
































Wady połączeń spawanych można traktować jako pustki zmniejszające efektywny przekrój spoin lub jako karby powodujące koncentrację naprężeń i wpływające na wyniki obliczeń zmęczeniowych i mechaniki pękania.
Wady zewnętrzne spoin i usuwanie karbów mają większy wpływ na zmęczenie niż wady wewnętrzne [2]. Poza tym wadliwość złączy można sobie „zaprojektować” już na desce kreślarskiej (brak dojścia do wykonania spoin, niewłaściwe: dobranie metody spawania, dobór materiałów do spawania, wymagania badania technologii, dobór normy, wg której będą robione badania technologii [1]; na przykład rowek fazowany na K lub 1/2V może być zaspawany bez przyklejeń tylko w pozycji naściennej). Ponieważ wady są charakterystyczne dla różnych metod spawania to trzeba wiedzieć, jaką metodę spawania dobrać do zastosowania i do sposobu obciążenia. Projektant powinien znać się też na metodach badań nieniszczących, bo nie wszystkie metody dobrze wykrywają wady, a w niektórych przypadkach badanie jest niemożliwe (np. badanie radiograficzne spoin pachwinowych).
Ocena wadliwości spoin na podstawie badań wizualnych
Wady złączy spawanych dzielimy na dwie grupy: zewnętrzne i wewnętrzne:
- Wady zewnętrzne to: podtopienie lica, podtopienie grani (przetopu), wyciek stopiwa, nierównomierne lico, krater, nadmierny nadlew, brak przetopu, przestawienie blach, pęknięcie, pęcherze.
- Wady wewnętrzne to: pęcherze, wtrącenia, zażużlenia, przyklejenia, brak przetopu spoin obustronnych, pęknięcia, wewnętrzne, przegrzanie, utlenienie.
Dla każdej klasy dokładności spoin, normy określają niedopuszczalne wielkości poszczególnych wad oraz ich maksymalne nasilenie, czyli sumę wielkości poszczególnych wad na odcinku normalnym. W tabeli 1 podano dopuszczalne wartości wad spawalniczych dla różnych klas.

Z punktu widzenia zmęczeniowego najbardziej niebezpieczne są wady zewnętrzne i wychodzące na zewnątrz. Niedopuszczalne są pęknięcia i brak przetopu.
Z wad wewnętrznych niedopuszczalne są wtrącenia metaliczne np. nieprzetopionego drutu spawalniczego (MAG) czy wolframu, a także postrzępione żużle (ostry karb). W przypadkach, kiedy spoina ma długość 100 mm lub więcej, niezgodności spawalnicze należy traktować jako niezgodności krótkie, jeżeli na odcinku 100 mm, obejmującym największą liczbę niezgodności, całkowita ich długość jest nie większa niż 25 mm.
W przypadku kiedy spoina jest nie większa niż 100 mm, niezgodności spawalnicze należy traktować jako niezgodności krótkie, jeśli ich długość jest nie większa niż 25% długości spoiny.
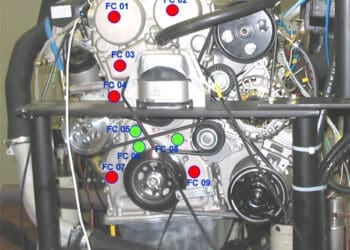
Oględziny zewnętrzne gotowych spoin zgodnie z PN-EN ISO 17637 to najważniejsze badania wykonywane trzy razy przez spawacza, mistrza i kontrolera spoin:
- Oględziny zewnętrzne przeprowadzamy po wykonaniu złącza; na szczególne życzenie zleceniodawcy – w innych fazach wykonania złącza.
- Oględziny przeprowadzamy z odległości 600 mm przy kącie widzenia większym niż 30 stopni i oświetleniu większym niż 350 luksów (zaleca się 500 luksów).
- Personel powinien posiadać dobry wzrok badany zgodnie z EN473 co 12 miesięcy i znać: technologię spawania, normy, przepisy i warunki techniczne odbioru.
