Projektanci i inżynierowie z całego świata poszukują nowoczesnych materiałów konstrukcyjnych do zaawansowanych zastosowań, oczekując takiego zestawienia cech użytkowych, aby oprócz podstawowego przeznaczenia pozwalało również na wielofunkcyjne jego zastosowanie. Z punktu widzenia zarówno ekologii jak i ekonomii, materiał ten powinien umożliwiać obniżenie masy konstrukcji, a dzięki temu – zmniejszenie nakładu surowców i wydatku energetycznego w trakcie procesu wytwarzania. Niższa masa wiąże się dodatkowo, np. w przemyśle motoryzacyjnym czy lotniczym, z oszczędnością energii, również w trakcie użytkowania pojazdów wykonanych z lekkich materiałów. Największym wyzwaniem podczas projektowania lekkich materiałów jest zachowanie dobrego stosunku sztywności do masy.
Własności mechaniczne, termiczne, akustyczne metalowych i ceramicznych materiałów komórkowych zapewniają im szerokie pole praktycznego zastosowania. Obecnie stosowane technologie wytwarzania zapewniają możliwości produkcji ultralekkich konstrukcji absorbujących energię uderzenia, rozpraszających czy przewodzących ciepło [1]. Oprócz doskonałych własności termomechanicznych istotne są również inne aspekty wytwarzania, jak choćby koszty produkcji czy dostępność technologii. Materiały komórkowe, takie jak piany czy gąbki metaliczne, znane są na świecie od wielu lat [2–4]. Rozwój tego typu materiałów podyktowany jest rozwojem technik wytwarzania oraz coraz lepszymi narzędziami projektowania i przewidywania własności mechanicznych konstrukcji. Niekorzystną cechą materiałów komórkowych jest losowe rozmieszczenie oraz kształt porów uniemożliwiające dokładne przewidywanie mechanizmów odkształcenia i niszczenia takiego materiału. Ponadto skomplikowana geometrycznie struktura materiałów kompozytowych znacznie utrudnia ocenę ich własności i końcową kontrolę jakości.
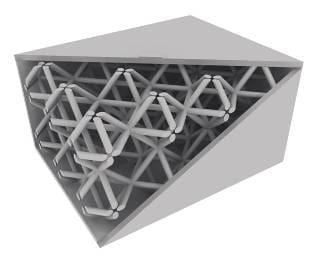
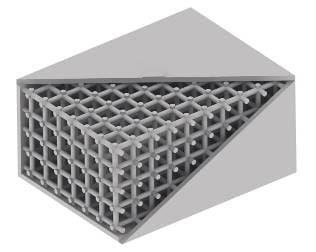
Odlewy szkieletowe (Rys. 1) to rozwiązanie opracowanie w Katedrze Odlewnictwa Politechniki Śląskiej i częściowo badane w Instytucie Konstrukcji Lekkich i Przetwórstwa Tworzyw Sztucznych Politechniki Drezdeńskiej. Są to konstrukcje analogiczne do przestrzennych struktur kratownicowych, szerzej opisanych w innych publikacjach [5–7]. Mają one znaczną przewagę nad elementami tego typu, stosowanymi do tej pory między innymi ze względu na prostą technologię wytwarzania [8–11]. Dzięki daleko posuniętym badaniom nad własnościami reologicznymi ciekłych stopów metali prowadzonym w Katedrze Odlewnictwa Politechniki Śląskiej udało się opracować technologię wytwarzania odlewów o skomplikowanej geometrii wewnętrznej. Przy użyciu technik odlewniczych możliwe jest wytworzenie odlewu szkieletowego, którego makrostruktura wewnętrzna może być dostosowana do przewidywanego zastosowania już na etapie projektowania. Przykładowe odlewy o zróżnicowanej topologii przedstawione zostały na rysunku 1.
Odlewy szkieletowe wytwarzane są z użyciem różnorodnych technik. Mogą być wytwarzane w oparciu o klasyczne techniki odlewnicze. Możliwe jest wytwarzanie odlewów o zróżnicowanej topologii, różnych grubościach łączników i ścianek [11–12]. Zastosowanie znalazły również metody wytapianych i wypalanych modeli [13]. Odlewanie przeciwgrawitacyjne pozwala na otrzymanie odlewów o przekrojach łączników średnio ok. 1,5 mm.


