Wyciskanie na gorąco stopów aluminium daje możliwość wytwarzania szerokiej gamy kształtów profili (Rys. 1), które ze względu na swoje wysokie właściwości używane są głównie w przemyśle motoryzacyjnym, elektrycznym, lotniczym, budownictwie i w artykułach gospodarstwa domowego [1]. Proces wyciskania polega na przepchnięciu z odpowiednią siłą tzw. wlewki – czyli bloku aluminium o określonych wymiarach i temperaturze, przez wstępnie podgrzane elementy matrycy o określonym kształcie (Rys. 2).




Najważniejszymi czynnikami komercyjnymi, decydującymi o podjęciu produkcji profili aluminiowych, są wydajność procesu wyciskania oraz cena i jakość gotowych produktów. Wszystkie trzy czynniki są ściśle związane z dokładnością przygotowania matryc do wyciskania. Inne czynniki wpływające na proces produkcji to: rodzaj wyciskanego materiału, siła nacisku, stosowane urządzenia pomocnicze czy późniejsze procesy obróbki cieplnej lub powierzchniowej (anodowanie, malowanie).

Ze względu na wysoką cenę, wynikającą ze stosowanych materiałów (narzędziowe stale stopowe), procesów obrabiania oraz wymagań dotyczących wąskich zakresów tolerancji wymiarowych i powtarzalności właściwości termo-mechanicznych matryc, są one w procesie wyciskania profili aluminiowych czynnikiem podwyższonego ryzyka, który zawodzi najczęściej, i wcześniej czy później ulega nagłemu lub stopniowemu zniszczeniu [2].
Narzędzia stosowane w procesie wyciskania profili aluminiowych
Dla lepszego zrozumienia zjawisk związanych z procesem wyciskania, na rysunku 3 przedstawiono schematycznie układ narzędziowy stosowany w tym procesie.

Złożoność profili opisuje stosunek obwodu profilu do pola jego przekroju poprzecznego [2]. Ze względu złożoność kształtu profile na ogół dzieli się na zamknięte/otworowe (z ang. hollow), otwarte/płaskie (z ang. solid/flat-face) i te o skomplikowanych kształtach/pól-puste (z ang. semi-hollow). Przykłady rodzajów kształtów profili przedstawiono na rysunku 4.

Kształt wytwarzanych profili determinuje budowę stosowanych w procesie wyciskania matryc. Dla wytworzenia profili otworowych stosowane są matryce składane, złożone z części rdzeniowej i talerzowej, w których po złożeniu powstaje tzw. komora zgrzewania (Rys. 5). Po złożeniu obydwu części matrycy powstaje również strefa kalibrująca – tworząca kształt profilu.

Matryce stosowane dla wytworzenia profili płaskich mają powierzchnię kalibrującą kształt profilu w części talerzowej, którą podtrzymuje stabilizator matrycy [2]. Przykład matrycy do wyciskania prostego profilu płaskiego pokazano na rysunku 6.

Efektywność procesu wyciskania zależy m.in. od kształtu kieszeni matrycy oraz docelowej grubości profilu. Na rysunku 7 przedstawiono matrycę z trzema różnymi typami kieszeni (prosty, stopniowy i stożkowy) i dwoma różnymi grubościami profili, na których Lorenzo Donati i in. [4] przeprowadzili badanie wyżej wymienionych zależności.

Badanie dowiodło, że przy niższych prędkościach procesu szybkość wyciskania była większa w wypadku cieńszych profili, a kieszeń stożkowa redukowała prędkość wyciskania w porównaniu do kieszeni stopniowej o około 10%. Poza tym, kieszeń prosta symetryczna osiągnęła szybkość wyciskania większą o 30% w porównaniu do prostej niesymetrycznej [4].
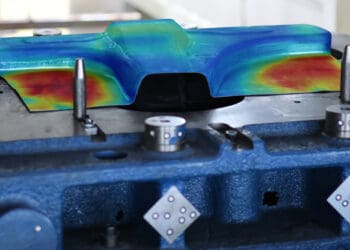
Matryce muszą umożliwić ukształtowanie profilu o zadanych kształtach i wymaganej jakości powierzchni. Zanim zostanie wykonana matryca należy opracować sposób wyciskania za pomocą symulacji komputerowej. W modelu uwzględnia się parametry technologiczne dla planowanej linii wyciskania oraz gatunek stopów aluminium. Najłatwiejszymi technologicznie stopami do wyciskania są stopy serii 6xxx. Przykład symulacji komputerowej wyciskania profilu (w programie QForm) wraz z przykładowymi zdjęciami matrycy pokazano na rysunku 8.