- Oględziny zewnętrzne przeprowadza się przed obróbką mechaniczną złączy.
- Pomiar grubości spoiny, 100 spoin.
Przetop: wycieki, wklęśnięcia, przepalenia, podtopienia grani na całej długości złącza mieszczą się w normie odbiorowej.
Lico: profil powierzchni spoiny oraz wysokość nadlewów spełniają wymagania norm, powierzchnia spoiny jest regularna, układ i odstępy ściegów zakosowych są równomierne, szerokość spoiny jest równomierna na całym złączu, rowek spawalniczy został całkowicie wypełniony. Podtopienia, nierównomierności lica, porowatość na powierzchni lica i w strefie wpływu ciepła mieszczą się w normie PN-EN ISO 5817.
Protokół z oględzin powinien zawierać: nazwę wytwórcy, nazwę firmy prowadzącej badania, identyfikację badanego wyrobu, materiał, rodzaj złącza, grubość materiału, metodę spawania, kryteria odbiorowe, niezgodności spawalnicze przekraczające kryteria odbiorowe i ich rozmieszczenie, zakres oględzin z przywołaniem rysunków w razie potrzeby, przyrządy stosowane (numer legalizacji przez Urząd Miar i Wag), wynik określony na kryteriach odbiorowych, nazwisko kontrolera i datę badania.
Metody zapobiegania i usuwania wad
Podtopienie lica
Powstaje wtedy, gdy nadtopiony materiał nie zwilża spawanego podłoża i przemieszcza się w kierunku środka jeziorka spawalniczego, pozostawiając niewypełniony rowek po obu stronach spoiny. Aby temu zapobiec należy zmniejszyć moc źródła ciepła i dłużej przytrzymywać je głęboko w rowku, przy brzegach materiału [4].
Podtopienie naprawiamy poprzez przetapianie brzegów metodą TIG lub szlifowanie. Niewypełniony rowek o głębokości 2 mm, z dobrze widocznymi krawędziami, ułatwia wykonanie lica bez podstopień.
Brak przetopu
Charakteryzuje się ostrymi nie stopionymi krawędziami dolnej części rowka spawalniczego. Przyczyną tego może być zbyt mała szczelina (mniejsza od średnicy drutu), zbyt duży próg (głębokość wtopienia ściegu, nawet przy dużych prądach tradycyjnych źródeł prądu, nie przekracza 3 mm), błąd spawacza polegający na wykonywaniu pierwszej warstwy bez oczka, zbyt duża długość łuku (za wysokie napięcie łuku), zbyt płytkie zagłębienie końca drutu (rozbijanie się gorącego strumienia zjonizowanych gazów na drucie), zbyt wolne prowadzenie łuku lub wykonywanie niepotrzebnych ruchów bocznych przy wąskiej szczelinie). Zjonizowane gazy łuku elektrycznego rozbijają się na ciekłym metalu i nie docierają do topionej krawędzi.
Pęcherze
Powstają przez gazy, które nie zdążyły wydostać się na powierzchnię. Przyczyną ich powstania może być: rozwianie osłony gazowej, zabrudzony materiał, układanie spoiny na zaporowanym podłożu lub poprzednim ściegu, jak również spawanie w osłonie argonu drutem z wytopu nie odgazowanego próżniowo lub na ściegu wykonanym innymi metodami, posługującymi się spoiwem ze zbyt dużą ilością gazu. Przyczyną porowatości może być też zbyt duży prąd przy spawaniu drutem proszkowym. Przy drucie proszkowym można spawać do szybkości wiatru 3 m/min. (wypływ gazu osłonowego 50 l/min). Wg normy AWS D1.1 spawanie elektrodą otuloną i drutem proszkowym samoosłonowym jest dopuszczalne do prędkości wiatru 8-10 m/s. W przypadku spawania aluminium metodą TIG lub MIG pory powstają przy wilgotności powietrza przekraczającej 80%.
