

































Polski przemysł okrętowy, funkcjonujący dziś głównie jako poddostawca zespołów okrętowych dla stoczni niemieckich i francuskich, przed laty był potęgą. Projektowano i budowano u nas trzysta kompletnych jednostek pływających rocznie, a więc średnio jedną dziennie (w tym – chyba najtrudniejsze w budowie, chemikaliowce ze stali duplex, służące głównie do transportu płynnego gazu, które potrafiło budować zaledwie kilka stoczni na świecie).
Ta ogromna produkcja wymagała wytwarzania dużej ilości różnych zespołów i podzespołów, w których budowę było zaangażowanych wiele fabryk z całego kraju. W Poznaniu, w H. Cegielskim, powstawały projekty automatyki okrętowej, ale przede wszystkim – wielka liczba silników okrętowych. Budowano tam nie tylko silniki napędu głównego, ale też agregatowe, które mogły napędzać małe jednostki pływające, ale służyły głównie jako napęd agregatów prądotwórczych. Produkowano też dmuchawy, które służyły na statkach do rozruchu silników głównych. Zespoły siłowni okrętowych produkowanych w H. Cegielskim przedstawione są na rysunku 1. Wyprodukowano tam ponad 7200 silników napędu głównego, czym fabryka zapisała się w historii nie tylko przemysłu okrętowego krajowego, ale i światowego. Duża liczba silników sprzedana była w eksporcie bezpośrednim do różnych krajów świata. Zapotrzebowanie na silniki było tak duże, że budowano je też w innych miejscach w Polsce, w Stoczni Gdańskiej, czy Hucie ZGODA w Świętochłowicach. Ale już w mniejszych ilościach.