Wytwarzanie elementów o wyjątkowo skomplikowanych kształtach predestynuje metody ciekło-fazowe, jako najbardziej odpowiednie do tego zastosowania. Możliwości wykorzystania szczególnie pożądanych własności reologicznych ciekłych stopów pozwalają na uzyskanie odlewów o niemal dowolnych kształtach i w szerokim zakresie wymiarów charakterystycznych. Warto nadmienić, iż własności reologiczne ciekłych stopów pozwalają na uzyskiwanie grubości ścianek odlewów na poziomie 0,5 mm tradycyjnymi metodami grawitacyjnymi. Pewnym ograniczeniem jest dokładność wymiarowa, wynikająca z zastosowania typowych mas formierskich i brak uregulowań normatywnych w zakresie projektowania podobnych technologii. Nawet w przypadku technik precyzyjnego formowania i odlewnia istnieje konieczność przeprowadzenia stosownych działań adaptacyjnych.
Zastosowanie materiałów komórkowych
Materiały porowate dzięki wysokiemu stosunkowi wytrzymałości mechanicznej do masy mają szerokie zastosowanie w przemyśle. Począwszy od architektonicznych dzieł Antonio Gaudiego – jako izolacja cieplna, przez materiały konstrukcyjne przy budowie statków, po mikro-rusztowania w inżynierii tkankowej [14].
O przydatności materiałów komórkowych do konkretnych zastosowań decyduje wiele czynników. Można je podzielić na cztery podstawowe grupy: morfologiczne, materiałowe, wytwarzania i ekonomiczne [15].
Metalowe i ceramiczne materiały porowate znajdują zastosowanie w motoryzacji. Wzrost poziomu bezpieczeństwa środków transportu prowadzi w wielu przypadkach do wzrostu masy. Większość koncernów motoryzacyjnych kładzie coraz większy nacisk na ekologiczność swoich produktów. Ważnym jest więc obniżenie masy, które prowadzi do obniżenia zapotrzebowania na surowce oraz zmniejszenia zużycia paliwa. Obserwuje się tendencję do zmniejszania pojemności skokowej silników i osiągania coraz większej mocy w przeliczeniu na litr pojemności skokowej. Silniki stają się coraz bardziej kompaktowe i projektowane w taki sposób, aby wraz z osprzętem zajmowały jak najmniejszą przestrzeń, na korzyść zwiększenia komfortu pasażerów. Niekorzystnie wpływa to na odprowadzanie ciepła oraz uniemożliwia zastosowanie standardowych materiałów tłumiących wibracje i hałas. Kompozytowe ceramiczno-metalowe materiały porowate pozwalają w pewnym stopniu na wyeliminowanie tych problemów. Przykładowo, aluminiowe materiały komórkowe mogą być zastosowane jako materiał konstrukcyjny, pełniący jednocześnie rolę absorbera energii kinetycznej zderzenia w strefach kontrolowanego zgniotu. Zastosowane jako elementy silnika powodują zmniejszenie jego masy oraz poprawę dyssypacji ciepła. Daimler Chrysler przeprowadził testy panelu podłogowego samochodu osobowego wykonanego z piany aluminiowej o gęstości 0,6 g/cm3. Panel taki wykazał sztywność zbliżoną do panelu wykonanego ze stopu magnezu odlanego ciśnieniowo o podobnej masie. Niemiecki producent samochodów – Karmann, który brał udział w projektowaniu aut takich jak Porsche 911 cabrio czy Ford Escort RS Cosworth, testował przestrzenne panele komórkowe w samochodach typu kabriolet oraz samochodach wyścigowych, gdzie połączenie sztywności nadwozia z niską masą ma znaczenie zasadnicze. Zastosowanie paneli jako przedniej i tylnej ściany grodziowej pozwoliło na zmniejszenie masy o 25% i siedmiokrotne zwiększenie sztywności karoserii [16, 17].