Aby usunąć wadę należy wykonać spoinę powtórnie, po usunięciu starej spoiny na wylot, nie zostawiając ani jednej porki. W przypadku spawania TIG należy wyciąć spoinę wzdłuż, do miejsca gdzie zaczęło porować (poleciały iskry). W przeciwnym wypadku ciekły metal zassie azot od spodu przez pęcherz kanalikowy.
Pęknięcie
Powstaje na skutek nieprawidłowego doboru materiałów dodatkowych, nieprawidłowości procesów cieplnych, usztywnienia konstrukcji lub wady technologii (nie odpowiedni kształt ściegu). Zarodkuje na innych wadach. Aby skutecznie przeciwdziałać pękaniu należy zidentyfikować, czy jest to pęknięcie zimne (na brzegach i usterkowy przełom), czy pęknięcie gorące (w osi i skorodowany przełom). Jeżeli dno starego pęknięcia jest skorodowane, to znaczy, że jest nieaktywne, więc niegroźne.
Chcąc usunąć pęknięcie trzeba wykryć zaleganie, nawiercić i wyciąć do końca, po czym zaspawać. Najpierw napawa się brzegi, zeszlifowuje 2/3 napoiny i ponownie napawa brzegi rowka spoiną wyżarzającą, a następnie zaspawuje rowek od brzegów do środka. Temperatura podgrzewania naprawczego powinna być wyższa od temperatury spawania (większe usztywnienie i naprężenia). Najmniejsza długość ściegu naprawczego wynosi 50 mm. Naprawy na budowie wykonujemy elektrodą otuloną zasadową.
Krater
Wywołany jest zbyt szybkim stygnięciem ugiętego, ciśnieniem źródła ciepła lustra ciekłego metalu, jeziorka spawalniczego po zakończeniu spawania. Zastygnięte jeziorko może sięgać dnem menisku, przy cienkiej ściance, dolnej krawędzi przez całą grubość materiału spawanego, znacznie obniżając wytrzymałość. W kraterze często są pęknięcia.
Aby temu zapobiec należy stosować źródła prądu z powoli opadającym prądem (wypełniacz krateru ma istotne znaczenie przy małych grubościach rur) lub przed przerwaniem spawania cofnąć łuk o 12 mm do tyłu. Kratery usuwamy przez szlifowanie i zaspawanie.
Zażużlenia
Pozostawienie żużla typowe dla spawania elektrodą otuloną i drutem proszkowym (rdzeniowym). Skłonność do tworzenia łatwo wykrywalnych żużli eliminuje powstawanie trudno wykrywalnych radiograficznie przyklejeń międzyściegowych. Przyczyną ich może być nieusuniecie żużla z poprzedniej warstwy przez spawaczy, sądzących, że żużel można przetopić i wyprowadzić na zewnątrz następnym ściegiem. Jest to jednak niemożliwe ze względu na małą przewodność żużla. Główną przyczyną zażużleń jest zbyt długi łuk (zbyt duże napięcie) powodujący zbyt dużą temperaturę jeziorka i mieszanie się jeziorka z żużlem na skutek różnicy temperatur w obrębie jeziorka i sił napięcia powierzchniowego. Należy wtedy szybciej prowadzić uchwyt, skrócić łuk lub obniżyć napięcie łuku.
Inną przyczyną zażużlenia jest podpłynięcie żużla pod elektrodę spowodowane niewłaściwym kątem pochylenia lub zbyt małym prądem.
Wtrącenia metaliczne
Są to wtrącenia materiału dodatkowego lub nietopliwej elektrody wolframowej. Są one bardzo niebezpieczne z punktu widzenia zmęczeniowego i skłonności do zarodkowanie pęknięć.
Ich przyczyną mogą być:
- nieprawidłowe prowadzenie uchwytu przy wykonywaniu warstwy przetopowej metodą MAG, objawiające się powstawaniem tzw. jeży.
- dotknięcie elektrodą wolframową materiału spawanego, szczególnie niebezpieczne w przypadku spawania stali wysokostopowych.
