
































W poprzednich artykułach pisaliśmy o stalach niklowych o zawartości do 9% niklu do pracy w niskich temperaturach i stalach austenitycznych do pracy w niskich i wysokich temperaturach. Gdy wymagane są materiały zdolne do pracy w środowisku przekraczającym granice zastosowania stali nierdzewnej stosuje się stopy niklu z chromem, molibdenem, kobaltem i żelazem modyfikowane aluminium, tytanem, wapniem, kobaltem, wanadem, tytanem, niobem, tantalem, wolframem.
Nikiel i jego stopy są materiałem o świetnej odporności na korozję i wysokie temperatury, niezbędnym we wszelkiego rodzaju silnikach odrzutowych, turbinach gazowych, zbiornikach gazowych, wymiennikach ciepła, reaktorach rurowych itd. Stopy oparte na niklu są najbardziej obiecującymi stopami jeżeli chodzi o nadstopy odporne na wysokie temperatury, ale jako że zostały stworzone z myślą o najlepszej wytrzymałości na wysokie temperatury, mają złą spawalność i poprawa tego stanu rzeczy jest wyzwaniem naszych czasów.
Stopy niklu trzeba spawać metodą TIG krótkim łukiem (napięcie do 9 V, drut cały czas w jeziorku, wąski ścieg) gwarantującym zimne jeziorko, spawarkami elektronicznymi MAG z funkcjami utrzymującymi zimne jeziorko i głęboko wtapiającymi (do 6 mm) oraz elektrodą zasadową, techniką wciskania elektrody w jeziorko (łuk jarzy się w środku otuliny).
Rodzaje i właściwości stopów niklu
Nikiel ma strukturę RSC (Sieć RSC o stosunku procentowym pierwiastków Ni i Al: 3:1) i w przeciwieństwie do takich pierwiastków jak Fe, Cr, Mo czy Cu ma wysoką granicę rozpuszczalności w stanie stałym, dlatego często stosuje się roztwór stały niklu, zawierający różne pierwiastki, jako stop odporny na wysokie temperatury i korozję.
W tabeli 1 przedstawione zostały różne rodzaje niklu oraz stopów wysokoniklowych stosowanych w celach antykorozyjnych. Zazwyczaj są one bardzo dobre pod względem plastyczności i ciągliwości, i mogą mieć zwiększoną wytrzymałość przy użyciu obróbki na zimno.
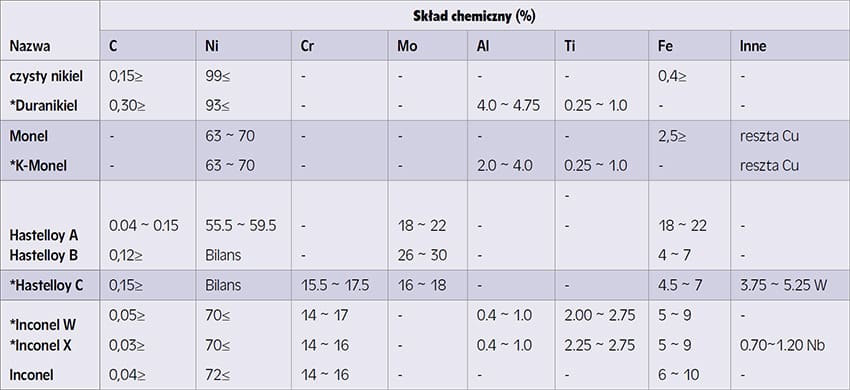
Stopy niklu mają bardzo dobrą odporność na korozję oraz na wysokie temperatury (żaroodporność) i dzieli się je na dwa rodzaje ze względu na sposób zwiększania wytrzymałości: poprzez skład roztworu stałego i poprzez umacnianie wydzieleniowe [2]:
- Stopy, w których zwiększa się wytrzymałość poprzez roztwór stały powstają w wyniku dodania chromu, molibdenu lub wolframu do fazy gamma niklu, co powoduje bardzo dobrą odporność na utlenianie oraz dobrą spawalność, głównie ze względu na dużą zawartość chromu. Stopy takie to np. Hastelloy C, Inconel 600, Inconel 625 [2]. Ilustrują to wykresy przemian fazowych przedstawione na rysunku 1.
- W niektórych stopach zwiększa sie wytrzymałość dzięki dodaniu aluminium i tytanu. Wydzielają sie wtedy związki, które powodują wytworzenie się fazy γ’ (gamma’ Ni3Al) [3].