Przebieg procesu wyciskania profili aluminiowych i zjawiska mu towarzyszące
Proces wyciskania aluminium odbywa się w zakresie temperatury 450–490 °C (jest to temperatura wlewki), przy prędkości wyciskania od 5 do 50 m/min [1]. Matryce przed procesem wyciskania są wstępnie nagrzewane do temperatury w zakresie od 300 do 500 °C [5]. Naciski jednostkowe na powierzchni kalibrującej matrycy (z ang. bearing surface) osiągają wartość do 50 MPa, a temperatura lokalnie może przekraczać nawet 600 °C, ponieważ w trakcie procesu wyciskania duże ilości ciepła generowane są przez „ściskanie” objętości wlewki i tarcie pomiędzy wyciskanym materiałem i powierzchniami matrycy [1].
Matryce do wyciskania na gorąco stopów aluminium narażone są na obciążenia mechaniczne, termiczne oraz tribologiczne.
Mechanizmy zniszczenia prowadzące do wyłączenia narzędzi z eksploatacji podczas procesu wyciskania można podzielić na [2]:
- pękanie: wyłamania kieszeni matrycy, wykruszenie powierzchni kalibrującej, pęknięcia naroży, pęknięcia mostków matrycy, wyłamania elementów kształtujących detale profilu;
- zużycie: wytarcie powierzchni kalibrującej i zmiana wymiarów;
- zginanie matrycy lub jej elementów;
- zniszczenie rdzenia matrycy: złamanie \ wykruszenie \ zginanie rdzenia matrycy;
- inne: zmiękczenie matrycy \ powierzchni kalibrującej, błędy azotowania.
Jakość powierzchni profili aluminiowych determinowana jest przede wszystkim poprzez jakość powierzchni kalibrującej matrycy oraz warunki tribologiczne w trakcie procesu wyciskania. Powierzchnia kalibrująca matryc jest najbardziej narażona na zużycie. Na tej powierzchni wyróżnia się trzy strefy: obszar tworzenia się filmu aluminium u wejścia do szczeliny kalibrującej, strefę przejściową oraz obszar poślizgu (Rys. 9).

