównaniu właściwości wytrzymałościowych włókno M40 w obu przypadkach wykazało najlepszą kompatybilność ze stopem magnezu AM50.
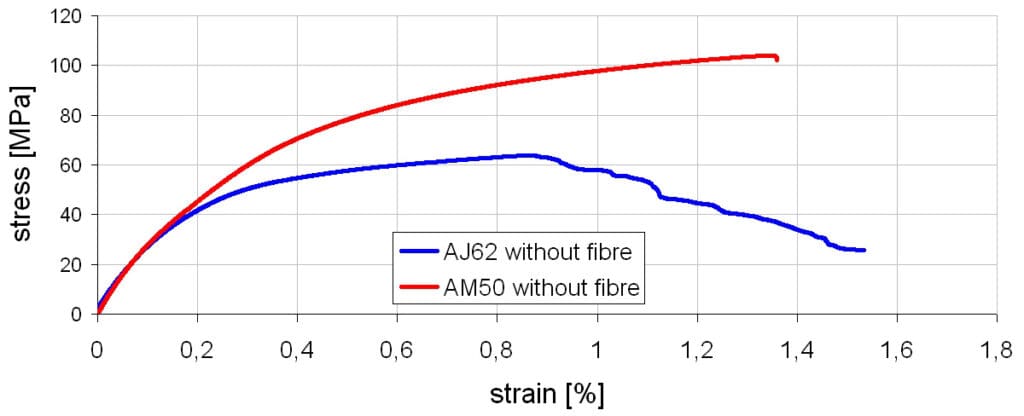
Wyniki ujawniły wysoki stopień umocnienia materiałów. Dla porównania zamieszczone zostały również wyniki badań wytrzymałości na rozciąganie dla nieumocnionych stopów magnezu (Rys. 8).
Polepszenie własności mechanicznych nie ograniczyło się jedynie do poprawy wartości wytrzymałości na rozciąganie, ale również wpłynęło na poprawę sztywności materiału. W tabeli 3 zamieszczono zestawienie współczynnika sprężystości wzdłużnej dla wszystkich rodzajów badanych kompozytów.
| Rodzaje próbek | Moduł Younga [GPa] |
|---|---|
| AM50_M40 | 150 |
| AM50_HTS5631 | 89 |
| AM50_T800 | 107 |
| AM50_niewzmocniony | 36 |
| AJ62_M40 | 192 |
| AJ62_HTS5631 | 81 |
| AJ62_T800 | 146 |
| AJ62_niewzmocniony | 30 |
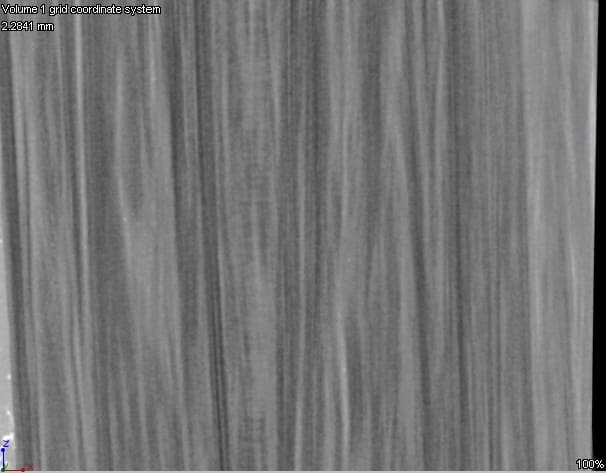
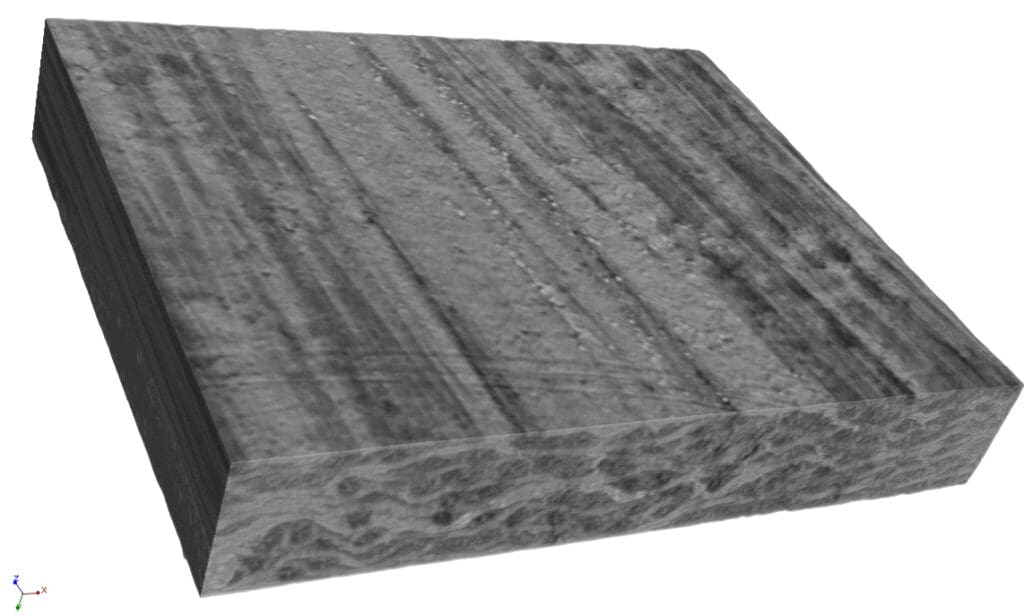
Bardzo ważnym aspektem w przypadku uzyskanych rezultatów jest wysoka jakość infiltracji metodą GPI, a w celu jej zbadania wykonano tomografię komputerową gotowych produktów (Rys. 9 i 10).