Przyklejenia
Przyklejenie to brak wtopienia w brzeg materiału spawanego (brzeżne) lub w poprzedni ścieg (międzyściegowe). Są one groźne, bo słabo wykrywalne radiograficznie. Dlatego przy silnych obciążeniach dynamicznych do elementów mocujących zabrania się spawania MAG gołym drutem. Obecnie można uniknąć tego problemu, dzięki specjalnym funkcjom elektroniki spawarek ARC Force EWM. Przyklejenia najczęściej występują przy spawaniu gazowym w lewo i przy spawaniu MAG w CO2. Przyczyną ich są niewłaściwe parametry spawania (zbyt mały prąd spawania), źle dobrana średnica elektrody, zbyt duży wolny wylot elektrody w spawaniu MAG, zbyt mały kąt rowka, mało miejsca i nie odpowiedni kąt natarcia łuku lub słabo wyszkolony spawacz.
Urząd Dozoru Technicznego nie dopuszcza następujących wad zewnętrznych: pęknięcia (Ea, Eb, Ec), przepalenia (Fg), ślady zajarzania (Fs), uszkodzenia mechaniczne (Fv), ślady spoin montażowych (Fu), nawis lica (Fl), wklęśnięcie lica (Fh).
Inne badania nieniszczące
Projektant na podstawie norm dobiera poziom wadliwości spoin, metody badania i zakres prowadzonych badań. Należy zwrócić uwagę na to, że badań magnetycznych nie można stosować do stali austenitycznych, badania radiograficzne (po spawaniu) wykrywają wady objętościowe, a badania ultradźwiękowe (po obróbce cieplnej) wykrywają wady płaskie, jak przyklejenia i pęknięcia. Metody badań nieniszczących nie wykrywają wszystkich wad, ich wykrywalność jest różna, a interpretacja klisz nie jest jednoznaczna i wymaga dodatkowej wiedzy o sposobie i metodzie spawania. Ważne jest też podanie aktualnych norm badań nieniszczących, a także aby wzorce były wykonane wg aktualnych norm i z odpowiedniego materiału (nie można do stali stosować miedzianych pręcików). W przypadku trudnych połączeń do prawidłowej oceny należy wykonać specjalne wzorce. Różne metody spawania mają skłonność do określonych wad i dlatego np. w energetyce czy w przypadku spawania zawiesi nie dopuszcza się metody MAG, która jest skłonna do przyklejeń.
Badania radiograficzne
Polegają na umieszczeniu lampy rentgenowskiej lub aparatu izotopowego w pewnej odległości od spoiny, przymocowaniu kliszy i okładek wzmacniających z przeciwnej strony pod spoiną. Do dalszych czynności należy naświetlanie kliszy, wywołanie jej, suszenie i ocena radiogramu. Badania radiograficzne nie nadają się do badania spoin teowych i bardzo słabo wykrywają przyklejenia. Pozostaje dokument w postaci kliszy lub zarejestrowanego w komputerze obrazu cyfrowego. Ilość widocznych na kliszy wzorców pręcikowych i aktualna norma, oraz materiał pręcika, zgodny z materiałem spawanym (na kliszy nie może być oznaczenia Cu), pozwalają na przystąpienie do oceny wadliwości. Przez pomiar oświetlenia endoskopem określa się grubość wad. Tylko radiogramy odpowiedniej jakości (ilość widocznych pręcików), wykonane przy zastosowaniu dobrej jakości okładek wzmacniających, nadają się do oceny. Badający powinni posiadać uprawnienia RT2.
Badania ultradźwiękowe
Metoda ta polega na odbiciu ultradźwięku od wady, przy czym:
- położenie głowicy jest równe odległości wady od początku lica
- czas po jakim wraca sygnał (odległość na oscyloskopie) równa się głębokości zalegania wady
- wielkość piku jest równa wielkości wady.
Ultradźwiękami łatwo wykrywa się wady płaskie (pęknięcia i przyklejenia). Nie stosuje się ich do badań spoin cienkich blach i rur. Na nowoczesnych urządzeniach wyniki badań można wygrać na dysk CD czy USB. Do skalowania niezbędne są wzorce. Badający powinni posiadać uprawnienia UT2.