Na wejściu do szczeliny kalibrującej aluminium przylega do powierzchni matrycy, tworząc stabilny film aluminium [5]; jest to tzw. obszar klejenia (sticking region). Najbardziej narażona na zużycie jest strefa przejściowa (transition zone), ponieważ tylko w tym obszarze występuje okresowe przywieranie wyciskanego materiału do powierzchni matrycy, w konsekwencji którego zachodzą reakcje chemiczne, co prowadzi do następnego rozwarstwienia powstałego połączenia. Wynikiem takiego zachowania jest korozja wżerowa, która prowadzi do powstawiania małych wżerów – ubytków materiału matrycy. Wżery te podczas procesu wyciskania rozszerzają swój zasięg w kierunku strefy poślizgu (sliding zone) – u wyjścia z części kalibrującej matrycy. W wyniku tarcia oraz reakcji chemicznych aluminium i powierzchni matrycy zachodzą procesy ścierania i adhezji [1]. W związku z powyższym po wyciśnięciu ok. 100 wlewek matryce poddaje się procesom czyszczenia poprzez szlifowanie papierem ściernym oraz wytrawianiu w ok. 25 % NaOH [5]. Od matryc do wyciskania aluminium wymaga się zatem dobrej odporności na zużycie ścierne i adhezyjne, oraz korozję, dobrych właściwości mechanicznych i wytrzymałości zmęczeniowej, a także stabilności chemicznej w kontakcie z gorącym aluminium [1]. Matryce powinny ponadto wykazywać wysoką granicę plastyczności, odporność na pełzanie i cykliczne zmiany temperatury [5].
Przygotowanie matryc do wyciskania aluminium
Matryce do wyciskania aluminium wykonywane są najczęściej ze stali narzędziowej do pracy na gorąco AISI H13 (wg PN-EN X40CrMoV511) o twardości 48-50 HRC [1, 5]. Materiał ten zapewnia wysoką wytrzymałość i plastyczność, oraz dobrą odporność na odpuszczanie, przy umiarkowanych kosztach.
Matryce poddaje się zawsze obróbce powierzchniowej dla podwyższenia ich twardości, co wydłuża czas ich pracy [6]. Lepszą odporność na zużycie, a w konsekwencji dłuższą trwałość matryc, można osiągnąć poprzez azotowanie gazowe lub jonowe oraz powlekanie powierzchni matryc metodami PVD (Physical Vapour Deposition), CVD (Chemical Vapour Deposition) lub przy wykorzystaniu technologii duplex (np. azotowanie i powlekanie PVD) [1, 5, 6].Jak dotąd najbardziej rozpowszechnioną metodą ulepszania powierzchni matryc do wyciskania aluminium jest azotowanie gazowe. Opiera się ono na dyfuzji azotu do stalii tworzeniu twardej warstwy wierzchniej złożonej z azotków. Nie ma jednak usystematyzowanej wiedzy na temat wpływu warunków azotowania i budowy warstwy azotowanej na trwałość matryc [1, 6]. Na rysunku 10 przedstawiono przykładową strukturę matrycy wykonanej ze stali H13 podanej azotowaniu gazowemu.

Odwzorowywana przez matryce geometria wyciskanych profili wpływa m.in. na jakość wytwarzanej w procesie azotowania warstwy, jej jednorodność, głębokość oraz twardość powierzchni, jak również na rozkład twardości w warstwie utwardzonej.
Cienkie i twarde powłoki nanoszone metodami PVD i CVD zapewniają wysoką odporność na zużycie i dłuższą trwałość w porównaniu do innych metod. Jednak ograniczeniem ich stosowania jest trudny dostęp do wąskich szczelin oraz obszarów położonych w zagłębieniach, dlatego metody te nie mogą być stosowane do matryc do wyciskania profili o skomplikowanych kształtach z cienkimi ściankami [1]. Przyjmuje się, że metodę PVD można stosować gdy matryce mają korzystne kształty i wymiary, tj. o głębokości szczeliny mniejszej niż jej szerokość [6].
Metoda nakładania powłok PVD polega na wytrącaniu pierwiastków powłokowych poprzez zjawiska fizyczne. Odbywa się w atmosferze wysokiej próżni (10-2 – 10-5 mbar) w temperaturze 250-500 °C. Wytrącanie pożądanych pierwiastków zachodzi w mieszaninie gazów (np. N2, H2), a grubość powłoki mieści się w zakresie 1-4 µm [8]. Znane są różne sposoby wytwarzania twardych powłok metodą PVD, m.in. za pomocą łuku katodowego, napylania magnetronowego oraz połączenia obydwu tych metod. Różnią się one głównie sposobem uwalniania cząsteczek metalu ze źródła, osadzania się ich na obrabianym obiekcie i warunkami, w jakich są przeprowadzane [9]. Powłoki nakładane metodą PVD to najczęściej CrN [10, 11], TiN [10, 12], Ti (Al, N) [9, 10].