Zawierają one dodatek kobaltu i molibdenu, i rozszerzają granicę roztworu stałego aluminium i tytanu, zwiększając wytrzymałość tego roztworu. Stosowane są stopy Inconel X-750 oraz Waspalloy, ale zazwyczaj mają one złą spawalność [6].

Takie stopy jak K-Monel czy Hastelloy C są stopami utwardzanymi wydzieleniowo. Do tego możliwe jest w ich wypadku zwiększenie wytrzymałości przy użyciu obróbki cieplnej. Czysty nikiel oraz Monel (Ni-Cu) są często stosowane np. przy napawaniu.

Skład chemiczny, wytrzymałość na wysoką temperaturę oraz główne zastosowania najważniejszych stopów odpornych na wysokie temperatury na bazie niklu zostały przedstawione w tabeli 3.

Stopy utwardzane roztworowo jak Inconel 617 (Ca, Cr, Mo) Hastelloy C (Fe, Co, Cr, Mo, W) mają zazwyczaj niewielką wytrzymałość na pełzanie, ale mają dobrą spawalność i obrabialność. Stopy umacniane wydzieleniowo są materiałami umacnianymi za pomocą fazy wydzieleniowej, którą nazywamy fazą γ’ (gamma’), a której podstawowa formą jest Ni3Al. Są przy tym bardzo wytrzymałe na pełzanie [1].
Stopy do odlewania w porównaniu do stopów, które można obrabiać zazwyczaj mają dużą zawartość aluminium i tytanu (Nb, Ta, V), które tworzą fazę γ’, i tak – stopy typu Inconel 713 czy Inconel 100 są stopami o wytrzymałości na pełzanie najwyższej klasy, ale ich spawanie jest niezmiernie trudne. Stopy typu Inconel 718 i Rene 62 są stopami o wysokiej wytrzymałości do ok. 700 °C, a przy tym mają świetną spawalność i obrabialność.

Stopy umacniane dyspersyjnie, takie jak Nickel TD, który posiada jako fazę dyspersyjną związek żaroodporny (ThO2), są tworzone za pomocą metalurgii proszków. Mają one doskonałą wytrzymałość na wysokie temperatury, ale praktycznie nie da się ich spawać.
Jak pokazuje tabela 3, ilość stopów niklu jest podobna, co gatunków stali nierdzewnych czy stopów miedzi.
Spawalność
Stopy odporne na korozję mają zazwyczaj lepszą spawalność niż stopy żaroodporne. Najważniejszym aspektem jeżeli chodzi o spawalność są pęknięcia. W tym zakresie prowadzone są szerokie badania, poczynając od spawania materiałów o tym samym składzie poprzez napawanie, aż do spawania materiałów o różnym składzie. Wśród pęknięć spawalniczych mamy pęknięcia powstające na granicach ziaren SWC, mikropęknięcia i pęknięcia związane z krzepnięciem. Powstają również pęknięcia związane z odkształceniem spawalniczym, które powstają po obróbce cieplnej.
W stopach niklu mogą wystąpić pęknięcia: pęknięcia krystalizacyjne, pęknięcia likwacyjne (w roztworze stałym), pęknięcia poniżej granicy plastyczności oraz pęknięcia przy ponownym podgrzaniu [2]. Podatność na pęknięcia krystalizacyjne jest większa niż w przypadku stali nierdzewnych austenitycznych. Powstają one dość łatwo z powodu zanieczyszczeń, takich jak siarka czy fosfor oraz kryształów o niskiej temperaturze topnienia, takich jak Ni-S, Ni-P, które tworzą na granicy ziaren ciekłą warstwę w trakcie krystalizacji. Zmniejszenie ilości pierwiastków zanieczyszczających oraz rozdrobnienie struktury krystalizacyjnej jest dobrym sposobem na obniżenie podatności na pęknięcia krystalizacyjne [2].

W celu zapobiegania pęknięciom zmniejsza się usztywnienie, często nie stosuje podgrzewania oraz ogranicza energię liniową.
Stopy Waspalloy oraz Inconel 718 mają dużą podatność na pęknięcia w roztworze stałym (likwacyjne). Jeżeli w rowku znajdują się zanieczyszczenia, takie jak warstwa oleju czy tłuszcz, tlenki lub pokrycia (farba), to są one przyczyną nie tylko pęknięć na gorąco, ale również powstawania pęcherzy.
Najczęściej stosowaną metodą spawania stopów niklu jest metoda TIG [2].
Czysty nikiel oraz stopy niklu o właściwościach antykorozyjnych są spawane za pomocą spawania łukowego elektrodą otuloną oraz spawania w osłonie gazów szlachetnych.