Materiały absorbujące energię kinetyczną wykorzystują zjawisko plastycznego lub kruchego, nieodwracalnego odkształcenia [18]. Większość materiałów komórkowych charakteryzuje się odkształceniem przy prawie stałym naprężeniu [4]. To co charakteryzuje metalowe materiały komórkowe, to niewielkie odbicie, w przypadku odkształcenia dynamicznego, wynoszące około 3% [16]. Jest to cecha pożądana w szczególności przy zastosowaniu takich materiałów na absorbery energii uderzenia. Aby zaprojektować materiał optymalny dla różnych typów zderzeń – czołowych, bocznych czy pionowych, materiał powinien spełniać kilka podstawowych kryteriów:
- charakterystyka absorpcji energii bliska idealnej, z maksymalnie dużym odkształceniem przy stałym naprężeniu,
- duża zdolność absorpcji w przeliczeniu na jednostkę objętości, długości czy masy,
- możliwość kształtowania charakteru absorpcji energii od izotropowego przez gradientowy do w pełni anizotropowego – ze względu na brak możliwości przewidzenia kierunku uderzenia materiał musi optymalnie absorbować energię we wszystkich kierunkach.
Materiały komórkowe potwierdziły swoją przydatność w tłumieniu energii uderzenia i wybuchu [14, 19, 20]. Wykazują znacznie większą wytrzymałość, w porównaniu do materiałów monolitycznych o podobnej masie. Kolejnym problemem, któremu wychodzą naprzeciw kompozytowe ceramiczno-metalowe materiały komórkowe, jest powszechny w motoryzacji problem wibracji i hałasu. Najpopularniejszym obecnie rozwiązaniem są komórkowe materiały polimerowe. Jako że elementy te często muszą wykazywać się odpornością na wysokie temperatury oraz dużą wytrzymałością uzasadnione wydaje się użycie do tego celu metalowych materiałów komórkowych. Materiał taki wykonany np. ze stopu aluminium, poza funkcją tłumiącą, jest odporny na podwyższoną temperaturę i pełnić może rolę elementu konstrukcyjnego. Wiele cech aluminiowych materiałów komórkowych pozwala na redukcję hałasu i wibracji konstrukcji. Moduł Younga tych materiałów komórkowych jest niższy niż elementów monolitycznych wykonanych z tego samego tworzywa. Częstotliwość rezonansowa jest przeniesiona w niższe zakresy. Ponadto współczynnik tłumienia materiałów komórkowych jest generalnie około dziesięć razy wyższy [21]. Dzięki zastosowaniu materiałów komórkowych na elementy konstrukcji maszyn i pojazdów wibracje tłumione są bardziej efektywnie.
Motoryzacja nie jest jedyną gałęzią przemysłu, która może wykorzystać niewątpliwe zalety materiałów komórkowych. Z konstrukcyjnego punktu widzenia niewielka masa w zastosowaniach lotniczych i kosmicznych jest kluczowym czynnikiem wymuszającym zastosowanie nowoczesnych, metalowych materiałów porowatych. Dlatego też piany metaliczne dawno znalazły liczne zastosowania w tym sektorze.
Zastosowanie materiałów komórkowych w pojazdach szynowych w zasadzie podlega tym samym regułom, jak w przypadku branży motoryzacyjnej. Japońskie pociągi wyposażane są w zderzaki zbudowane z aluminiowej piany, w celu poprawy bezpieczeństwa podczas zderzenia [3, 16, 22]. Uzasadnione wydaje się wykorzystanie materiałów o uporządkowanej strukturze i przestrzennej konstrukcji. Odlewy szkieletowe mogą być odlane w zasadzie jako jeden element w dowolnym kształcie. Ich symetria w trzech płaszczyznach pozwala wykorzystać zalety w postaci modularnej budowy i możliwości ich zastosowania w bardziej rozwiniętych geometrycznie rozwiązaniach, jako zespół kilku połączonych ze sobą elementów.
W budownictwie metalowe materiały komórkowe pełnią rolę nośną i dekoracyjną. Architekci często sięgają po nietypowe materiały w celu uwypuklenia walorów estetycznych ich projektów. Materiały użyte na przykład na fasady budynków muszą być odporne na warunki atmosferyczne, odpowiednio sztywne i przede wszystkim muszą spełniać warunki przeciwpożarowe. Materiały komórkowe mogłyby być bardzo przydatne przy konstrukcji szybkich wind. Duże przeciążenia działające przy gwałtownym przyspieszaniu i zwalnianiu wymuszają stosowanie materiałów komórkowych, które będąc materiałami konstrukcyjnymi i absorberami energii kinetycznej przy okazji dobrze tłumią drgania. Ponadto, odlewy szkieletowe o stosunkowo niskiej gęstości względnej, dzięki ceramicznej osnowie, charakteryzującym się niską przewodnością cieplną, a przy zachowaniu dużej wytrzymałości mogą spełniać rolę ścian, podpór nośnych czy zapór przeciwogniowych w budynkach. Aluminiowe materiały komórkowe pomimo stosunkowo niskiej temperatury topnienia są zaskakująco odporne w kontakcie z otwartym ogniem, dzięki silnemu utlenianiu w takich właśnie warunkach [23] oraz stosunkowo dużemu ciepłu topnienia, wynoszącemu dla czystego pierwiastka 398 kJ/kg (dla porównania ciepło topnienia dla żelaza wynosi 268 kJ/kg).