W tabeli 1 przedstawiono wybrane właściwości najczęściej nakładanych metodą PVD powłok, wytworzonych na matrycach do wyciskania na gorąco aluminium przez Bjorka i współautorów [10].
Innym sposobem poprawy właściwości tribologicznych matryc do wyciskania jest zastosowanie warstw wierzchnich typu duplex. Wytwarza się je poprzez wstępne azotowanie jonowe stali i następującą po nim obróbkę PVD. Warstwa powstała w wyniku azotowania jonowego ma zwiększyć twardość, a głównym zadaniem warstwy PVD jest zwiększenie odporności korozyjnej i odporności na zużycie przez tarcie. Stosowanie warstw duplex niesie za sobą wiele korzyści. Dowiedziono [14], że wstępne azotowanie przed obróbką PVD zwiększa zarówno twardość jak i stabilność chemiczną wytworzonej warstwy oraz powoduje jej dobrą przyczepność do podłoża. Poza tym, szacuje się, że w porównaniu do samego azotowania warstwa wierzchnia typu duplex 5-krotnie zwiększa żywotność matryc, a koszty związane z tego typu procesem są mniejsze w stosunku do tradycyjnych sposobów azotowania [15].
Odmienną metodą wytwarzania warstw wierzchnich jest chemiczne osadzanie z fazy gazowej CVD. Metoda ta opiera się na aktywowanych cieplnie reakcjach, zawartych w gazie związków, z substratami obrabianej powierzchni. W wyniku wysokiej temperatury następuje podział wytrąconych z mieszaniny gazów cząsteczek na określone związki i osadzanie ichw wyniku reakcji chemicznych na obrabianej powierzchni. W trakcie procesu powstają różnego rodzaju produkty uboczne, które są usuwane za pomocą specjalnych pomp. Skład chemiczny i jakość warstwy zależną od składu mieszaniny gazowej, w której przebiega proces, oraz od natężenia jej przepływu, ciśnienia i temperatury procesu. Grubość powłok wytworzonych metodą CVD mieści się w zakresie 6-15 µm [8]. Mechanizm tworzenia powłok CVD przedstawiono na rysunku 12.

W metodzie CVD wytrącanie pierwiastków powłokowych odbywa się w atmosferze niskiego ciśnienia 30-400 mbar, a w zależności od zastosowanej temperatury tę metodę można podzielić na dwa typy: wysokotemperaturowy HT-CVD ( High Temperature CVD) oraz średniotemperaturowy – MT-CVD (Medium Temperature CVD).

Proces wysokotemperaturowy przebiega w temperaturze 900-1100 °C. Charakteryzuje się dobrą przyczepnością powłoki do podłoża, drobnoziarnistą strukturą i wysoką twardością, ale także dużymi naprężeniami wewnętrznymi, co skutkuje ryzykiem powstania pęknięć (Rys. 13) [8].
Proces średniotemperaturowy CVD przeprowadzany jest w temperaturze 700-900 °C. Charakteryzuje się strukturą kolumnową powłoki i wysoką wytrzymałością mechaniczną powłoki, przy słabszej efektywności wytrącania pierwiastków niż w metodzie HT-CVD.
Cały proces technologiczny przygotowywania powłok CVD na matrycach do wyciskania aluminium, stosowany w firmie WEFA, można podzielić na cztery kolejne etapy: przygotowanie matryc, kontrola jakości przed nakładaniem powłoki, proces nakładania powłoki, kontrola jakości po procesie CVD. Przygotowanie matryc polega na oczyszczeniu i odtłuszczeniu matryc za pomocą piaskowania i płukania ultradźwiękowego. Następnie należy ocenić czy na ich powierzchni nie występują zanieczyszczenia lub wady. Przykłady matryc źle przygotowanych do procesu nakładania powłok pokazano na rysunku 14.

Po zakończeniu procesu CVD matryce należy poddać kolejnej kontroli. Przykładowe wady powierzchni z nałożoną powłoką CVD przedstawiono na Rys. 15.

Producent matryc, a jednocześnie wytwórca powłok CVD firma WEFA przekonuje o zaletach tego typu powłok. Brak jest jednak wyników badań eksploatacyjnych potwierdzających przewagę takiego rozwiązania nad obecnie stosowanym, wielokrotnym azotowaniem gazowym stali narzędziowych.
Materiał i metodyka badań
W Instytucie Obróbki Plastycznej w Poznaniu, we współpracy z firmą Albatros Aluminium, podjęto badania nad porównaniem trwałości matryc wykonanych w sposób tradycyjny ze stali AISI H13 azotowanej gazowo, ze stali o ulepszonym składzie chemicznym – Dievar azotowanej gazowo oraz powlekanej metodą CVD. Celem badań było określenie trwałości ww. matryc oraz zbadanie mechanizmów ich zużycia pod wpływem eksploatacji. Profil wyciskany był ze stopu aluminium 6063 o składzie chemicznym przestawionym w tabeli 2.

