

































Opracowywane nowoczesne materiały konstrukcyjne mają coraz lepsze właściwości potrzebne w różnych zastosowaniach technicznych, takie jak np. wysoka wytrzymałość mechaniczna, zwiększona odporność na ścieranie, wysoka odporność na korozję, odporność na podwyższoną temperaturę itd. Lepsze właściwości tych materiałów wynikają z odpowiednio dobranego składu chemicznego (często z dużą zawartością pierwiastków stopowych), zastosowanej właściwej metody ich wytwarzania (zapewniającej strukturę drobnoziarnistą, w skali mikro i nano) oraz przeprowadzonej odpowiedniej obróbki cieplnej lub cieplno-chemicznej (dla zabezpieczenia właściwego stanu materiału, m.in. wymaganej dużej twardości).
Uzyskanie wysokiej jakości materiałów w aspekcie ich wykorzystania na części maszyn i w innych zastosowaniach, nie zawsze idzie w parze z polepszeniem ich obrabialności; nierzadko materiały te nie poddają się łatwo obróbce mechanicznej i w związku z tym wymagają stosowania nowoczesnych materiałów narzędziowych.
Do materiałów trudnoskrawalnych zaliczyć można m.in. [1]:
- stale obrobione cieplnie o twardości 45-65 HRC; ich wysoka twardość powoduje, że w strefie obróbki wiórowej powstają wysokie temperatury oraz bardzo duże ścierne oddziaływanie na ostrze narzędzia,
- stale nierdzewne austenityczne i austenityczno-ferrytyczne (typu duplex); w obróbce wiórowej tych materiałów występuje narażenie krawędzi na działanie dużych ilości ciepła oraz na zużycie w postaci karbu, wynikające m.in. z powstawania narostu,
- niektóre rodzaje żeliw, m.in. żeliwa sferoidalne (NCI – Nodular Cast Iron) i sferoidalne hartowane izotermiczne (ADI – Austempered Ductile Iron); w obróbce wiórowej tych materiałów może następować szybsze zużycie ścierne ostrzy narzędzi niż dla żeliw szarych i ciągliwych oraz występować deformacja plastyczna ostrzy. Szczególnie trudnoskrawalne są żeliwa o twardości 400-600 HB, w tym żeliwa zabielone (z warstwą żeliwa białego). Trudne do obróbki wiórowej mogą być również żeliwa stopowe: odporne na zużycie ścierne, żaroodporne, odporne na korozję oraz o strukturze austenitycznej do pracy w niskiej temperaturze,
- nadstopy na bazie niklu (np. Inconel, Nimonic), żelaza (np. Incoloy) i kobaltu (np. Haynes, Stellit), nazywane także superstopami żaroodpornymi (HRSA – Heat Resistant Superalloys), a także tytan i jego stopy, zwłaszcza o strukturze β (lub pseudo β); materiały te podczas obróbki wiórowej mają tendencje do tworzenia narostów na ostrzach, utwardzania się i powodują wydzielanie dużej ilości ciepła w strefie skrawania,
- niektóre stopy bazujące na aluminium, a także kompozyty z osnową metalową (MMC – Metal Matrix Composites) zawierające np. aluminium i węglik krzemu (do 30%); materiały te w niektórych przypadkach mogą być trudnoobrabialne, co wynika m.in. z tendencji do tworzenia narostu na ostrzu (np. czyste aluminium), zawartości krzemu w stopach aluminium (duże ścierne oddziaływanie przy zawartości Si powyżej 12%), ilości cząstek twardych w kompozytach MMC (np. węglików krzemu SiC, powodujących znaczne zmniejszenie trwałości ostrzy przy zawartości 20-30% SiC).
Materiały narzędziowe, których ogólne uszeregowanie w zależności od odporności na zużycie ścierne i kruche pękanie przedstawiono na rysunku 1, aby być idealnymi do obróbki wiórowej, powinny mieć [2]:
- wysoką twardość, szczególnie w wysokich temperaturach, co wiąże się z posiadaniem dobrej odporności na zużywanie ścierne ostrza w strefie skrawania,
- drobnoziarnistą strukturę, co umożliwia uzyskanie ostrej krawędzi skrawającej,
- dobrą ciągliwość czyli wysoką odporność na kruche pękanie przy jednocześnie dużej wytrzymałości mechanicznej, co pozwala uniknąć wykruszania się krawędzi skrawającej pod działaniem siły skrawania,
- dobrą przewodność cieplną, która zapewnia odprowadzenie ciepła ze strefy skrawania,
- stabilność cieplną, pozwalającą na utrzymanie właściwości fizycznych w temperaturze skrawania,
- niskie powinowactwo chemiczne lub małą reaktywność względem obrabianego materiału, w celu zminimalizowania zużycia dyfuzyjnego ostrza,
- niski współczynnik tarcia w stosunku do materiału obrabianego, wpływający na lepsze formowanie wióra i lepszą jakość obrobionej powierzchni.

Nie ma materiału, który spełniałby wszystkie ww. wymagania w sposób optymalny. W zależności od zakresu wymagań odnośnie do odporności na zużycie, prędkości skrawania, trwałości na gorąco, wytrzymałości na zginanie i ciągliwości (lub odporności na kruche pękanie), jako materiały narzędziowe stosowane są najczęściej węgliki spiekane, których udział na rynku szacuje się na ok. 50%, a następnie z udziałem na rynku ok. 40% stale narzędziowe oraz z ok. 10% materiały ceramiczne, w tym diament i azotek boru [2].