W ogólnym ujęciu pęknięcia relaksacyjno-wyżarzeniowe PHWT (rozwarstwienia przypominające rozłupany ser) i pęknięcia zmęczeniowo-odkształceniowe nazywamy również pęknięciami po spawaniu.
Stopy niklu odznaczające się świetną odpornością na korozję, na wysokie temperatury oraz na ścieranie, często są stosowane w napawaniu np. stali miękkiej. Również wytrzymałość i odporność na korozję złącza po spawaniu można doprowadzić do poziomu równego mniej więcej materiałowi rodzimemu [1]. W stopach żaroodpornych na bazie niklu kładzie się nacisk na wytrzymałość na wysokie temperatury złącza spawalniczego, ale poza takimi stopami jak Inconel takich materiałów jest niezmiernie mało.
Pęknięcia krystalizacyjne
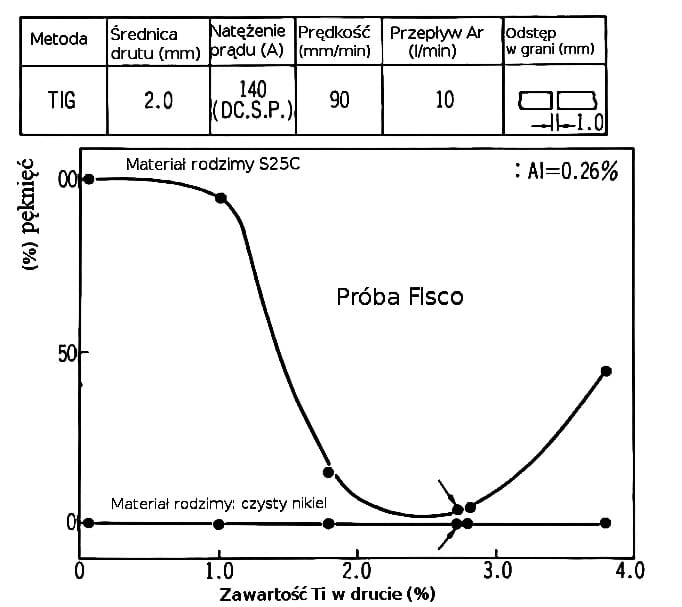
Czysty nikiel ma bardzo dużą plastyczność, dlatego niełatwo w nim o pęknięcia, ale w czystym niklu stosowanym do celów przemysłowych, poza zanieczyszczeniami takimi jak Pb, S czy P, znajdują się pewne ilości tlenu, zdarza się więc, że powstają pęknięcia lub pęcherze. Uważa się, że tlen doprowadza do tworzenia się na granicach ziaren składnika o niskiej topliwości NiO. Dlatego przy spawaniu TIG stosuje się druty o niskiej zawartości P i S, zawierające pierwiastki o silnych właściwościach odtleniających, takich jak Al (mniej niż 1,5%) lub Ti (2‑3,5%). Można wtedy uniknąć pęknięć i zachować odpowiednie właściwości mechaniczne [1]. Na rysunku 3 na tle wykresu fazowego tytanu mamy przedstawioną zależność pomiędzy skłonnością do pękania a zawartością tytanu w drucie niklowym [1]. Do rysunku dołączono też wykresy fazowe niobu, wanadu i tantalu, które można stosować zamiast tytanu.
Lokalne topienie zwykle następuje w sąsiedztwie węglików typu MC osnowy i na granicach ziaren, i wypadku tych stopów ma ścisły związek z rozkładem w czasie gwałtownego ogrzewania węglików typu MC (w wypadku Unimet 700 również borki M3B2). W strefie wpływu ciepła SWC w przedziale temperatury solidus i 1350 °C następuje nadtapianie węglików niobu z utworzeniem cieczy. W strefie przyspoinowej węgliki znajdujące sie na granicach ziaren są dobrze zwilżane rozpływającą sie pod wpływem naprężeń powstałą cieczą [3]. Odporność na pęknięcia wzrasta proporcjonalnie do ilości Al+Ti (lub Nb, Ta, V). Możliwość wystąpienia pęknięć na gorąco w spoinach stopów niklu zależy od charakteru i ilości faz międzymetalicznych (NbC, faza Lavesa Ni2Nb, faza σ) powstających w procesie krzepnięcia w przestrzeniach międzydendrytycznych. Istotnym czynnikiem wpływającym na skłonność do pękania na gorąco ma zastosowane spawarek różnej generacji i oprogramowania spawarek falownikowych (ColdArc, ForceArc czy spawarka prostownikowa), a co za tym idzie – temperatura jeziorka spawalniczego i stopień wymieszania spoiwa ze spawanym materiałem [7]. Podczas krzepnięcia ciecz jest szybko chłodzona do temperatury poniżej temperatury wydzielania eutektyki γ+fazy Lavesa Ni2Nb. Powstają pęknięcia na granicach ziaren związane z krzepnięciem eutektyki i skurczem [3].