Dla wyciskania wytypowanego profilu zaprojektowano matrycę dwuotworową, schematycznie pokazaną na rysunku 17.


Badano trzy matryce wykonane ze stali H13 poddane azotowaniu gazowemu, dwie matryce ze stali Dievar azotowane oraz jedną matrycę ze stali Dievar powlekaną metodą CVD. Wszystkie matryce eksploatowane były w takich samych warunkach: temperatura wyciskania pierwszej wlewki ok. 500 °C, następnych ok. 480-490 °C, przy prędkości wyciskania 0,35 m/s. Matryce przed montażem na prasie do wyciskania poddawane były wygrzewaniu. Informację o stanie matryc uzyskiwano na podstawie pomiarów wymiarów profili i kontroli stanu ich powierzchni. W razie konieczności kierowano matryce do oczyszczenia poprzez wytrawianie w sodzie kaustycznej oraz do ewentualnej korekty, polerowania bieżni lub regeneracji poprzez azotowanie (poza matrycą powlekaną metodą CVD).
Wyniki badań
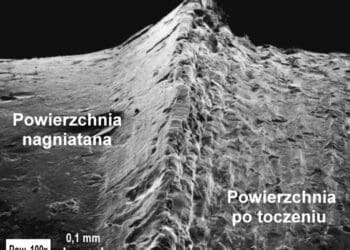
Z każdej produkcji pobierano odcinki profili, które przekazywane były do badań w INOP. Profile poddano pomiarom grubości ścianek za pomocą śruby mikrometrycznej, a wszystkie grubości ścianek badanych profili znajdowały w się w zakresie wymaganych tolerancji wymiarowych. Na grubość ścianek profili wpływają procesy zużycia w wyniku tarcia pomiędzy aluminium i matrycą w trakcie procesu wyciskania, jak również uginanie się matrycy pod wpływem nacisku bloku aluminium na matrycę. Ponadto matryce poddawane były oczyszczaniu z naklejonego w komorze matrycy aluminium, w celu ujawnienia stanu powierzchni kształtujących profile. Na zmiany grubości ścianek mają wpływ również zabiegi korektorów matryc, polegające głównie na polerowaniu powierzchni bieżni. Stan powierzchni matryc z każdego badanego wariantu, w trakcie procesu produkcyjnego, pokazano na rysunkach 19-21.


Na matrycach azotowanych, zarówno ze stali AISI H13 (Rys. 19), jak i Dievar (Rys. 20), widoczne są wyraźne rysy i wżery, umiejscowione głównie w środkowej części bieżni matrycy i rozwijające się zgodnie z kierunkiem wyciskania.


Natomiast na bieżni matrycy ze stali Dievar pokrytej powłoką CVD nie zaobserwowano żadnych oznak zużycia (Rys. 21).