Tomografia komputerowa w inżynierii materiałowej
Ustawiczny rozwój nowoczesnych materiałów stosowanych w konstrukcjach inżynierskich wymaga ciągłego udoskonalania metod badawczych. Nieniszczące metody badawcze wykorzystujące promieniowanie rentgenowskie np. tomografia komputerowa (TK) charakteryzują się wieloma zaletami. Z jednej strony są proste w użytkowaniu, a ich zasady działania zostały dobrze poznane. Z drugiej strony umożliwiają zajrzenie wewnątrz badanego elementu wykonanego z kilku materiałów o różnych kształtach i rozmiarach. Taka metoda pozwala nam na scharakteryzowanie wewnętrznej struktury zarówno pod względem jakościowym, jak i ilościowym, a co za tym idzie – na zlokalizowanie istniejących wad i nieciągłości struktury bez zniszczenia elementu [24-26].
Ze względu na wymienione wyżej cechy TK jest coraz częściej wykorzystywana w procesach produkcyjnych do kontroli jakości oraz w zagadnieniach metrologicznych, w których utrudniona jest aplikacja tradycyjnych metod pomiarowych. Stosunkowo nowym podejściem jest zastosowanie TK sprzężonej z maszynami wytrzymałościowymi w celu określania mechanizmów niszczenia materiałów, których struktura jest wyjątkowo skomplikowana (np.: kompozyty, odlewy szkieletowe). Tomografy zintegrowane z liniami produkcyjnymi w odlewniach pozwalają na zwiększenie kontroli nad procesem odlewania części dla przemysłu motoryzacyjnego. W dobie rozwoju nowoczesnych metod wytwarzania, badania bazujące na tomografii komputerowej znajdują coraz szersze zastosowanie zarówno w nauce jak i przemyśle. W Instytucie Konstrukcji Lekkich i Przetwórstwa Tworzyw Sztucznych Politechniki Drezdeńskiej znajdują się dwa dedykowane systemy TK: GE phoenix v|tome|x L450 i phoenix|x-ray nanotom 180NF. Urządzenie phoenix v|tome|x L450 to system umożliwiający skanowanie przedmiotów o maksymalnych wymiarach gabarytowych 2500 x 920 x 920 mm i masie do 200 kg. Dzięki zastosowaniu katody o dużej mocy pozwala na zbadanie bardzo dużych elementów, takich jak łopatki kompresora lub inne elementy konstrukcyjne wykorzystywane w przemyśle lotniczym.
Własności mechaniczne materiałów odlewanych w dużym stopniu zależą od jakości struktury produktu. Porowatości, mikropęknięcia i inne wady wynikające z metody wytwarzania mogą drastycznie obniżyć własności mechaniczne gotowych elementów. Kontrola jakości komponentów i ich poszczególnych części jest niezbędna by zapewnić efektywność i niezawodność procesu produkcji. Produkty, których optyczne badanie nie dostarcza wystarczającej informacji o jakości materiału, mogą być poddane analizie metodą tomografii komputerowej, zapewniającej szczegółowe dane dotyczące orientacji, kształtu, wielkości oraz procentowej zawartości wzmocnienia wewnątrz badanej struktury (takiej jak np.: kompozyty, lub odlewy szkieletowe). Badanie metodą TK ujawnia również wszelkie wady struktury wewnętrznej, trudne do wykrycia innymi metodami.
Obliczenia numeryczne materiałów o złożonej strukturze wewnętrznej, takich jak odlewy szkieletowe, są utrudnione ze względu na brak jednoznacznych informacji o jakości wewnętrznej struktury. Naprzeciw tradycyjnym metodom modelowania opartego na wyidealizowanych modelach wychodzi tomografia komputerowa, pozwalająca wzbogacić symulacje o wiedzę o rzeczywistych błędach struktury, wynikających z metod wytwarzania.
