Podczas projektowania procesów produkcyjnych (technologicznych) pojawia się wiele zagadnień i zadań do rozwiązania. Jednym z poważniejszych jest obliczenie i ustalenie stopnia mechanizacji, albo automatyzacji, której częścią może być mechanizacja. Ma to decydujący wpływ na koszty inwestycyjne uruchomienia nowej produkcji, ale także, co ważniejsze, na koszty dalsze czyli produkcyjne i eksploatacyjne, co związane jest z efektywnością inwestycji.
Mechanizacja jest czymś innym niż automatyzacja. Inaczej te dziedziny traktują automatycy (inżynierowie elektrycy lub mechatronicy), a inaczej projektanci procesów technologicznych i konstruktorzy mechanicy. Ci ostatni lepiej rozróżniają różnice między tymi zagadnieniami.
Projektowanie procesów technologicznych jest podstawowym zadaniem biur technologicznych, działów głównego technologa w fabrykach, działów planowania w koncernach. Do wykonania tego zadania technolog musi dysponować dokumentacją konstrukcyjną, programem produkcyjnym oraz informacjami nt. środków produkcji. Przydatne są tu również wszelkie normatywy parametrów technologicznych dla różnych rodzajów produkcji w danej fabryce lub podobnych fabrykach, albo dla konkretnych obrabiarek i prac technologicznych. W przygotowaniu procesu technologicznego technolodzy wspomagają się programami CAM oraz innymi metodami cyfrowymi służącymi do przesyłania danych do urządzeń produkcyjnych.
Odpowiednia dokumentacja konstrukcyjna (pełna) zawiera:
- rysunek ofertowy,
- schemat kinematyczny,
- rysunek zestawieniowy całości maszyny,
- rysunek zestawieniowy zespołów, podzespołów,
- rysunki wykonawcze części,
- warunki techniczne oraz dokumentację techniczno-ruchową (instrukcję użytkowania).
Całość dokumentacji konstrukcyjnej powinna być przyjęta przez jednego technologa, wytypowanego na kierującego pracą, zwłaszcza w przypadku większej i bardziej skomplikowanej maszyny. On studiuje i analizuje wszystkie pozycje dokumentacji oraz udziela wyjaśnień technologom opracowującym procesy technologiczne poszczególnych części. Technolog „kierujący” dzieli części pracy na możliwe do wykonania we własnym zakresie oraz do wykonania w kooperacji lub do zakupu. Poniżej opisano inne podstawowe dane, oprócz dokumentacji, które należy uwzględnić podczas projektowania procesu technologicznego.
Program produkcji
Jest to liczba wyrobów przewidziana do produkcji w określonej jednostce czasu (najczęściej rok). Program produkcji zwykle dzieli się na serie produkcyjne, których wielkość ma decydujący wpływ na opracowanie procesu technologicznego. Rozróżnia się sześć rodzajów produkcji ze względu na program:
- jednostkową,
- małoseryjną,
- seryjną,
- wielkoseryjną,
- masową,
- ciągłą.
Produkcja jednostkowa to pojedyncze wykonanie przedmiotów jednorazowo (niewielka liczba); przyjmuje się że jest to ilość do pięciu sztuk. Produkcja charakteryzuje się bardzo prostym procesem technologicznym i zwiększeniem czasu przygotowawczo-zakończeniowego. W dużym stopniu występują tu operacje ręczne. Minimalizację kosztów wykonania uzyskuje się przez stosowanie narzędzi i oprzyrządowania uniwersalnego. Przykładami tej produkcji mogą być np. statek lub specjalna obrabiarka, czy specjalna linia produkcyjna, przyrząd obróbczy, spawalniczy lub wykrojnik czy tłocznik.


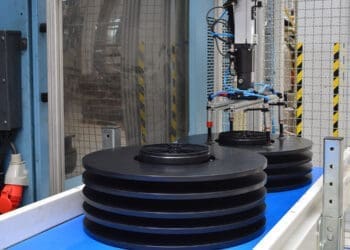
Dociski to rozpórki ze śrubą rzymską. Na drugim planie – kadłub nadwozia zgrzanego w przyrządzie
Produkcja małoseryjna jest podobna do produkcji jednostkowej. Przyjmuje się że jest to ilość do ok. 50 sztuk wyrobów przeciętnej wielkości np. 20 szt. obrabiarek, 10 wagonów towarowych można uznać za produkcję małoseryjną, przenośniki z napędem mechanicznym itd.
Produkcja seryjna lub inaczej średnioseryjna, to powtarzalne serie wyrobów. Charakteryzuje się specjalnym oprzyrządowaniem, dużą liczbą operacji. Obok obrabiarek uniwersalnych – obrabiarki specjalizowane oraz mały udział obróbki ręcznej. Przykładowo zalicza się tu produkcję obrabiarek uniwersalnych.