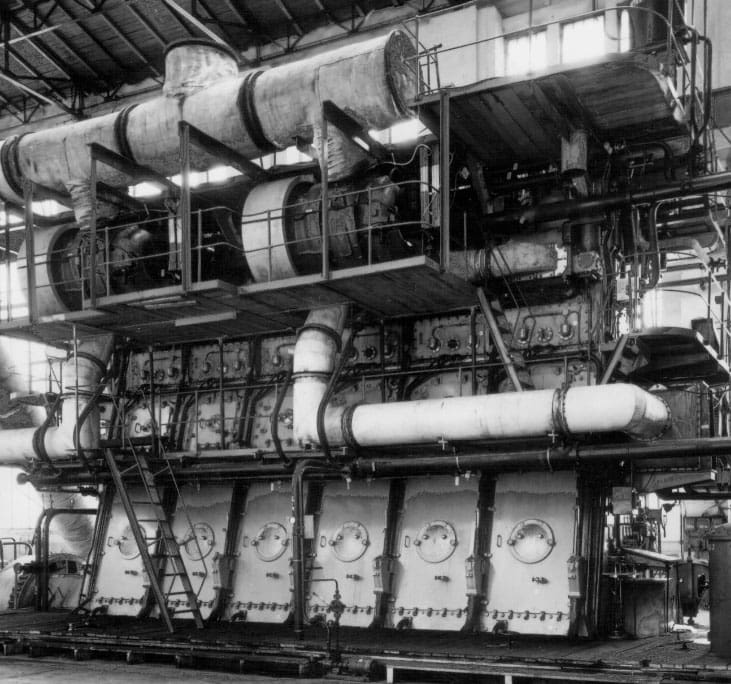
Rozwój polskiego przemysłu okrętowego przypadł na czas dużych zmian w budowie statków. W połowie lat pięćdziesiątych ubiegłego wieku zrezygnowano z nitowania kadłubów, zastępując je spawaniem, co znacząco skróciło ich czas budowy i zwiększyło ich produkcję. Drugim ważnym czynnikiem rozwoju było odejście od napędów parowych, na korzyść napędów spalinowych. Powstawały nowe konstrukcje silników napędów głównych statków, które budowano w różnych fabrykach na świecie. Również w Polsce powstała oryginalna konstrukcja silnika okrętowego spalinowego 3D55 (doświadczalnego), potem produkowanego w wersji 9D55, który po modernizacjach i dopracowaniu był długo produkowany w wersji 7D55. Cyfra 7 z przodu oznaczała liczbę cylindrów. Dwusuwowe silniki jednostronnego działania pozwoliły na zastosowanie paliw ciężkich, co zdecydowanie obniżyło koszty transportu morskiego. Jednak wyniszczająca finansowo rywalizacja producentów silników okrętowych, pomiędzy dwoma koncepcjami przepłukiwania silnika dwusuwowego – poprzeczną i wzdłużną, doprowadziły do wyeliminowania niektórych firm. Fabryka H. Cegielski odkupiła wówczas od jednej z najważniejszych na rynku szwajcarskiej firmy SULZER licencję na produkcję silnika 6RSAD76, którego produkcję wdrożono i produkowano obok polskiego D55 w różnych wersjach. Jeden z pierwszych silników licencyjnych wyprodukowanych w H. Cegielskim przedstawiony jest na fotografii 1.
Były też inne silniki produkowane przez Cegielskiego, np. na licencji duńskiej firmy Burmeister & Wain, których do roku 1968 wyprodukowano w sumie czterdzieści sześć sztuk, czy na licencji FIATA. Jednak doskonała współpraca z firmą SULTZER pozwalała na bieżąco wprowadzać wszystkie nowo opracowane w tej firmie nowoczesne wersje silników w poznańskich zakładach, czym fabryka Cegielskiego zapewniła sobie czołowe miejsce wśród światowych producentów. Trzeba tu też podkreślić, że dokumentacja konstrukcyjna każdego nowego silnika SULTZER’a musiała być przystosowana do produkcji w Polsce, a więc powstawała polska dokumentacja konstrukcyjna oraz musiała powstać dokumentacja technologiczna wykonania każdego nowego typu silnika.
Armatorzy wymagali wielu nowatorskich rozwiązań, jak np. odsuniętych i zdalnych stanowisk sterowania silnikiem, wraz z automatyzacją obsługi silnika. Możliwe stało się sterowanie silnikiem z mostku sterowniczego. Rozwiązanie to pociągnęło za sobą wiele istotnych zmian w układzie sterowania, jak i w mechanizmie manewrowym, i w samym silniku. To nowoczesne sterowanie zostało zaprojektowane w biurze konstrukcyjnym fabryki Cegielskiego i zyskało powszechnie wielkie uznanie w branży.
Silniki okrętowe zalicza się do dużych maszyn i do tego raczej dokładnych. Produkcja silnika, składającego się z wielu zespołów i detali o dużych gabarytach i dużej dokładności, wymaga opanowania odpowiednich, dopracowanych technologii produkcyjnych. Wypracowuje się je latami, stopniowo nabierając doświadczenia. Korpus silnika o dużych gabarytach spawany jest z bardzo dużą dokładnością, po wcześniejszym wycięciu palnikami blach. Podstawa w silniku 6-cylindrowym o masie 53,6 ton ma wymiary powierzchni obrabianych 4000×10600 mm. Jest wyżarzana, śrutowana i obrabiana na największej w Europie obrabiarce – frezarce bramowej (firmy WAGNER). W Europie były wówczas zaledwie cztery takiej wielkości frezarki bramowe. Na obrabiarce tej obrabia się powierzchnię spodu i górną powierzchnię podstawy, obróbkę zamków i gniazd łożysk głównych. Piec do wyżarzania też jest jednostkowy, duży, o wielkości nieznanej w innych technologiach produkcji. Do tego też wielka śrutownia, w której oczyszczano korpusy silników po spawaniu i żarzeniu, a przed malowaniem.
Inne, poza korpusem duże i trudne w wykonaniu i obróbce detale silnika to np. wał korbowy. Niewiele fabryk na świecie jest w stanie wyprodukować tej wielkości wał korbowy, który jest łączony z części najpierw kutych, potem obrabianych cieplnie, a później obrabiany skrawaniem na specjalnych obrabiarkach. Niektóre wały korbowe wykonywane były w Cegielskim, a niektóre w innych zakładach w Polsce lub importowane.
Wały korbowe silników okrętowych pracują w szczególnie trudnych warunkach, podlegając zmiennym obciążeniom, w związku z czym wymagana jest ich bardzo duża wytrzymałość zmęczeniowa, co determinuje technologię ich wytwarzania, a zwłaszcza kucie, które zapewnia ciągłość włókien w wykonanym wale. Dużą uwagę zwraca się przy produkcji tych wałów na zapewnienie odpowiedniego rozkładu własności wytrzymałościowych, zwłaszcza w obszarze czopa wykorbienia. W H. Cegielskim stosowano głównie wały łączone.
Proces kucia wykorbień wałów, dla odkuwki o masie np. około 43,5 Mg kutej z wlewka o masie 65 Mg nie jest prosty. Kucie wykorbienia odbywa się metodą kucia swobodnego lub półswobodnego, z wlewka przekutego na okrągły wał spęczanego następnie na krążki. Technologia ta wymaga od zespołu kowali niezwykłych umiejętności w operowaniu odkuwką i młotem parowym o wielkich rozmiarach, zwłaszcza przy realizowaniu kucia swobodnego.
Tuleje cylindrowe silnika, to następny trudny i bardzo odpowiedzialny „detal” silnika okrętowego. Odlewy tulei cylindrowych wykonane są ze specjalnego żeliwa stopowego, którego struktura zapewnia dużą odporność na obciążenia mechaniczne, cieplne i korozyjne, a także odporność na zatarcia. Masa tulei w zależności od silnika wynosi średnio ok. 2,8 tony. Tuleje cylindrowe przeszły dużą konstrukcyjną drogę rozwojową co ilustruje rysunek 2. Po wstępnej obróbce na specjalnej tokarce otwór tulei wytacza się na pionowej wytaczarce. Odpowiednio dobrany kształt noża oraz posuw pozwalają na uzyskanie śrubowego śladu noża. Stwarza to najbardziej optymalne warunki smarowania w czasie pracy silnika.