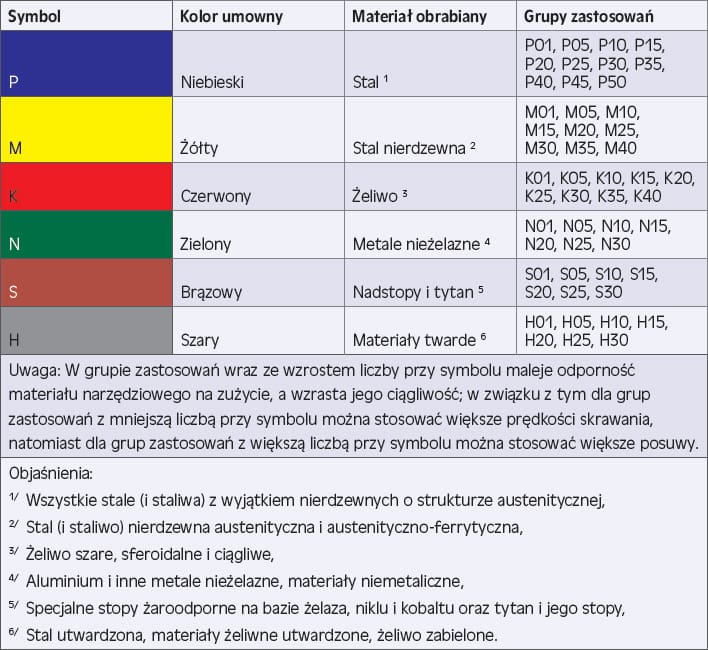
Dla potrzeb projektowania procesów obróbki wiórowej materiały obrabiane podzielone są na grupy w zależności od ich charakterystycznych cech dotyczących skrawalności. Grupy materiałów obrabianych powiązane są z grupami zastosowań materiałów narzędziowych, które określone są w normie ISO 513:2012 (Tab. 1).
Stale narzędziowe, w tym szybkotnące
Zgodnie z normą PN-EN ISO 4957:2004 stale narzędziowe można podzielić z uwagi na przeznaczenie na: do pracy na zimno (niestopowe i stopowe), do pracy na gorąco (nie stosowane na narzędzia skrawające) oraz szybkotnące. Stale narzędziowe do pracy na zimno, w stanie hartowanym i nisko odpuszczonym do twardości 52÷62 HRC, stosowane są na narzędzia do obróbki wiórowej z małymi prędkościami skrawania (np. wiertła, frezy, rozwiertaki, gwintowniki, narzynki), przy czym gatunki stopowe stosuje się przy wymaganiu od ww. narzędzi lepszych właściwości skrawnych oraz na przeciągacze i narzędzia tnące do papieru, gumy i tworzyw sztucznych. Na odpowiedzialne narzędzia do obróbki wiórowej najbardziej nadają się stale szybkotnące, a zwłaszcza gatunki wykonywane na drodze metalurgii proszków, które w porównaniu z gatunkami konwencjonalnymi, charakteryzują się o wiele bardziej równomierną strukturą, nie występuje w nich segregacja węglików i brak jest dużych węglików. Właściwości te ułatwiają ich obróbkę cieplną, zapewniają izotropowość właściwości w stanie obrobionym cieplnie i korzystne właściwości technologiczne, np. dobrą obrabialność i stabilność wymiarową. Stale szybkotnące stosowane są w stanie hartowanym i odpuszczonym (w zależności od gatunku i przeznaczenia o twardości 60÷69 HRC) na narzędzia do obróbki wiórowej wymagające dobrych i bardzo dobrych właściwości skrawnych, przede wszystkim o budowie wieloostrzowej, takie jak np. wiertła, frezy, rozwiertaki, gwintowniki, narzynki, brzeszczoty, przeciągacze i przepychacze, frezy ślimakowe i dłutaki [3, 4].
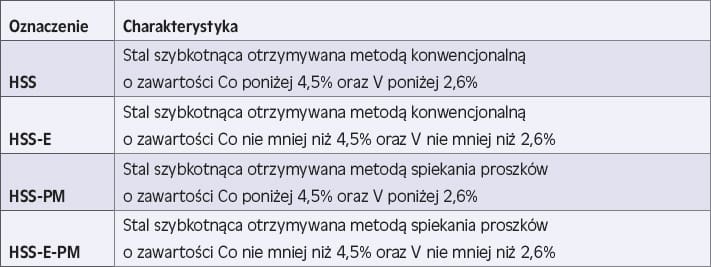
Wg normy ISO 11054:2006 stale szybkotnące można ogólnie podzielić na cztery grupy (Tab. 2), ze względu na sposób otrzymywania oraz zawartość pierwiastków stopowych kobaltu (Co) i wanadu (V), wpływających w sposób istotny na strukturę i właściwości stali. Podstawowymi pierwiastkami stopowymi stali szybkotnących są wolfram (W) i molibden (Mo); im większa ich zawartość, tym lepsze są właściwości skrawne narzędzi. Im więcej V, jako najbardziej węglikotwórczego pierwiastka w stalach szybkotnących, tym większa odporność stali na ścieranie i twardość wtórna. Chrom (Cr), jako stały dodatek do stali szybkotnącej. powoduje zwiększenie hartowności stali i jej odporności na ścieranie. Dodanie Co poprawia właściwości stali w wysokich temperaturach zwiększając twardość na gorąco, efekt twardości wtórnej i przewodność cieplną stali, a w związku z tym umożliwiając obróbkę wiórową z większymi prędkościami skrawania i efektywniejsze chłodzenie ostrza w czasie pracy. Na drobnoziarnistość struktury stali korzystnie wpływają V, Cr i W [4].