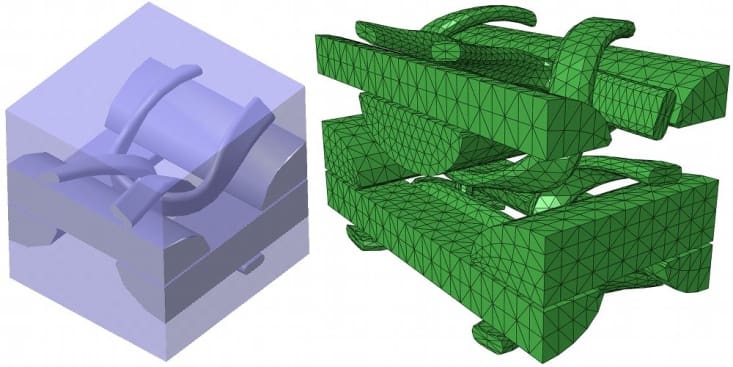
Przykładem wspomagania modelowania CAD oraz symulacji metodą elementów skończonych jest pokazany na rysunku 2 model komórki kompozytu na osnowie aluminium ze wzmocnieniem z włókna węglowego. Wysoka rozdzielczość pozwoliła zanalizować grubość oraz jakość interfejsu pomiędzy wzmocnieniem i osnową, a następnie zaimplementować go w modelu CAD. Rysunek ten pokazuje model CAD komórki kompozytu oraz jego odpowiednik wykorzystany do analizy MES.

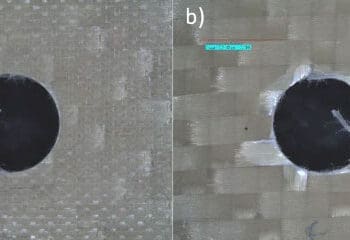
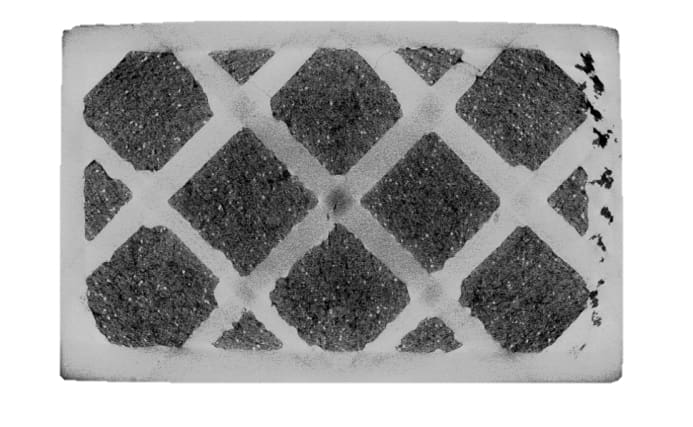
Kolejnym zastosowaniem tomografii komputerowej są badania in situ, które umożliwiają obserwację inicjacji i propagacji pęknięć powstałych w wyniku obciążania próbek w trakcie przeprowadzanego testu. Badana próbka jest umieszczana w uchwycie urządzenia i wraz z nim montowana w komorze tomografu. Pierwszy pomiar, jako obraz referencyjny, wykonywany jest bez przyłożonego obciążenia. Następnie, przykładana jest określona siła i wykonywany kolejny skan (bez konieczności wyjmowania próbki z urządzenia). Wartość obciążenia jest sukcesywnie zwiększana, aż do zniszczenia materiału. Dużą zaletą badań in situ jest wysoka wykrywalność powstałych defektów ze względu na utrzymywanie stałego poziomu naprężeń w trakcie każdego skanu. W przeciwnym wypadku mikropęknięcia mogłyby ulegać zamknięciu i nie zostać ujawnione ze względu na niewielkie wymiary. Na rysunku 3 przedstawiono przekroje próbek w tej samej płaszczyźnie. Przy naprężeniu od 71 do 112 MPa zaobserwowano wyraźną degradację materiału. Pęknięcia powstały zarówno na granicy komponentów, jak i na powierzchni próbki. Testy in situ pozwalają wizualizować i analizować propagację powstających pęknięć. Ponadto, pozwalają na walidację przeprowadzonych wcześniej obliczeń i symulacji, co prowadzi do lepszego prognozowania zniszczeń oraz poprawienia trwałości badanych materiałów.