Badania magnetyczno proszkowe
Metoda ta polega na gromadzeniu w miejscu pęknięć opiłków żelaza pod wpływem pola magnetycznego. Badania te dobrze wykrywają pęknięcia tuż pod powierzchnią i nadają się do wszelkiego typu rewizji eksploatacyjnych i do grubych blach. Metoda nie nadaje się do badania materiałów niemagnetycznych. Badający powinni posiadać uprawnienia MT2.
Badania penetracyjne
Polegają na wnikaniu cieczy penetrującej (np. nafty) do szczelin. Po dziesięciu minutach można spoinę zmyć i pokryć białym wywoływaczem. Wypływający ze szczelin penetrant barwi biały wywoływacz na czerwono. Metoda ta doskonale nadaje się do wykrywania przyklejeń spoin pachwinowych. Wystarczy z jednej strony nanieść czerwony penetrant, a na lico spoiny – biały wywoływacz. Jeżeli wywoływacz zostanie zabarwiony na czerwono, oznacza to, że spoina pachwinowa pomimo estetycznego wyglądu jest przyklejona. W przemyśle lotniczym stosuje się penetrant fosforyzujący. W świetle lampy ultrafioletowej można dostrzec nawet drobne pory. Badający powinni posiadać uprawnienia PT2.
Badania niszczące
Normy na badanie technologii PN-EN ISO 15610, PN-EN ISO 15611, PN-EN ISO 15613, PN-EN ISO 15614 wprowadzają wymóg badań niszczących próbek [1].
Zginanie
Kąt gięcia od strony lica i od strony grani 120 stopni, brak pęknięć.
Łamanie
- Należy wyciąć próbkę, naciąć karb w miejscu ułożenia spoiny, wyszlifować lico lub grań spoiny, przełamać próbkę w imadle i poddać przełom oględzinom zewnętrznym.
- Wady w procesie łamania powiększają się ułatwiając ocenę; szczególnie łatwo wykrywalne są przyklejenia.
- Jeżeli łamanie wykonamy w wyniku uderzenia młota w próbkę z karbem zmęczeniowym, to stosunek powierzchni pękania kruchego do plastycznego wchodzi do obliczeń mechaniki pękania.
Wytrzymałość na rozciąganie
Podczas próby rozciągania do momentu zerwania próbki, maszyna wytrzymałościowa rysuje wykres zależności siły od przemieszczenia. Z wykresu rozciągania otrzymujemy granicę plastyczności, wytrzymałość na rozciąganie, wydłużenie.
Badania twardości
Największa twardość spoiny występuje na linii wtopienia (twardość spoiny mniejsza od 350 HV, a w przypadku gazociągów mniejsza od 250 HV10. Badania udarności: w próbkę o wymiarach 10 mm x 10 mm z naciętym karbem w odpowiedniej temperaturze uderza młot, który traci energię i podnosi wskazówkę na niższą wysokość. Z różnicy wysokości i ciężaru młota wylicza się energię łamania. Ważne jest, aby temperatura, w której energia łamania przekroczy 27 J lub 47 KJ była jak najniższa. W badaniach udarności można wykryć pomylenie materiałów podstawowych lub dodatkowych.
Badanie mikrowytrzymałości
To stosunkowo nowa i ze względu na wymiary próbek: 10 x 10 x 0,5 mm mało inwazyjna metoda, umożliwiająca przeliczanie wyników krzywej wytrzymałości w urządzeniu przypominającym dziurkacz do papieru oraz uzyskanie krzywych wytrzymałości linii wtopienia, strefy przegrzania i strefy wpływu ciepła spoiny. Parametry wytrzymałości tych krzywych można przeliczyć na wartości uzyskiwane na dużych próbkach: granica plastyczności, wytrzymałość na rozciąganie, wydłużenie i energia łamania.