Gatunki stali narzędziowych konwencjonalnych, w tym szybkotnących, przedstawione są w ww. normie PN-EN ISO 4957:2004, a sposób ich oznaczania określony jest w normach PN-EN 10027-1:2007 (na podstawie składu chemicznego) oraz PN-EN 10027-2:1994 (w systemie cyfrowym) [4]. Natomiast gatunki stali otrzymywanych na drodze metalurgii proszków, dla których można byłoby na podstawie składu chemicznego określić oznaczenie stali wg normy PN-EN 10027-1:2007 (poprzedzając je zgodnie z tą normą literami PM), najczęściej mają jedynie oznaczenie firmowe (Tab. 3); dotyczy to m.in. czołowych producentów stali proszkowych, takich jak np. Erasteel, Uddeholm, Böhler, Crucible, Carpenter itd. [3-5].
Węgliki spiekane i cermetale
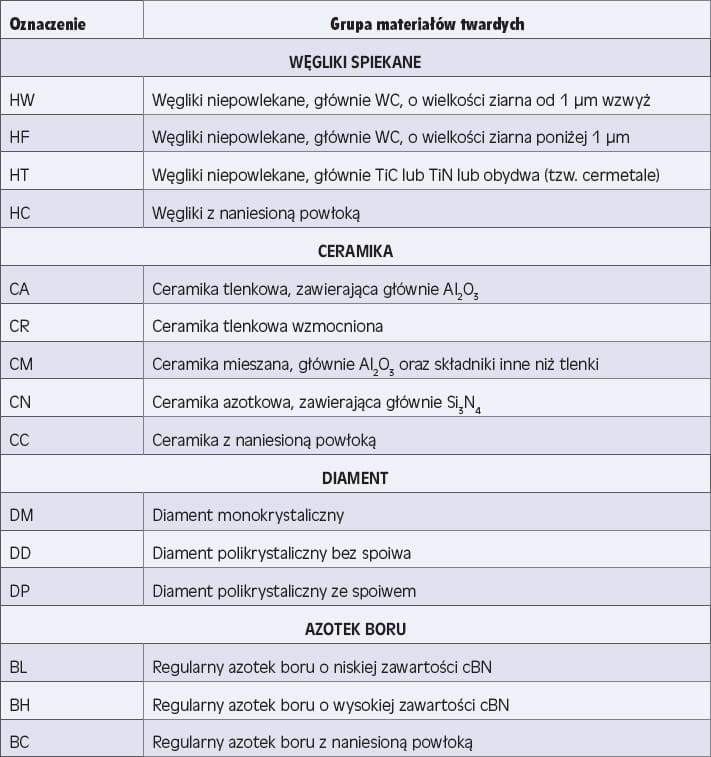
Wg normy ISO 513:2012 można wyróżnić cztery grupy materiałowe zaliczane do węglików spiekanych: HW, HF, HT i HC (Tab. 4). Węgliki spiekane, których twardość wynosi zwykle HV10 14÷20 GPa, cechuje duża odporność na działanie wysokiej temperatury, co umożliwia ich stosowanie do obróbki skrawaniem z dużymi prędkościami skrawania, a przy tym odznaczają się dużą wytrzymałością na ściskanie oraz dobrą odpornością na ścieranie, które to właściwości zależą od zawartości kobaltu (im mniej Co, tym lepiej). Z kolei wytrzymałość na zginanie węglików spiekanych wzrasta wraz z większą zawartością kobaltu. Właściwości skrawne narzędzi z węglików spiekanych zależą od cech materiałów narzędziowego i obrabianego, rodzaju obróbki, geometrii narzędzia oraz rodzaju naniesionej na ostrza powłoki. Szacuje się, że wśród płytek skrawających z węglików spiekanych oferowanych na rynku, aż 70% stanowią płytki z powłokami, najczęściej nanoszonymi metodami PVD (fizycznymi) i CVD (chemicznymi) [6-8].

Cermetale (o twardości rzędu HV10 18÷20 GPa), zaliczane wg normy ISO 513:2012 do grupy węglików spiekanych (HT – Tab. 4), posiadają dużo niższą od węglików spiekanych przewodność cieplną, co jest korzystne w aspekcie stosowania ich na ostrza narzędzi do obróbki na sucho, zwłaszcza do skrawania stali; ich składniki, których fazę twardą stanowią cząstki węglika tytanu – TiC, azotku tytanu – TiN oraz węglikoazotku tytanu – Ti(C,N)TiN, a spoiwem jest zwykle mieszanina niklu (Ni) i kobaltu (Co), mają wysoką odporność na dyfuzję i utlenianie. Zwiększona skłonność cermetali do pęknięć w porównaniu do węglików spiekanych WC-Co, jest minimalizowana poprzez przyjmowanie mniejszych posuwów przy większych prędkościach skrawania [6-8].
Ceramika, diament i azotek boru
W normie ISO 513:2012 wyróżniono pięć grup materiałowych zaliczanych do ceramiki: CA, CR, CM, CN i CC, a także trzy grupy materiałowe dotyczące diamentu: DM, DD i DP, jak i również trzy grupy materiałowe regularnego azotku boru: BL, BH i BC [9] – przedstawione w tabeli 4.
Ceramika, o twardości HV10 w zakresie 15÷22 GPa, głównie na bazie Al2O3 z dodatkiem TiN, TiC i Ti(C,N) oraz niewielkiej ilości ZrO2, w tym ceramika mieszana o wielkości ziarna poniżej 0,7 µm i z zawartością TiC powyżej 25%, pozwala na skrawanie materiałów o twardości powyżej 45 HRC z prędkością nawet do 300 m/min. Dodatek ZrO2 powoduje zwiększenie odporności na kruche pękanie i wytrzymałości na zginanie. Ceramika tlenkowa wzmocniona włóknami SiC (tzw. whiskerami) o średnicy 0,1 do 1 µm i długości 5 do 100 µm, odznacza się wyższą wytrzymałością i jest bardziej odporna na różnice temperatur i w związku z tym może być stosowana do obróbki z udziałem cieczy chłodząco-smarujących. Ceramika azotkowa Si3N4 jest bardziej ciągliwa od ceramiki tlenkowej, odznacza się odpornością na kruche pękanie zbliżoną do odpowiednich wartości dla węglików spiekanych WC-Co, przy wyższej wytrzymałości i mniejszym współczynniku rozszerzalności cieplnej, co powoduje wyższą odporność na gwałtowne zmiany temperatury. Odmianą ceramiki azotkowej jest SiAlON – roztwór stały Al2O3 w azotku krzemu; jest on bardziej odporny chemicznie niż Si3N4, ale mniej odporny na wahania temperatury [9-11].