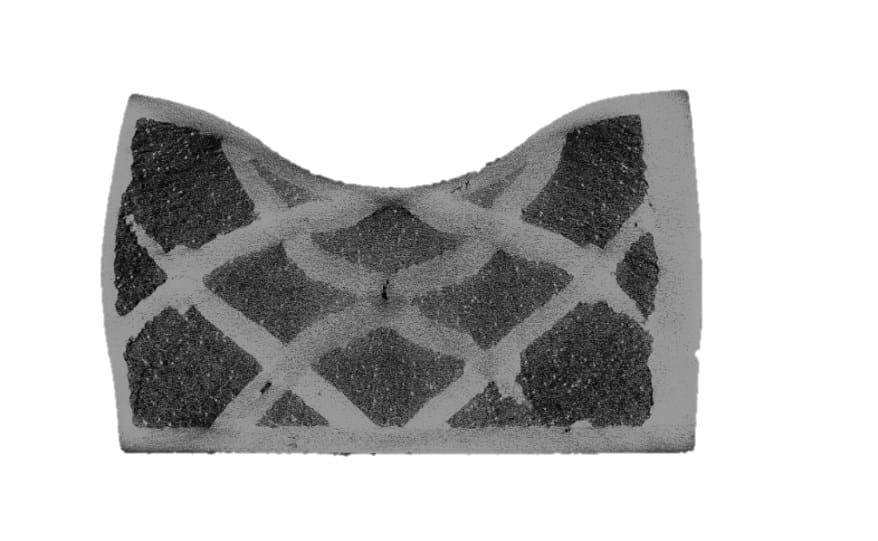
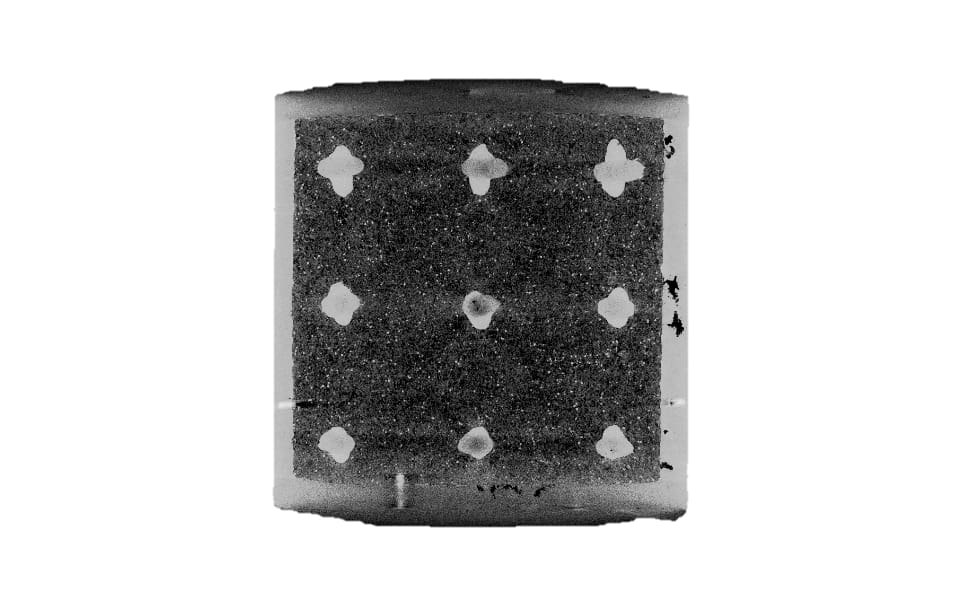
Również kompozytowe elementy wykonane z lekkich metali mogą być analizowane pod względem jakości wykonania czy mechanizmów niszczenia podczas obciążenia. Przykładem takich badań są wspomniane wcześniej odlewy szkieletowe z ceramicznym wypełnieniem (Rys. 4). Odlewy były skanowane przed i po testach wytrzymałości mechanicznej. Zaobserwowano sposób odkształcania wewnętrznych struktur. Celem badań było określenie stopnia zniszczenia wewnętrznych elementów odlewu szkieletowego. Szczególnie interesującymi miejscami są węzły odlewu szkieletowego, czyli miejsca, w których spotykają się łączniki. Ze względu na ich postać geometryczną występują tam spiętrzenia naprężeń. Dodatkowo miejsca te są węzłami cieplnymi czyli miejscami, w których ze względu na technologię kumulują się wady i nieciągłości struktury.