Pękania można uniknąć za pomocą używania wysokiej czystości stopiwa i odpowiedniego przygotowania rowka, dzięki czemu otrzymamy mały stopień wymieszania materiału spawanego w spoinie [3]. W przypadku napawania stopami niklu (odpornymi na korozję chlorkową) rur kotłów spalarni śmieci fabryki kotłów stosują zrobotyzowane napawanie spawarką z funkcją CMT (odsuwanie końca drutu spawalniczego po wykryciu zwarcia). Do napawania na montażu stosuje się spawanie TIG napięciem mniejszym niż 9 V (krótki łuk) bez wyciągania drutu z jeziorka spawalniczego. Aby skutecznie zapobiec niskiej wytrzymałości SWC można zastosować przesycanie i ponowne starzenie po spawaniu [3]. Skuteczne może być też spawanie elektrodą zasadową ze skracaniem łuku przez wciskanie elektrody do jeziorka spawalniczego (przez 1 s łuk elektryczny jarzy się w środku otuliny). Jeżeli chodzi o pękanie w strefie częściowego przetopienia, to należy zmniejszyć usztywnienie i unikać struktury gruboziarnistej i fazy Lavesa Ni2Nb [3].
Pęknięcia związane z odkształceniem starzeniowym
W stopach niklu temperatura wyżarzania odprężającego (600-900 °C) pokrywa się z temperaturą starzenia i w czasie obróbki cieplnej, pod wpływem wydzielenia starzeniowego powstają pęknięcia w spoinie bądź w strefie wpływu ciepła SWC. Nazywamy je pęknięciami starzeniowo-odkształceniowymi. Pęknięcia starzeniowo-odkształceniowe łatwo powstają w stopach o dużej prędkości starzenia, związanej z umocnieniem wydzieleniowym i są to takie stopy jak Rene 41 czy Inconel 750. Skurcz starzeniowy powoduje wzrost naprężeń nasilających proces pękania, który ze zwiększonym prawdopodobieństwem pojawi się w czasie obróbki cieplnej po spawaniu [3].
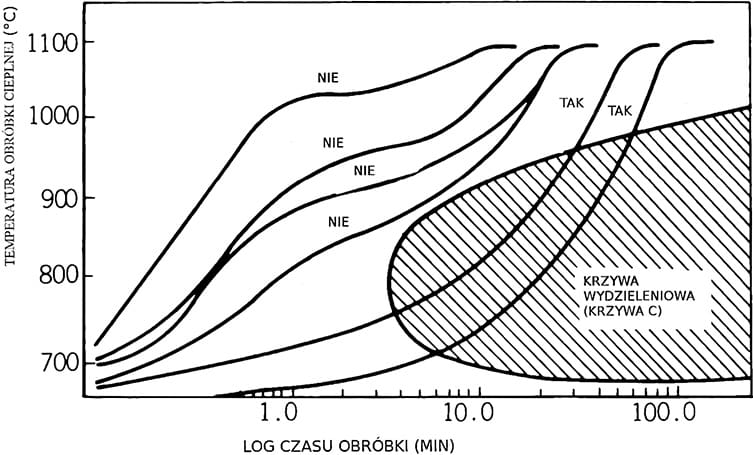
Rysunek 4 przedstawia zależność pomiędzy podatnością na pęknięcia odkształceniowo-starzeniowe a historią cieplną. Pęknięcia łatwo powstają w czasie, który odpowiada linii krzywej ogrzewania, która przecina się z krzywą wydzielenia na rysunku. Skład chemiczny stopów niklu ma istotny wpływ na ich pękanie w czasie obróbki cieplnej po spawaniu [3].
Jeżeli chodzi o mechanizm powstawania pęknięć to mamy do czynienia z czynnikami takimi jak wydzielenia wewnątrz ziaren fazy γ’ gamma’ czy wydzielenia międzykrystaliczne węglików, czy też pochłanianie tlenu, które powodują kruchość na granicy ziaren. Niemniej jednak proces powstawania tych pęknięć nie jest w pełni znany.