Polikrystaliczny diament (PCD) posiada bardzo dużą twardość (HV10 powyżej 45 GPa) i utrzymuje właściwości mechaniczne do temperatury 650 °C, a przy tym odznacza się wysoką wytrzymałością na zginanie i dobrą przewodnością cieplną. Ostrza narzędzi z tego materiału posiadają bardzo dużą trwałość i umożliwiają uzyskiwanie bardzo wysokiej jakości powierzchni obrobionych; przeznaczone są głównie do obróbki stopów aluminium, metali kolorowych i materiałów niemetalowych. Możliwe jest stosowanie bardzo wysokich prędkości skrawania, np. rzędu 900 m/min [9, 12-13].
Polikrystaliczny regularny azotek boru (PCBN) posiada twardość HV10 27÷40 GPa. Jest to materiał szczególnie odpowiedni do obróbki na twardo stopów żelaza i perlitycznego żeliwa szarego, który ze względu na wysoką twardość w podwyższonych temperaturach i stabilność chemiczną może być wykorzystywany w wysokowydajnej obróbce na sucho. Jest przy tym stabilny cieplnie do temperatury 1200 °C. Zawiera do 70% i więcej ziaren azotku boru, a jako spoiwo wykorzystuje się fazy metaliczne, a także ceramiczne (Al2O3, TiC, TiN). Regularny azotek boru twardością ustępuje tylko diamentowi, natomiast odznacza się większą ciągliwością. Wykazuje dobrą odporność chemiczną, natomiast w stosunku do diamentu odznacza się gorszą przewodnością cieplną, która wzrasta ze wzrostem zawartości cBN. Wadą regularnego azotku boru, jako materiału na narzędzia do obróbki wiórowej, jest mała odporność na szoki termiczne i drgania oraz ograniczenia w kształtowaniu geometrii ostrza związane z trudną obróbką ścierną [9, 12-15].
Rodzaje powłok i metody ich nanoszenia
Powłoki stosowane na ostrza narzędzi ogólnie można podzielić na powłoki nanoszone metodami: CVD (Chemical Vapor Deposition) oraz PVD (Physical Vapor Deposition).
Metoda CVD polega na reakcji chemicznej gazowych składników atmosfery, co prowadzi do wytworzenia cienkiej twardej warstwy na powierzchni narzędzia. Proces ten odbywa się zwykle pod ciśnieniem atmosferycznym w temperaturze 900÷1100 °C (APCVD – Atmosferic Pressure). Przy stosowaniu reagentów można obniżyć temperaturę procesu do 800÷850 °C (MTCVD – Medium Tempereture) lub ciśnienie do 1÷5 kPa (LPCVD – Low Pressure). Poprzez aktywację elektryczną gazowych reagentów za pomocą wyładowania jarzeniowego lub prądów wysokiej częstotliwości można obniżyć temperaturę procesu do 400÷600 °C (PACVD – Plasma Assisted) [16-19].
Metoda PVD polega na nanoszeniu cienkich warstw poprzez fizyczne ich osadzanie z fazy gazowej. Proces ten zwykle odbywa się przy znacznie obniżonym ciśnieniu rzędu 0,1÷1 Pa w temperaturze 300÷700 °C. Istniejące odmiany metody PVD różnią się w prostszych przypadkach sposobem doprowadzenia ciepła potrzebnego do odparowania osadzanego materiału (nagrzewanie oporowe, indukcyjne, laserowe, bombardowanie wiązką elektronów), a w bardziej złożonych sposobem otrzymywania fazy gazowej zjonizowanej tj. plazmy (PAPVD – Plasma Assisted; w odróżnieniu od procesów nanoszenie warstw z fazy gazowej niezjonizowanej czyli naparowywania próżniowego). Jednym ze sposobów otrzymywania plazmy jest termiczne odparowywanie (tzw. metody nanoszenia jonowego – Ion Plating). Plazma może być otrzymywana także poprzez odparowanie metalu i jonizowanie jego par przez katodowy łuk w miejscu ich powstawania (tzw. łukowo-plazmowa metoda PVD – Arc Deposition). Z kolei inna z metod polega na wybijaniu z katody cząstek osadzanego materiału wskutek bombardowania jonami o dużej energii (tzw. metody rozpylania jonowego – Sputter Deposition), np. w wyniku wytworzenia odpowiednio ukształtowanego pola magnetycznego (tzw. metoda magnetronowa – Magnetron Sputtering) [16-19].
Nowoczesne powłoki na ostrza narzędzi
Powłoki nanoszone na ostrza narzędzi można podzielić z uwagi na budowę na: jednowarstwowe (monolityczne, kompozytowe, gradientowe) i wielowarstwowe (w skali mikro, w skali nano, nadstruktury). Powłoki te mogą być w postaci azotków, węglików, węglikoazotków, tlenków i wieloskładnikowej. Wielowarstwowość powłoki daje korzystniejszy rozkład naprężeń i lepszą odporność na pękanie, gdyż energia pęknięcia rozpraszana jest przez jego odchylanie i rozgałęzienia. Powłoki wielowarstwowe mogą składać się z kilku, kilkunastu, kilkudziesięciu, a nawet z kilku tysięcy warstw (w tym ostatnim przypadku o grubości kilku nm) [17, 19].