Tomografia komputerowa, w przypadku badania elementów wykonanych technikami odlewniczymi, pozwala również na określenie nie tylko sposobu zniszczenia próbek ale także na lokalizacje i określenie wpływu odlewniczych wad wewnętrznych np. porowatości w całej objętości odlewu. Dzięki wysokiej jakości skanowania, możliwe jest precyzyjne określenie miejsca występowania wady, jej kształtu i objętości. Wiedza ta pozwala na zminimalizowanie wad, poprzez optymalizację technologii lub na wprowadzenie występujących wad do modelu numerycznego MES, w celu określenia ich wpływu na własności odlewu.
Podsumowanie
Odlewy szkieletowe są konstrukcją materiałową o szerokim polu potencjalnych zastosowań. W stosunku do obecnych dziś na rynku pian metalowych ich niezaprzeczalną zaletą jest możliwość dowolnego projektowania struktury. Możliwe jest precyzyjne jej kształtowanie z uwzględnieniem docelowego zastosowania. W przeciwieństwie do pian metalowych, uporządkowana geometria pozwala na przewidywanie zachowania w różnych stanach obciążenia. Dzięki zastosowaniu zaawansowanych technik symulacji, w połączeniu z uporządkowaną strukturą, dostosowanie własności mechanicznych do konkretnego zastosowania jest znacznie uproszczone. Techniki odlewnicze pozwalają na wytworzenie elementów o skomplikowanym kształcie w jednym kroku technologicznym. Dodatkowo możliwe jest kształtowanie mikrostruktury metalu, a co za tym idzie – własności mechanicznych gotowych elementów.
Tomografia komputerowa jest bardzo pomocnym narzędziem do oceny ilościowej i jakościowej gotowych elementów, jak również do określenia mechanizmów niszczenia materiałów o rozwiniętej geometrii oraz materiałów kompozytowych. Dzięki wysokiej rozdzielczości i szerokiemu spektrum potencjalnych zastosowań coraz częściej stosowana jest zarówno do badań kompozytów polimerowych, jak i metalowych. W porównaniu do innych metod NDT, takich jak badania ultradźwiękowe czy termografia, tomografia komputerowa wydaje się szczególnie korzystna, jeżeli chodzi o niewielkie przedmioty oraz generowanie modeli CAD. Ponadto pozwala zrozumieć i opisać mechanizmy niszczenia i degradacji materiału. Dodatkowo jej unikalne możliwości potwierdza zastosowanie w inżynierii odwrotnej. Jest pomocnym narzędziem w udoskonalaniu procesów produkcyjnych.
Mirosław Cholewa, Tomasz Szuter
Politechnika Śląska, Katedra Odlewnictwa
Werner Hufenbach, Andrzej Czulak, Piotr Malczyk, Bartłomiej Przybyszewski
Politechnika Drezdeńska, Instytut Konstrukcji Lekkich i Przetwórstwa Tworzyw Sztucznych
Literatura:
[1] H. N. G. Wadley: Multifunctional periodic cellular metals, Philosophical transactions. Series A, Mathematical, physical, and engineering sciences, vol. 364, nr 1838, s. 31–68, Jan. 2006.
[2] M. Street: Review Metallic foams: their production, properties and applications, Methods, vol. 18, s. 1899–1911, 1983.
[3] A. G. Evans, J. W. Hutchinson, and M. F. Ashby: Multifunctionality of cellular metal systems, Progress in Materials Science, vol. 43, 1999.
[4] M. F. Ashby: The Mechanical Properties of Cellular Solids, Metallurgical Transactions, vol. 14, September 1983, s. 1755–1769.
[5] G. Kooistra: Compressive behavior of age hardenable tetrahedral lattice truss structures made from aluminium, Acta Materialia, vol. 52, nr 14, s. 4229–4237, Aug. 2004.
[6] Y. Norouzi, S. Rahmati, Y. Hojjat: A novel lattice structure for SL investment casting patterns, Rapid Prototyping Journal, vol. 15, nr 4, s. 255–263, 2009.