Ze względu na preferowane w eksploatacji silniki spalające różne rodzaje paliw, co związane jest z uzyskaniem możliwie niskich obciążeń cieplnych i mechanicznych części komory spalania, dopracowano rozwiązania konstrukcyjne tej komory zawarte w pakiecie TriboPack.

Z grubsza pakiet ten obejmuje następujące komponenty komory spalania silników okrętowych Sulzer:
- Głębokie honowanie tulei cylindrowej,
- Zastosowanie izolacji tulei,
- Wprowadzenie pierścienia anti-polishing ring,
- Zestaw zunifikowanych profilowanych pierścieni tłokowych,
- Pokrycie chromowo-ceramiczne wybranych pierścieni,
- Wielopoziomowe smarowanie tulei cylindrowych,
- Chromowanie rowków pierścieni tłokowych.
Dzięki wdrożeniu tego pakietu zmian konstrukcyjnych obniżono zużycie tulei cylindrowej do 0,05 mm/1000 h pracy, a zużycie pierścienia tłokowego do 0,4 mm/1000 h pracy. Wymieniony powyżej pakiet daje wyobrażenie o ogromnej pracy badawczo konstrukcyjnej i technologicznej, jaka musiała być włożona w rozwiązanie, co prawda ważnego, ale jednego tylko elementu silnika jakim jest komora spalania. Było takich działań więcej np. Pulse Jet Lubrication System, dotyczący smarowania mgłą olejową. We wszystkich tych działaniach brali udział pracownicy Cegielskiego.
Z ważniejszych dużych zespołów wymienić można jeszcze tłoki, głowice, dokładne i bardzo duże stojaki, wielkie łożyska ślizgowe i wiele innych części silnika. Wszystkie one wymagają opanowania trudnych i specyficznych technologii wykonawczych, które nie posiadają swoich odpowiedników w innych branżach przemysłu.
Mniejsze detale stosowane w silnikach też powodują wiele problemów technicznych i wykonawczych. Iglica zaworu przepłukiwania (rysunek 4), wykonana ze stali HS6-5-2C i podlegająca specjalnej obróbce cieplnej wymagała opracowania skomplikowanej technologii, poprzedzonej badaniami różnych stali i innych materiałów. Inna praca badawcza (doktorska) dotyczyła metodyki oceny stopnia zużycia powierzchni korpusu zaworu i iglicy.

Wszystkie te detale większe i mniejsze musiały być wykonane z niezwykłą starannością. Wymagało to opracowania w Fabryce Silników Okrętowych H. Cegielskiego przeróżnych trudnych technologii, wynikających z kształtu, wielkości poszczególnych części oraz materiałów, z których są one wykonywane oraz stworzenia odpowiedniej organizacji produkcji, która musiała zapewnić wysoką jakość. Wielkie hale przyporządkowano odpowiednio: obróbce lekkiej, obróbce ciężkiej, spawalni wraz ze śrutownią i obróbką cieplną i montażowi. Była też bardzo duża hala pakowni, bo większość zespołów silnika pakowanych było w wielkie drewniane skrzynie, a samo pakowanie podlegało specjalnej procedurze i normom oraz wytycznym.

Poza napędem statków silniki okrętowe z Cegielskiego służyły też do napędu innych maszyn. Jadąc autokarem z lotniska w Heraklionie na Krecie do któregoś z pięknych kurortów wakacyjnych na tej wyspie mija się elektrownię. Niekiedy polski pilot wycieczki napomknie coś o tym, że w tej elektrowni pracują cztery generatory prądu napędzane silnikami okrętowymi polskiej konstrukcji 7D55 z Cegielskiego. Generatory też były polskiej konstrukcji i też projekty elektrowni. Takich elektrowni jest na greckich wyspach wiele. Też w innych krajach np. Niemczech, Ekwadorze, Indiach i Bangladeszu.
Oddanie do eksploatacji silnika okrętowego wiązało się z nadzorem gwarancyjnym. Stąd wielu inżynierów z Fabryki Silników Okrętowych odbywało rejsy po morzach i oceanach lub spędzało wielomiesięczne pobyty na wyspach greckich lub w Indiach nadzorując pracę silników i szkoląc załogi statków lub elektrowni, ale też zbierając różne uwagi eksploatacyjne i techniczne.