Wnioski
Zastosowanie włókna węglowego jako wzmocnienia jest jedną z najlepszych metod podniesienia i tak już wysokich własności mechanicznych stopów magnezu. Szczególnie metoda infiltracji gazowej oferuje wiele możliwości w produkcji wysokowytrzymałych elementów z uwagi na prostotę jej przygotowania i realizacji. W dobie coraz wyższych cen surowców energetycznych wiele przedsiębiorstw przemysłowych z rynku samochodowego i lotniczego inwestuje w rozwój innowacyjnych materiałów lekkich. Zastosowanie kompozytów na osnowie magnezu pozwala radykalnie zmniejszyć masę elementów konstrukcji przy zachowaniu tej samej wytrzymałości.
Wyprodukowane metodą GPI materiały charakteryzują się jednorodną strukturą i dobrą jakością powierzchni zewnętrznej, co pozwala na wytworzenie gotowego produktu w jednym kroku technologicznym, ograniczonym jedynie przez kształt formy grafitowej.
Rezultaty analizy wytrzymałościowej wskazują na poprawę własności mechanicznych o około 900% wraz z poprawą 500-600% wartości modułu sprężystości dla obu stopów. W przyszłości prowadzone będą dalsze prace nad poprawą infiltracji oraz wykorzystaniem innych stopów magnezu, jak również badania nad rozwojem powłok włókien węglowych.
W przypadku wytwarzania elementów kompozytowych w produkcji wielkoseryjnej – odlewanie wysokociśnieniowe stawia wysokie wymagania dotyczące przygotowania i przeprowadzenia procesu. Biorąc pod uwagę wysoką prędkość wtrysku w tym procesie trudność sprawi stabilne umocowanie włókien w formie. Z tego względu bardzo ważnym aspektem prowadzącym do rozpoczęcia nowych badań jest wybór odpowiednio sztywnej struktury z włókna węglowego. Korzystna jest zatem produkcja odpowiednich insertów z włókien węglowych metodą infiltracji gazowej, będących półproduktami dla produktu finalnego. Pozwoli to na redukcję kosztów wytwarzania, gwarantując powtarzalność produkcji oraz niezawodność wykonanych elementów.
Werner Hufenbach
Andrzej Czulak
P. Malczyk
A. Gruhl
Autorzy są pracownikami Instytutu Konstrukcji Lekkich i Przetwórstwa Tworzyw Sztucznych Politechniki Drezdeńskiej, a technologiami wytwarzania kompozytów metalowych zajmują się od kilkunastu lat.
Literatura:
[1] W. Hufenbach; A. Langkamp; M. Andrich: Novel fabrication technologies for carbon fibre reinforced magnesium. Kompozyty (Composites) 3 (2003) 7, s. 271-274
[2] S. Schmidt: Beschichtung von Kohlenstofffasern durch chemische Gasphasenabscheidung CVD (coating of carbon fibres by chemical vapour deposition), (2004), University Erlangen, Germany
[3] Lienkamp,M: Festigkeitsverhalten von langfaser Verbundwerkstoffen (strength characteristics of long fibre reinforced materials), Technical University Darmstadt, Germany
[4] Woltersdorf,J.; Pippel,E.; Feldhoff,A.: Steuerung des Bruchverhaltens von C/Mg-Verbunden durch Grenzflächenreaktionen (control of fracture behavior at C/Mg – composites by boundary surface reaction)
[5] Feldhoff A.; Pippel E.; Woltersdorf J.: Carbon-fibre reinforced magnesium alloys: nanostructure and chemistry of interlayers and their effect on mechanical properties, (1999), Max-Plack-Institut for micro structure physics, Halle, Germany
[6] Li,K.; SHI, N.; Gong,J.; Sun,C.: Interfacial Interaction in Coated Carbon Fibre Reinforced Aluminious Mg-based Composites, (2008)
artykuł pochodzi z wydania listopad 11 (50) 2011