Unikanie wad przy spawaniu MAG
Typowymi wadami tej metody są przyklejenia i pory, przy zbyt dużym pochyleniu uchwytu lub prędkości wiatru, większej od szybkości wypływu gazu z dyszy, czyli większej niż 2 m/s. Przy spawaniu wielościegowym MAG, aby uzyskać wtopienie, koniec elektrody prowadzimy po największym zagłębieniu pomiędzy ściegami i krawędziami rowka. Aby uzyskać gładkie lico, granicę jeziorka prowadzimy po grzbiecie poprzedniego ściegu (Rys. 2a). Jeżeli rowek pozostały do zamknięcia spoiny na dnie jest zbyt wąski, to należy go rozszlifować tarczą o grubości co najmniej 3 mm. W przypadku spawania wielowarstwowego w pionie drutem gołym, należy elektrodę przytrzymywać głęboko w rowku przy brzegu zachowując tempo walca wiedeńskiego (na 1 przesuwamy, na 2 i 3 przytrzymujemy). Pozwala to unikać karbów, zwanych podtopieniami. Metoda MAG pełnym drutem jest bardzo wrażliwa na przyklejenia, dlatego należy kontrolować, aby ślad po łuku był na początku jeziorka spawalniczego.

Aby zabezpieczyć się przed przyklejeniami międzyściegowymi (obciążenia dynamiczne) należy stosować drut proszkowy rutylowy szybkokrzepnący. W przypadku drutu proszkowego o średnicy 1,2 mm, aby nie powstały zażużlenia należy ustawić napięcie 24 V i prąd powyżej 180 A i wykonywać trzy razy szybsze ruchy w górnej części dużego jeziorka, zachowując wolny wylot elektrody 25-30 mm, czyli dwa razy większy niż w przypadku pełnego drutu. Zbyt krótki wolny wylot elektrody drutu proszkowego powoduje zażużlenia, a zbyt duża wartość prądu powoduje porowatość spoin. W przypadku fazowania na ½ V spawanie MAG prowadzi do opierania się jej dyszy o rowek i nawet po jej spłaszczeniu, zbyt duży wolny wylot elektrody prowadzi do powstawania przyklejeń. Aby nie dopuścić do przyklejeń należy stosować funkcję ArcForce i spawarki EWM (wtopienie do 8 mm i spawanie przy kącie rowka 30 stopni) lub spawanie drutem proszkowym 136.
Do wykonywania przetopu najlepiej jest stosować druty proszkowe metaliczne. Po ustawieniu napięcia na 15 V wystarczy wykonywać ruchy zakosowe płaskie, na początku jeziorka – przy szczelinie 2 mm i na końcu jeziorka – przy szczelinie 5 mm. Podobnie postępujemy w przypadku oprogramowania spawarki STT, ColdArc i FastRoot. Jeżeli nie posiadamy takiej spawarki to w przypadku drutu pełnego i wąskiej szczeliny nie wolno wykonywać ruchów bocznych.
Unikanie wad przy spawaniu elektrodą otuloną
Typowymi wadami przy spawaniu elektrodą otuloną są zażużlenia i porowatość. Porowatość występuje w przypadku nieodpowiedniego suszenia wyprażającego elektrod zasadowych.
Stale austenityczne można spawać elektrodami rutylowymi. Elektroda otulona, podobnie jak w przypadku drutu proszkowego, jest mało skłonna do generowania trudno wykrywalnych radiograficznie przyklejeń. Dlatego spawanie elektrodą zasadową jest stosowane do spawania kolektorów parowych, wodnych elektrowni parowych i rafinerii. Elektroda zasadowa pozwala spawać krótkim łukiem i zimnym jeziorkiem spawalniczym, a także nawet na wciskanie elektrody do jeziorka, aż do oparcia o jego dno. Tę metodę wykorzystuje się do wykonania pewnego i plastycznego przetopu (Rys. 3a i b).