Rysy i wżery widoczne na matrycach azotowanych nie spowodowały wyraźnej zmiany grubości ścianek profili, i nie wpływały na chropowatość profili, ponieważ w trakcie procesu wyciskania gorące aluminium rozsmarowuje się na powierzchni bieżni matrycy niwelując wpływ tych uszkodzeń.
Podsumowanie i wnioski
Przez każdy otwór matrycy:
- ze stali AISI H13 wyciśnięto 12,6 tony profili (matryca azotowana była czterokrotnie),
- ze stali Dievar wyciśnięto 4,9 tony (matryca azotowana była dwukrotnie)
- ze stali Dievar z powłoką CVD wyciśnięto 7,5 tony.
Największe zużycie bieżni matrycy na rozpatrywanym etapie produkcji odnotowano dla matrycy ze stali Dievar poddanej azotowaniu. Matryca z powłoką CVD nie wykazuje żadnych oznak zużycia.
Na obydwu typach matryc azotowanych (ze stali AISI H13 i Dievar) zaobserwowano rysy i wżery, które początkowo (już po pierwszym azotowaniu i wyciskaniu) położone były w środkowej części bieżni i w miarę upływu czasu rozwijały się, zgodnie z opisanym wyżej mechanizmem. Najwyższą trwałością charakteryzowała się matryca ze stali Dievar powlekana powłoką CVD (TIN+Al2O3), ponieważ po przeprowadzonych wszystkich operacjach wyciskania (7,5 tony profili) na powierzchni jej bieżni nie zaobserwowano rys i wżerów, które na matrycy ze stali AISI H13 i Dievar były widoczne już po pierwszym azotowaniu i wyciskaniu.
dr inż. Justyna Wendland
dr inż. Jacek Borowski
Instytut Obróbki Plastycznej
mgr inż. Henryk Jurczak
Albatros Aluminium
Badania finansowane przez Narodowe Centrum Badań i Rozwoju w ramach pierwszego Programu Badań Stosowanych (nr umowy projektu PBS1/B5/10/2012) oraz przez Ministerstwo Nauki i Szkolnictwa Wyższego w ramach pracy statutowej BB .901.83.04
Literatura:
[1] G. Kugler, R. Turk, T. Vecko-Pirtovsek, M. Tercelj, Wear beahaviour of nitrided microstructures of AISI H13 dies for hot extrusion of aluminium, metalurgija 45 (2006) 1, 21-29
[2] A.F.M. Arif, A.K. Sheikh, S.Z. Qamar, A study of die failure mechanism in aluminium extrusion, Journal of Materials Processing Technology 134 (2003), 318-328
[3] C. Zhang, G. Zhao, Z. Chen, H. Chen, F. Kou, Effect of extrusion stem speed on extrusion process for a hollow aluminum, Materials Science and Engineering B 177 (2012), 1691– 1697
[4] L. Donati, L. Tomesani, M. Shikorra, The effect of pocket shape in extrusion dies, Int J Mater Form (2009), Vol. 2, Suppl 1:97–100
[5] P. Panjan, P. Cvahte, M. Cekada, B. Navinsek, I. Urankar, PVD CrN coating for protection of extrusion dies, Vacuum 61 (2001), 241-244
[6] Y. Birol, Analysis of wear of a gas nitrided H13 tool steel die in aluminium extrusion, Engineering Failure Analysis 26 (2012), 203–210
[7] S.S. Akhtar, A.F.M. Arif, and B.S. Yilbas, Nitriding of Aluminum Extrusion Die: Effect of Die Geometry, Journal of Materials Engineering and Performance, Volume 19(3) April 2010, 401
[8] J. Maier, CVD Coating Technology for Increased Lifetime of Aluminium Extrusion Dies, WEFA November 13, 2007
[9] S. PalDey, S.C. Deevi, Single layer and multilayer wear resistant coatings of (Ti,Al)N: a review, Materials Science and Engineering A342 (2003), 58/79
[10] T. Bjork, R. Westergard, S. Hogmark, Jens Bergstrom, Per Hedenqvist, Physical vapour deposition duplex coatings for aluminium extrusion dies, Wear 225–229, 1999, 1123-1130
[11] K. Lukaszkowicz, L. A. Dobrzanski, G. Kokot, P. Stachowski, Characterization and properties of PVD coatings applied to extrusion dies, Vacuum 86 (2012), 2082-2088
[12] M.B. Karamis, H. Sert, The role of PVD TiN coating in wear behaviour of aluminium extrusion die, Wear 217 (1998), 46-55
[13] T. Bjork, R. Westergard , S. Hogmark , J. Bergstrom , P. Hedenqvist, Physical vapour deposition duplex coatings for aluminium extrusion dies, Wear 225–229, 1999, 1123-1130
[14] T. Björk , R. Westergård, S. Hogmark, Wear of surface treated dies for aluminium extrusion – a case study, Wear 249 (2001), 316–323
artykuł pochodzi z wydania 4 (79) kwiecień 2014