Wielowarstwowe w skali mikro powłoki nanoszone metodą PVD składają się z kilku warstw funkcjonalnych [20]; w kolejności od podłoża mogą to być m.in.: metaliczna warstwa adhezyjna (np. Ti, Cr, Mo, Zr), podstawowa warstwa o wysokiej twardości i o możliwie niskim poziomie naprężeń (np. TiN, CrN, ZrN, TiCN), warstwa blokująca przepływ ciepła (np. TiAlN, TiZrN) oraz na powierzchni warstwa o niskim współczynniku tarcia (np. Cr, CrN, TiN). Nowoczesne powłoki na ostrza narzędzi do obróbki wiórowej (Tab. 5) rozwijane są w wielu ośrodkach naukowych oraz w wielu firmach. Są to powłoki, takie jak np. [21]:
- powłoki wielowarstwowe w skali mikro i nano oraz powłoki nadstrukturalne, na bazie azotków i węglików metali grup przejściowych Ti, Cr, Zr, Mo, W oraz innych pierwiastków B, Si i Al,
- powłoki nanokompozytowe złożone z faz nanokrystalicznych i amorficznych w układach (Ti-B-N, Ti-B-C) oraz (Ti-Al-Si-N),
- powłoki wielowarstwowe lub kompozytowe azotków i siarczków na bazie np. TiN/MoS2 lub TiN-MoS2,
- powłoki supertwarde: DLC, diamentowe, cBN, CxNy.
Ważną właściwością nanostrukturalnych powłok nanoszonych metodą PVD jest wysoka twardość, przy czym dla minimalizacji zużycia ważne jest także uzyskanie powłoki o odpowiednim poziomie sprężystości i tolerancji na odkształcenie. W związku z powyższym potrzebne jest optymalizowanie zarówno twardości (H), która powinna być odpowiednio duża, jak i modułu sprężystości Younga (E), który z kolei powinien mieć stosunkowo niską wartość, co sprowadza się do uzyskania powłoki mającej wysoką wartość ilorazu H i E [22]. Powłoki nanoszone metodą PVD, wykonywane coraz częściej jako wielowarstwowe w skali nano, zapewniają narzędziom m.in. [17]:
- optymalny stosunek twardości do naprężeń własnych, co zapewnia dużą stabilność geometrii narzędzi i ich równomierne zużywanie się,
- wyższą odporność termiczną i chemiczną, umożliwiającą obróbkę z większymi prędkościami skrawania,
- lepsze właściwości ślizgowe, co pozwala uzyskać wyższą jakość obrobionej powierzchni,
- większą odporność na zużycie, co wpływa na zmniejszenie kosztów narzędziowych.

Nanoszone metodą PVD powłoki gradientowe lub złożone albo gradientowe i wielowarstwowe nanostrukturalne, pozwalają na kształtowanie zróżnicowanych właściwości powłok na ich powierzchni i grubości oraz na granicy faz podłoże-powłoka [18]. Do tworzenia tego rodzaju powłok nadają się głównie układy Ti-Al-B-N, w których tytan może być zastąpiony przez chrom (Cr), a bor (B) przez krzem (Si), co prowadzi do tworzenia powszechnie już stosowanych nowoczesnych powłok typu CrAlN, TiSiN, TiCrAlN i TiAlSiN, czy też typu TiAlN [22]. Stosowane są również powłoki, do których budowy wykorzystywane są azotki lub węgliki cyrkonu i azotki niobu [23, 24].
Bardzo korzystne właściwości posiadają powłoki nadstrukturalne (superlattice coatings; SL coatings), które mają budowę wielowarstwową w postaci ułożonych naprzemiennie bardzo cienkich warstw rzędu kilku nm. W przypadku takich struktur azotkowych obserwuje się nawet do 300% wzrost twardości w stosunku do twardości poszczególnych azotków tworzących warstwy, co wynika z działania dyslokacji i co może wystąpić wtedy, gdy warstwy składowe różnią się modułem sprężystości poprzecznej (modułem Kirchhoffa) [25].
Przykłady nowoczesnych powłok przeciwzużyciowych
Producenci narzędzi do obróbki wiórowej zalecają odpowiednie rodzaje wytwarzanych powłok do poszczególnych rodzajów materiałów obrabianych. Wśród powłok oferowanych przez firmę Oerlikon Balzers do obróbki materiałów trudnoobrabialnych na szczególną uwagę zasługuje powłoka Balinit Aldura, odpowiednia zarówno do zgrubnej i wykończeniowej obróbki frezowaniem stali na matryce o twardości rzędu 60 HRC, jak i do obróbki stopów tytanu i magnezu. Składa się ona z warstwy TiAlN o bardzo dobrej adhezji do podłoża i dużej wytrzymałości oraz z zewnętrznej funkcjonalnej warstwy azotku AlCrN o strukturze nanokrystalicznej, o wysokiej twardości 3300 HV0,05 (również na gorąco), dużej odporności na utlenienie, wysokiej temperaturze pracy 1100 °C [17].

Przykładem nowoczesnych powłok mogą być również wykonane w Instytucie Zaawansowanych Technologii Wytwarzania (IZTW) powłoki nanostrukturalne zawierające cienkie warstwy CrN i TiAlN (Rys. 2a) oraz bazujące na cienkich warstwach TiN i TiAlN (Rys. 2b), wykonane na płytkach skrawających z węglików spiekanych gatunku SM25T. Osiągnięta w tym przypadku twardość powłok rzędu 3000-3500 HV0,025 przełożyła się na znaczne podwyższenie trwałości ostrzy z tymi powłokami (Rys. 3) – wskaźnik trwałości ostrzy WT wynosił od 1,4 do 3,1. Twardość powłok określano na zgładach metalograficznych skośnych za pomocą cyfrowego miernika mikrotwardości typu FM-7 (firmy Future-Tech Corp.) metodą Vickersa przy obciążeniu 0,2452 N, a wskaźniki trwałości ostrzy WT stanowiące iloraz trwałości ostrza z powłoką i bez powłoki określano w próbach toczenia wzdłużnego wałków o średnicy ok. 85 mm i długości ok. 650 mm ze stali narzędziowej stopowej 145Cr6 o twardości ok. 50 HRC; próby te przeprowadzono na tokarce typu TZC-32N Uniwersal o mocy silnika 50 kW, przy prędkości skrawania vc = 120 m/min, posuwie f = 0,07 mm/obr. oraz głębokości skrawania ap = 0,5 mm. Płytki mocowano w korpusie noża tokarskiego typu CSRPL 2525-12 (firmy Pafana), który zapewniał kąty ostrza: natarcia γo = 5º, pochylenia krawędzi skrawającej λS = 0°.