Wcześniej uważano, że wykonywanie przetopu elektrodą zasadową jest niemożliwe. Wynikało to z tego, że w tej metodzie trzeba wykonywać odwrotne łuki niż przy wszechobecnej elektrodzie rutylowej. Aby precyzyjnie wykonywać lico należy zmieniać grubość układanej warstwy przez zmianę trajektorii ruchu elektrody. Aby nie było przyklejeń i zażużleń należy zajarzyć łuk, wydłużyć go i po spłynięciu żużla, skrócić łuk, aby nie spłynął ciekły metal, potem cofnąć elektrodę w celu dopasowania się do zakończenia ściegu, a następnie tak prowadzić elektrodę, aby przytrzymywać ją przy brzegach głęboko w rowku i wyprowadzać na zewnątrz celem formowania lica (Rys. 3c). Przed zakończeniem ściegu, aby wyprowadzić gazy i zapobiec porowatości, należy cofnąć elektrodę o 12 mm. Zbyt długi łuk powoduje wzrost temperatury jeziorka, ruchy konwercyjne mieszające ciekły metal z żużlem i powstawanie wad zwanych zażużleniami.
Unikanie wad przy spawaniu TIG
Do typowych wad tej metody spawania należy porowatość spoin.
Metoda TIG, dzięki temu, że topienie drutu jest niezależne od parametrów spawania, pozwala precyzyjnie regulować głębokość wtopienia i temperaturę jeziorka, doskonale nadaje się do wykonywania przetopów bez mikropęknięć i o dużym zapasie na odkształcenie. Dlatego też jest powszechnie stosowana do spawania rur i wykonywania przetopów. Metoda TIG nadaje się też do usuwania podstopień przez przetapianie krawędzi lica. Ponieważ metoda ta jest skłonna do porowatości, nie wolno stosować drutu do spawania MAG i do spawania gazowego, a argon musi być czystości co najmniej 99,995%. Kąty ustawienia palnika i drutu są inne niż w spawaniu gazowym (Rys. 4a).
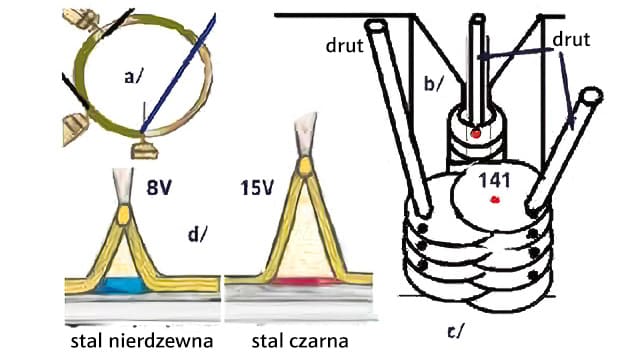
Dodawanie drutu podczas wykonywania lica powinno być – po bokach jeziorka. W pozycji naściennej wystarczy dodawać drut w górnej części jeziorka (Rys. 4b). Przy przetopie drut powinien być cały czas zagłębiony końcem w jeziorku i najlepiej dodawany od środka rury (Rys. 4a,b). Przy małej odległości między rurami, podczas wykonywania przetopu proces spawania obserwujemy przez szczelinę rowka. Podczas wykonywania lica tak ustawiamy lusterko spawalnicze, aby widać było długość łuku. Decyduje ona o temperaturze jeziorka. Najlepiej ją kontrolować poprzez obserwację mierników napięcie łuku. Na rysunku 4d pokazano różnicę pomiędzy spawaniem energetyki i instalacji przemysłu chemicznego.
Wnioski
Znajomość (wśród projektantów) przyczyn powstawania wad spawalniczych, i ułatwienie nadzoru autorskiego, zmniejsza ilość poprawek w czasie prefabrykacji i montażu, a także podnosi jakość konstrukcji.