Osiągnięcie przez Fabrykę Silników Okrętowych Cegielskiego dobrej i opartej na własnych doświadczeniach technologii budowy silników okrętowych, zainwestowanie ogromnych sum w obrabiarki i urządzenia technologiczne oraz dopracowanie się załogi o wysokich i specjalistycznych kwalifikacjach, zaowocowało zajmowaniem przez Cegielskiego czołowych miejsc wśród światowych producentów silników okrętowych. W 1968 roku, to jest w jedenastym roku od rozpoczęcia produkcji silników, było to pierwsze miejsce wśród europejskich producentów silników okrętowych napędu głównego, a czwarte miejsce na świecie, uszeregowanych według liczby KM, silników oddanych do eksploatacji na statkach o nośności powyżej 2 000 TDW. Miejsce w czołówce światowej utrzymywane było aż 1985 roku. Po czym nastąpił stopniowy zanik zleceń i produkcji.
Nałożyły się tu różne okoliczności. Kryzys gospodarczy w Polsce i pewne działania polityczne, a do tego główny partner Cegielskiego w konstrukcji i budowie silników Sulzer zmienił właściciela.
Firma New Sulzer Diesel, poprzednio Sulzer Bruders, została w połowie lat 90-tych wykupiona przez fiński koncern Wärtsilä. Okresu, w rozwoju szwajcarskiej firmy, który nastąpił po przejęciu przez Finów nie można zaliczyć do okresu sukcesu. Niejasno sformułowana polityka marketingowa – wytwórnie fińskie konkurowały swymi wyrobami (silniki czterosuwowe dużej mocy) z silnikami dwusuwowymi oferowanymi przez Szwajcarów – pozwoliła koncernowi MAN B&W osiągnąć przewagę na rynku. Później co prawda powstał w Szwajcarii nowej generacji silnik RTA, który jest pierwszym z nowej rodziny silników, w której średnice cylindrów liczone są w pełnych dziesiątkach centymetrów. Aby sprostać konkurencji, nowa rodzina silników miała charakteryzować się bardzo dobrym dopasowaniem jednostki napędowej do potrzeb statków średniej wielkości i statków specjalistycznych. Wspomnieć tutaj trzeba, że światowy rynek produkcji statków podzielił się wtedy na stocznie dalekowschodnie, gdzie produkowane są głównie duże statki, których jednostki napędowe to silniki 12 i 16RTA84C czy 96C. W dostawie tych silników Wärtsilä wciąż ma dobrą pozycję – oraz na stocznie europejskie, gdzie produkowane są statki mniejsze, specjalistyczne, znacznie bardziej skomplikowane, które potrzebują silników średniej wielkości, takich jak silnik RTA60C. W trakcie studiów projektowych nad rozwiązaniami konstrukcyjnymi prowadzono bardzo wnikliwą analizę kosztów wytwarzania dotychczasowych modeli. Prace te w Wintenthur, siedzibie SULTZER, prowadziła grupa specjalistów pod kierunkiem inż. Bizanga. Zakłady HCP włączyły się w te działania przygotowując analizy porównawcze kosztów produkcji silników 6RTA62 i 6RTA58T. Przekazały również do Winterthur szereg uwag będących wynikiem własnych doświadczeń z produkcji dotyczących poszczególnych rozwiązań konstrukcyjnych tych silników. Jednak działania te nie spowodowały odzyskania przez fabrykę Cegielskiego dawnej pozycji w światowej produkcji, a raczej jej stopniowy zanik oraz wykruszenie załogi. Z doświadczenia wiadomo, że znalezienie się na równi pochyłej, rzadko powoduje odzyskanie równowagi.
Dzisiaj prawdopodobnie nie można już wykonać silnika okrętowego w H. Cegielskim. Obrabiarki jeszcze są, dokumentacja też, jednak nie ma już załogi, która potrafiłaby te silniki wykonywać, bo mimo skomplikowanej technologii, kosztownych obrabiarek i urządzeń technologicznych bardzo ważne były kultura techniczna i rzemieślnicze zdolności i umiejętności pracowników oraz wiedza i doświadczenie inżynierów. Także silniki się już nieco zmieniły. Ale determinacja powoduje niekiedy, że niemożliwe staje się możliwe.
Aleksander Łukomski
artykuł pochodzi z wydania 7/8 (142/143) lipiec/sierpień 2019