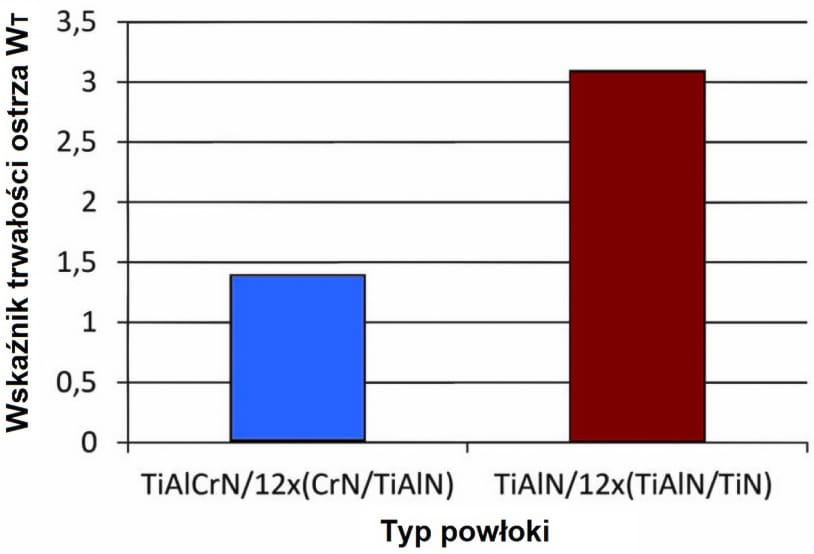
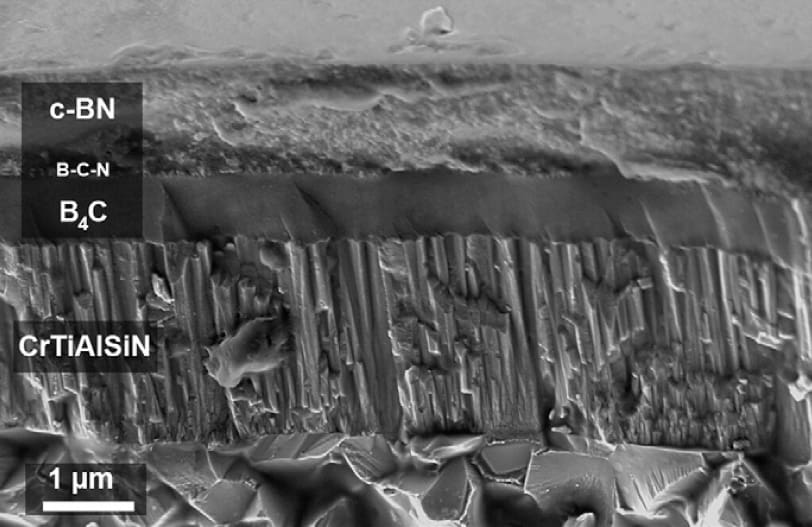
Wskaźniki trwałości WT ostrzy z węglików spiekanych z nanostrukturalnymi powłokami naniesionymi w IZTW metodą PVD, uzyskane w obróbce toczeniem utwardzonej stali narzędziowej (WT = 1 dla ostrza bez powłoki) [19]W ramach rozwoju narzędzi skrawających z węglików spiekanych podejmowane były próby otrzymywania powłok z regularnego azotku boru (cBN), do których zaliczyć należy badania nad opracowaniem powłok wielowarstwowych TiAlN/B4C/B-C-N/cBN oraz CrTiAlSiN/B4C/B-C-N/cBN, przeprowadzone we Fraunhofer IST [26]. Przykład przełomu poprzecznego naniesionej powłoki przedstawiono na rysunku 4. Na płytce skrawającej z drobnoziarnistego węglika spiekanego (CC) znajduje się warstwa azotku CrTiAlSiN, następnie warstwa amorficznego węglika boru (B4C), a jeszcze powyżej warstwa B-C-N o strukturze heksagonalnej, zaś warstwę zewnętrzną o grubości 1-2 µm stanowi nanokrystaliczny cBN o wielkości ziarna 10÷20 nm. Twardość opracowanych powłok była bardzo wysoka i wynosiła 71-75 GPa, moduł Younga wynosił 329-341GPa, a siła krytyczna charakteryzująca adhezję powłok była wyższa od 50 N. Powłoki wykazywały wysoką odporność temperaturową (do 1000 °C). Uzyskane wyniki wskazują na duży potencjał opracowanych powłok supertwardych, co wymaga sprawdzenia w dalszych badaniach [26].