Savage [1] podkreśla obniżenie plastyczności wysokotemperaturowej pod wpływem poślizgu na granicy ziaren i stwierdza, że węgliki na granicy ziaren raczej powstrzymują ów poślizg. Stopy zawierające dużo Ti i Al są trudno spawalne i skłonne do pękania w czasie obróbki cieplnej po spawaniu. Jest to wynikiem szybkiego utwardzania się podczas starzenia. Istotnym czynnikiem wpływającym na skłonność do pękania jest obecność tlenu podczas obróbki cieplnej. Dlatego taką obróbkę powinno przeprowadzać się w kontrolowanej atmosferze bez obecności tlenu [3]. Jeżeli chodzi o pojawienie się pęknięć w czasie obróbki cieplnej, to w wypadku ściegu napawanego TIG za pomocą drutu monelowego zawierającego Al i Ti, który został poddany wyżarzaniu odprężającemu przez 1000 h, doszło do pęknięć, które zostały spowodowane wyginaniem lica (powierzchni) [1]. Prawdopodobnie spawacz spawał zbyt długim łukiem (dużym napięciem ) i topił zbyt mało drutu. W obserwacji za pomocą mikroskopu elektronowego stało się jasne, że przyczyną było wydzielenie starzeniowe fazy γ’. Skutecznym sposobem przeciwdziałania temu podczas spawania TIG jest chłodzenie rury przepływem gazu formującego. Lepszym dla niedoświadczonych firm sposobem unikania pęknięć przy spawaniu moneli jest spawanie MAG drutem proszkowym firmy NST.
Wysokie odkształcenia w SWC i niska plastyczność w strefie przyspoinowej prowadzą bezpośrednio do pękania w SWC w stopach niklu [3]. Segregacja związków międzymetalicznych i zanieczyszczeń na granicach ziaren w czasie ich imigracji prowadzi do obniżenia plastyczności granic ziaren [3]. Skłonność do pękania w SWC jest związana z obecnością związków międzymetalicznych i zanieczyszczeń na granicach ziaren które w wyniku równowagowego nadtapiania powodują osłabienie granic ziaren [3].
Aby skutecznie zapobiec niskiej wytrzymałości SWC można zastosować przesycanie i ponowne starzenie po spawaniu [3]. Aby unikać pękania podczas obróbki cieplnej należy (wg prof. Tasaka):
- stosować gatunek mniej podatny na pękanie (np. Inconel 718);
- obróbkę cieplną wykonywać w próżni lub atmosferze gazów obojętnych;
- spawać w stanie przestarzonym (skuteczne dla stopu Udimet 500);
- stosować szybkie nagrzewanie do temperatury powyżej zakresu, w którym występuje pękanie.
Ryszard Jastrzębski
rj@ilm.pl
Paweł Szczepański
Instytut Łączenia Metali
Krzysztof Bartkiewicz
STP Elbud Sp. z o.o.
dr Krzysztof Emerla
Biuro Projektów Hutniczych PW PYJA
Rafał Kołodziej
SKM Sp. z o.o. Złotów
Autorzy składają podziękowania dla Rafała Paliwody, Łukasza Kutra, Janusza Zielińskiego i Eda Bafi (USA) oraz Mileny Ofiary za pomoc w przygotowaniu ostatecznej wersji artykułu.
Literatura:
[1] Haruyoshi Suzuki; Hiroshi Tamura: Metalurgia spawania (Spawalnictwo – nauka o spawaniu), Wydawnictwo Sampo 1978, Japonia
[2] Japan Welding Society: 溶接学会偏 溶接接合技術特論 新版 – metody spawania oraz urządzenia spawalnicze, japoński podręcznik międzynarodowego inżyniera spawalnictwa IIW, Wydawnictwo Sanpō, 2008, Japonia
[3] Edmund Tasak: Metalurgia Spawania, Wydawnictwo JAK, 2008, Kraków
[4] Jerzy Pacyna: Projektowanie składów chemicznych stali, Wydawnictwo Wydziału Metalurgii i Inżynierii Materiałowej Akademii Górniczo-Hutniczej w Krakowie 1997
[5] ASM Handbook, vol.9: Metallography and Microstructures
[6] W.A. Owczarski, D.S.Duvall, C.P. Sullivan: A Model for Heat-Affected Zone Cracking in Nickel-Base Superalloys, Welding Journal vol 45, No 4/1966 str. 145-155
[7] R. Jastrzębski, J. Szczerba, W. Kalandyk, P. Szczepański, I. Jastrzębska, K. Trześniewski: Spawalność miedzi i jej stopów; cz. 2, Projektowanie i Konstrukcje Inżynierskie, styczeń‑luty 2015, str. 23-31
artykuł pochodzi z wydania 6 (93) czerwiec 2015