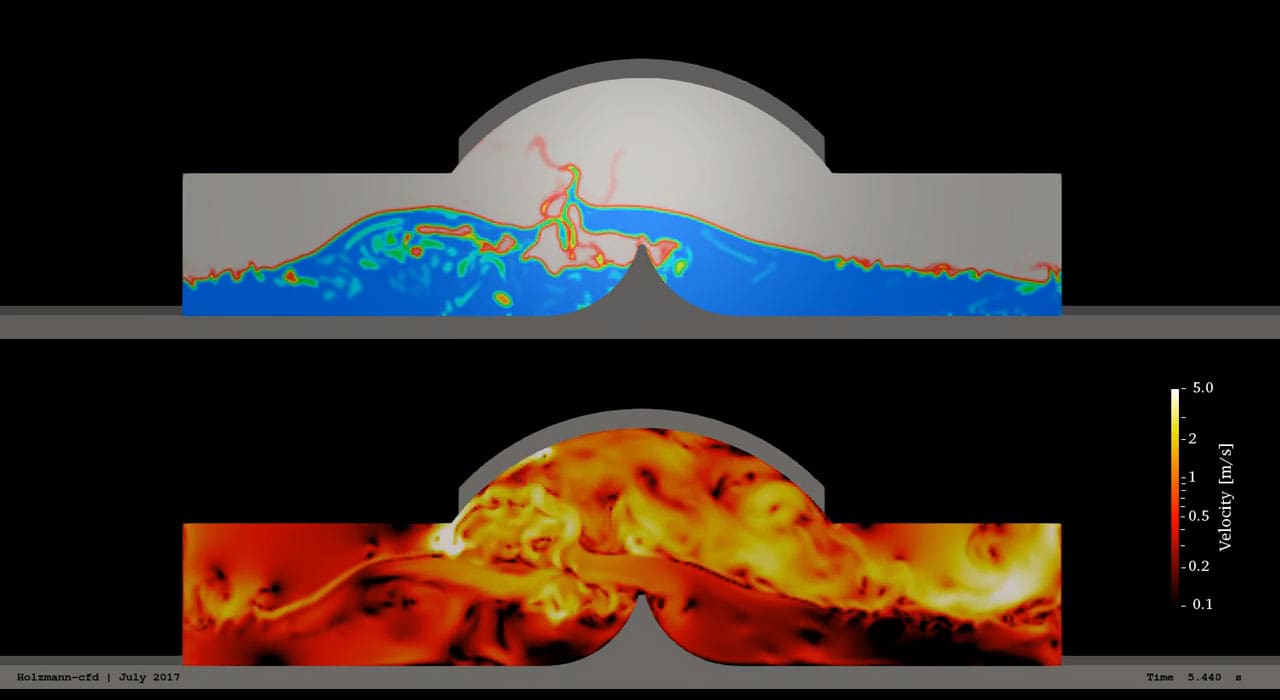
Wadliwość złączy zależy od kilku zjawisk fizycznych: zwilżalności uzyskiwanej w wyniku ogrzewania przez przewodność cieplną, zjawisk topienia w wyniku fizycznego kontaktu gorących gazów łuku z podłożem, kształtu łuku, ciśnienia gazów odsuwających ciekły metal (przeszkoda w dalszym topieniu), położeniu miejsca spływania kropel z elektrody (temperatura jeziorka), chłodzenia ciepłem topienia elektrody i podłoża.
Metodę badań spoin należy dobrać do typu konstrukcji i metody spawania
Usuwanie wad wg przepisów europejskich wymaga zbadania technologii napraw.
Ryszard Jastrzębski
Instytut Łączenia Metali w Krakowie
Ilona Pawlik
Autorzy składają podziękowanie Alicji Tuz za pomoc w przygotowaniu artykułu
Literatura:
[1] R. Jastrzębski, I. Pawlik: Porównanie klas konstrukcji, Projektowanie i Konstrukcje Inżynierskie, wrzesień 2011, str. 62-65
[2] T. Michałowski, T. Żaczek, R. Jastrzębski, D. Mołdrzyk: Obliczanie połączeń spawanych konstrukcji ramowych, Projektowanie i Konstrukcje Inżynierskie, październik 2011, str. 42-49
[3] Rodríguez C, García Cabezas J, Cárdenas E, Belzunce FJ, Betegón C, Antuña M.: Determoination de las propiedades macanicas de la distintas zonas de la ZAT mediante el ensayo SPT, Soldadura y Tecnologias de Union, 122, Julio/September 2011, str. 6-10
[4] Jastrzębski R.: Nadzór i kontrola prac spawalniczych 2002, materiały szkoleniowe Technolkonstrzębski Co. Sp. z o.o., Kraków 2002
Artykuł pochodzi z wydania 12 (51) grudzień 2011