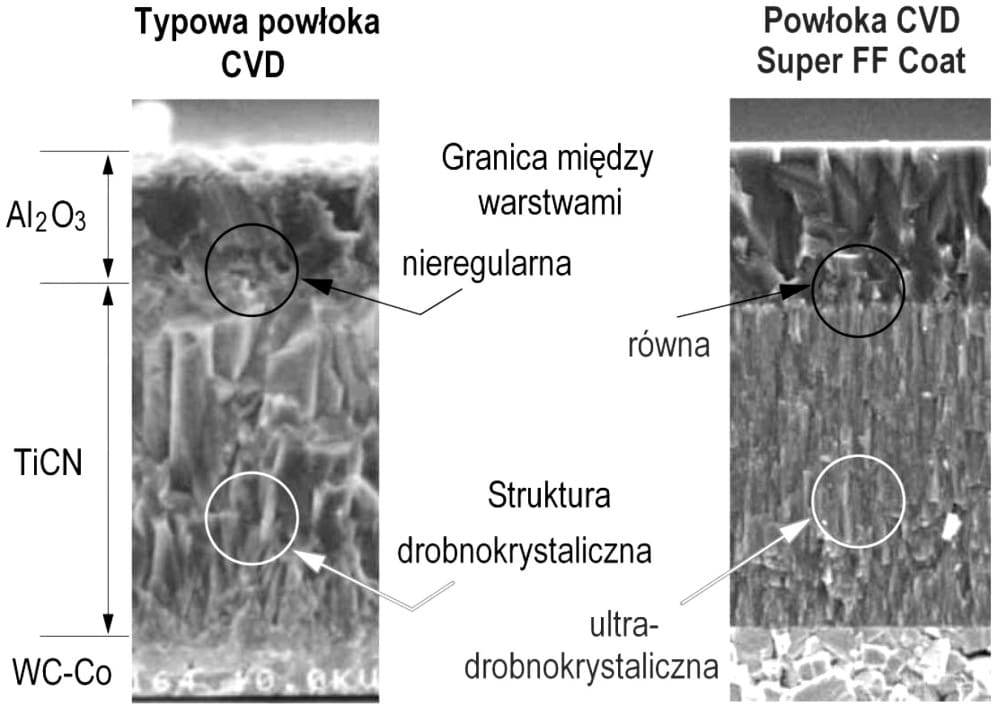
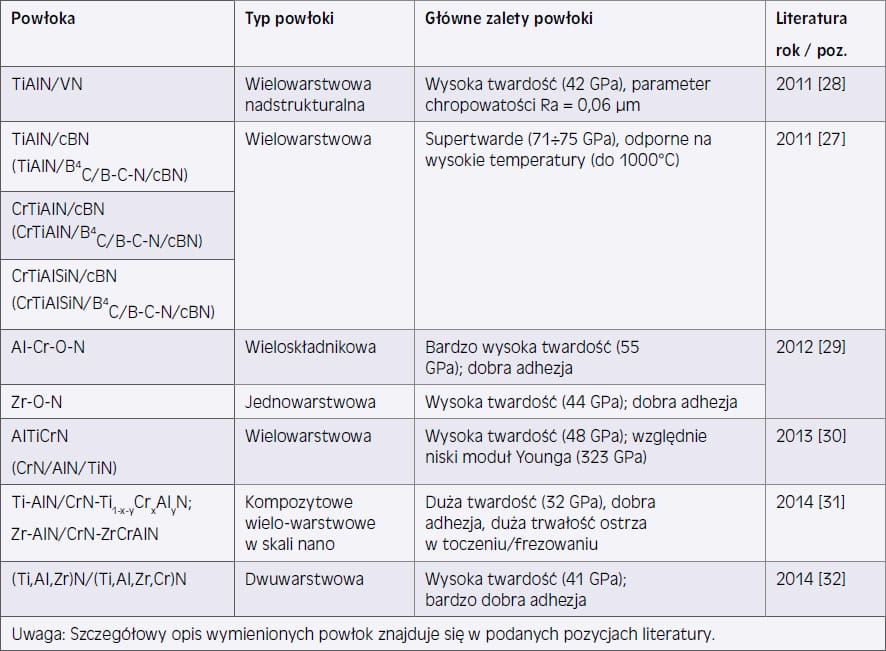
Z innych opracowanych w ostatnich latach nowych powłok, warto zwrócić uwagę na powłoki PVD, których przykłady wymieniono w tabeli 6, a które charakteryzują się bardzo wysoką twardością i dobrą adhezją. Warto także zwrócić uwagę na nowe możliwości opracowanych w firmie Sumitomo specjalnych powłok Super FF Coat nanoszonych metodą CVD (Rys. 5), które zawierają obok zewnętrznej warstwy Al2O3, warstwę TiCN o twardości powyżej 30 GPa, o ultra-drobnokrystalicznej strukturze, z super równą granicą między warstwami [27].
Podsumowanie
Różnorodność dostępnych na rynku materiałów narzędziowych, w tym powłok oraz ciągły rozwój w tej dziedzinie, w coraz większym stopniu umożliwia właściwy dobór materiału narzędziowego do danego procesu technologicznego i bardziej precyzyjne powiązanie konkretnych gatunków materiałów narzędziowych z grupami i podgrupami zastosowań wg normy ISO 513:2012 (Tab. 6). To z kolei wpływa na zwiększanie wskaźnika produktywności systemu określonego ilorazem wielkości wyjściowej (przychody) i wielkości wejściowej (nakłady), jak i również umożliwia polepszenie jakości wyrobów.