[7] H. Fan, W. Yang, B. Wang, Y. Yan, Q. Fu, D. Fang, Z. Zhuang: Design and Manufacturing of a Composite Lattice Structure Reinforced by Continuous Carbon Fibers, Tsinghua Science & Technology, vol. 11, nr 5, s. 515–522, Oct. 2006.
[8] M. Dziuba, M. Cholewa: Rdzenie ceramiczne odlewu szkieletowego o komórkach otwartych, Archives of Foundry Engineering, vol. 6, nr 22, s. 170–177, 2006.
[9] M. Dziuba, M. Kondracki: Warunki wytwarzania i postać geometryczna odlewów szkieletowych, Archives of Foundry Engineering, vol. 6, nr 22, 2006.
[10] M. D. Kałuża: Wpływ czynników technologicznych wytwarzania na strukturę odlewów szkieletowych, Politechnika Śląska, 2008.
[11] M. Cholewa, T. Szuter, M. Dziuba: Basic properties of 3D cast skeleton structures, Archives of Materials Science and Engineering Processing, vol. 52, nr 2, s. 101–111, 2011.
[12] M. Cholewa, S. Tenerowicz, T. Wróbel: Quality of the joint between cast steel and cast iron in bimetallic castings, Engineering, vol. 8, nr 3, s. 37–40, 2008.
[13] J. C. Wallach, L. J. Gibson: Mechanical behavior of a three-dimensional truss material, International Journal of Solids and Structures, vol. 38, nr 40–41, s. 7181–7196, Oct. 2001.
[14] A. Ajdari, H. Nayeb-Hashemi, A. Vaziri: Dynamic crushing and energy absorption of regular, irregular and functionally graded cellular structures, International Journal of Solids and Structures, vol. 48, nr 3–4, s. 506–516, Feb. 2011.
[15] J. Banhart, H. Berlin: Aluminium foams for lighter vehicles, Current, vol. 37, s. 114–125, 2005.
[16] J. Banhart: Manufacture, characterisation and application of cellular metals and metal foams, Progress in Materials Science, vol. 46, nr 6, s. 559–632, Jan. 2001.
[17] M. F. Ashby, A. G. Evans, N. A. Fleck, L. J. Gibson, J. W. Hutchinson, H. N. G. Wadley: Metal Foams. A design Guide. Elsevier Inc, 2000.
[18] M. Cholewa: Kształtowe odlewy z pian kompozytowych, Archives of Foundry Engineering, vol. 3, nr 9, s. 81–88, 2003.
[19] Z. Xue: Preliminary assessment of sandwich plates subject to blast loads, International Journal of Mechanical Sciences, vol. 45, nr 4, s. 687–705, Apr. 2003.
[20] K. P. Dharmasena, H. N. G. Wadley, K. Williams, Z. Xue, J. W. Hutchinson: Response of metallic pyramidal lattice core sandwich panels to high intensity impulsive loading in air, International Journal of Impact Engineering, vol. 38, nr 5, s. 275–289, May 2011.
[21] J. U. Baumeister, J. Banhart, M. Weber: Aluminium foams for transport industry, vol. 18, s. 217–220, 1998.
[22] H. N. G. Wadley: Multifunctional periodic cellular metals, Philosophical transactions. Series A, Mathematical, physical, and engineering sciences, vol. 364, nr 1838, s. 31–68, Jan. 2006.
[23] G. W. Kooistra, D. T. Queheillalt, H. N. G. Wadley: Shear behavior of aluminum lattice truss sandwich panel structures, Materials Science and Engineering: A, vol. 472, nr 1–2, s. 242–250, Jan. 2008.
[24] H. Toda, E. Maire, S. Yamauchi, H. Tsuruta, T. Hiramatsu, M. Kobayashi: In situ observation of ductile fracture using X-ray tomography technique, Acta Materialica 59 (2011), s. 1995–2008.
[25] C. Chateau, G. Gelebart, M. Bornert, J. Crepin, E. Boller, C. Sauder, W. Ludwig: In situ X-ray microtomography characterization of damage in SiCf/SiC minicomposites, Composites Science and Technology 71 (2011), s. 916–924.
[26] W. Hufenbach, M. Gude, F. Cichy, M. Danczak, C. Neinhuis, H. Schwager: Simulation of branched biological structures for bionic inspired fibre-reinforced composites, Kompozyty 11 (2011), s. 304-309
artykuł pochodzi z wydania 12 (63) Grudzień 2012