dr inż. Kazimierz Czechowski
mgr inż. Iwona Wronska
dr inż. Daniel Toboła
Instytut Zaawansowanych Technologii Wytwarzania, Kraków
Bibliografia:
[1] Czechowski K., Wronska I.: Rola powłok na narzędziach skrawających w obróbce materiałów trudnoobrabialnych. Obróbka Metalu, 2013, Nr 1, 31-36
[2] Lantrip J.: New Tools Needed. New cutting tool materials are required for new generation airframes. CTE, 2008, August, s. 72, 74, 76-78, 80-82, 84
[3] Materiały informacyjne firm Erasteel, Uddeholm, Böhler, Crucible, 2011-2015
[4] Czechowski K., Wronska I., Wszołek J., Toboła D.: Rozwój narzędzi skrawających ze stali szybkotnących. Część I. Projektowanie i Konstrukcje Inżynierskie, 2011, nr 3, 20-27
[5] Czechowski K., Stós J., Wronska I., Wszołek J.: Zwiększanie trwałości ostrzy narzędzi skrawających poprzez dobór stali i warunków obróbki cieplnej. Inżynieria Powierzchni, 2011, nr 4, 8-14
[6] Dobrzański L.A.: Materiały inżynierskie i projektowanie materiałowe. Podstawy nauki o materiałach i metaloznawstwo. WNT, Warszawa, 2006
[7] Legutko S.: Materiały narzędziowe w obróbce skrawaniem. Mechanik, 2004, nr 12, 835-841
[8] Czechowski K., Stós J., Wronska I., Wszołek J.: Materiały na narzędzia do wydajnej wykończeniowej obróbki skrawaniem. Obróbka Metalu, 2011, nr 2, 26-32
[9] Czechowski K., Toboła D., Wronska I., Jarosz R., Bąk M.: Modyfikacja warstwy wierzchniej części roboczych narzędzi. Mechanik, 2015, nr 11, 866-869
[10] Byrne G., Dornfeld D., Denkena B.: Advancing Cutting Technology. Ann.CIRP, 2003, Vol.52(2), 483-507
[11] Destefani J.: Cutting Tools 101: Materials. Part 1. Manuf.Eng., 2002, September, 57-69
[12] Riedel R.: Handbook of Ceramic Hard Materials. Vol. 2. WILEY-VCH Verlag, Weinheim, 2000
[13] Filipp M.: Diamant und CBN machen Späne, Schweiz.Masch. 2007, Vol.108, No. 6, D53-D59
[14] Kennedy B.: Apply Directly To Workpiece, Cutt.Tool Eng. 2007, June, 32-40
[15] Weinert K., Hagedorn M., Kötter D.: Produktiver und flexibler mit neuen Schneidstoffen. Werkst.u.Betr., 2002, Vol. 135, No. 7-8, 25-32
[16] WYSIECKI M., Nowoczesne materiały narzędziowe stosowane w obróbce skrawaniem. Wydawnictwa Naukowo-Techniczne, Warszawa 1997
[17] Materiały informacyjne firm Oerlikon-Balzers, Ionbond, Platit, CemeCon, Hauzer, SHM, Gühring, 2010-2015
[18] Czechowski K., Wronska I., Toboła D.: Podstawowe i wybrane nowe powłoki na narzędzia. Cz. I. Stal, Metale & Nowe Technologie, 2014, nr 9-10, 36-43
[19] Czechowski K., Wronska I., Toboła D.: Powłoki na ostrza narzędzi z węglików spiekanych i stali szybkotnących. Szkoła Obróbki Skrawaniem 8, Synergia Nauki z Przemysłem, 2014 (monografia). Mechanik, 2014, nr 8-9 (CD)
[20] Panckow A.N. at al.: Application of a novel vacuum-arc ion-plating technology for the design of advanced wear resistant coatings. Surf. Coat. Technol. 138 (2001) 1, 71-73
[21] Czechowski K., Wronska I., Wszołek J., Bednarski P.: Wielowarstwowe powłoki nanostrukturalne nanoszone na narzędzia łukowo-plazmową metodą PVD. Magazyn Przemysłowy, 2009, nr 8-9, 40-42
[22] Leyland A., Matthews A.: Optimization of nanostructured tribological coatings in Nanostructured Coatings; ed. Cavaleiro A., De Hosson J.Th.M. Springer, N. York, 2006, 511–538
[23] Hovsepian P.Eh., Münz W.D.: Synthesis, structure and applications of nanoscale multilayer/superlattice structured PVD coatings in Nanostructured Coatings; ed. Cavaleiro A., De Hosson J.Th.M. Springer, N.York, 2006, 555-643
[24] Abadias G. et al.: Stress, interfacial effects and mechanical properties of nanoscale multilayered coatings. Surf. Coat. Technol. 202, 2007, 844-853
[25] Hultman L.: Synthesis, structure and properties of superhard superlattice coatings in Nanostructured Coatings; ed. Cavaleiro A., De Hosson J.Th.M. Springer, N.York, 2006, 539-554
[26] Stein C. i in.: Cubic boron nitride based coating systems with different interlayers for cutting inserts. Surface & Coating Technology, 205 (2011) S103-S106
[27] Okuno S. i in., Development of New coated carbide grade Ace Coat AC405K/415K for cast iron turning. SEI Technical Review, No. 75, October, 2012, 8-12
[28] Luo Q.: Temperature dependent friction and wear of magnetron sputtered coating TiAlN/VN. Wear, 2011, 2058-2066
[29] Barthelma F., Frank H., Mahr P., Reich S.: Oxygen-improved hard coatings for high performance cutting processes. Procedia CIRP 1 (2012), 208-213
[30] Jakubeczyova D., Kocik M., Hvizdos P.: A study of PVD mono- and multicomponent thin coatings for to ols applications. Metal, 15.-17.5.2013, Brno, Czech Republik, EU
[31] Vereshchaka A.A., Vereshchaka A.S., Mgaloblishvili O., Morgan M.N., Batako A.D.: Nano-scale multilayered-composite coatings for the cutting tools. Int. J. Adv. Manuf. Technol. (2014) 72, 303-317
[32] Zhao S., Zhang J., Zhang Z., Wang S., Zhang Z-g.: Microstructure and mechanical properties of (Ti,Al.,Zr)N/(Ti,Al.,Zr,Cr)N films on cemented carbide substrates. Int. J. of Minerals, Metallurgy and Materials, Vol. 21, 1, January 2014, 77-81
artykuł ukazał się w dwóch częściach w wydaniach 11 (98) listopad i 12 (99) grudzień 2015