Produkcja wielkoseryjna – wielka liczba produkowanych wyrobów. Każda operacja związana z osobnym stanowiskiem. W większości występują tu specjalne urządzenia technologiczne o dużym stopniu automatyzacji i mechanizacji. Często stanowiska są połączone transportem technologicznym i pracują z wymuszonym taktem technologicznym. Typowymi przykładami wyrobów produkcji wielkoseryjnej są motocykle i samochody, lodówki, pralki, ale też np. 1000 szt. wagonów osobowych.
Produkcja masowa – duża liczba produkowanych wyrobów, przez dłuższy okres w sposób ciągły. Cechy podobne jak w produkcji wielkoseryjnej. Każda operacja jest związana z określonym stanowiskiem. Występują tu obrabiarki i urządzenia specjalne o wysokim wskaźniku mechanizacji, automatyzacji i robotyzacji, o wymuszonym takcie roboczym.
Produkcja ciągła – bardzo duża ilość produkcji liczona często w tonach. Zaliczyć tu można niektóre produkcje hutnicze stali lub szkła, cementu itp.
Środki produkcji
Opracowując proces technologiczny trzeba uwzględnić to, czy wyrób ma być produkowany na obrabiarkach i urządzeniach znajdujących się w zakładzie, czy też mają być zainstalowane obrabiarki nowe. Proces technologiczny musi być dostosowany do konkretnych możliwości zakładu.
Łatwiejsze zadanie ma technolog, który może dobrać taką obrabiarkę, jaką uważa za najbardziej odpowiednią, niezależnie od dysponowanego parku technologicznego w zakładzie. W doborze obrabiarki powinien się kierować produkcją określonego wyrobu przy najniższych kosztach. Najkorzystniej jest projektować technologię wtedy, gdy nie ma jeszcze fabryki, i dopiero po wykonaniu projektu technologicznego (i na jego podstawie) projektować fabrykę.
Należy tu także uwzględnić stopień mechanizacji i automatyzacji w zależności od seryjności produkcji, a co za tym idzie, środki transportu technologicznego, specjalne urządzenia technologiczne, przyrządy, instalacje specjalne itd. Wybór stopnia mechanizacji i automatyzacji związany jest przede wszystkim z programem produkcji. Oczywiste jest, że zupełnie inaczej projektuje się proces technologiczny dla kilku sztuk wyrobu, a zupełnie inaczej dla produkcji wielkoseryjnej lub masowej. Wpływ na stopień mechanizacji i automatyzacji ma także wymaganie jakości i powtarzalności wyrobu. Wiadomo, że aby uzyskać wysoką jakość i powtarzalność wyrobu, najczęściej potrzebne będą specjalne maszyny, czy przyrządy, i konieczne będzie zrealizowanie pewnych zasad powtarzalnego bazowania i mocowania poszczególnych elementów skomplikowanego często wyrobu. Stosuje się też metody statystyczne do pomiaru wymiarów i kontroli przebiegu produkcji.
Mechanizacja jest to zastępowanie czynności wykonywanych ręcznie czynnościami wykonywanymi z zastosowaniem energii obcej z zewnątrz. Ze względu na to, że najczęściej stosowana jest energia mechaniczna (elektromechaniczna), powszechnie przyjęła się nazwa „mechanizacja” dla określenia takiej metody eliminacji czynności ręcznych. W potocznym słownictwie technicznym rozumie się pod tym pojęciem również inne metody eliminacji czynności ręcznych, jak np. chemizacja, czyli zastosowanie procesów chemicznych, cieplnych lub elektrycznych np. trawienie, drążenie elektroiskrowe, malowanie elektrostatyczne, cięcie metalu palnikiem tlenowym. Mówi się też o mechanizacji prac spawalniczych lub montażowych.
Automatyzacja jest to zastępowanie ręcznych czynności kierowania (sterowania) zmechanizowanymi procesami działaniami samoczynnymi.
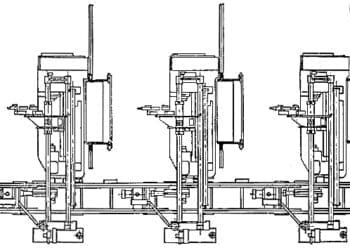
W przypadku mechanizacji obsługa musi nadzorować parametry procesu i zmieniać je w zależności od wymaganych efektów. W przypadku automatyzacji zmechanizowana czynność odbywa się samoczynnie (automatycznie) i nie wymaga bezpośredniego udziału obsługi, lub też obsługa jest mocno ograniczona. Automaty są to urządzenia pracujące samoczynnie i nie wymagające bezpośredniego udziału człowieka w kierowaniu powtarzalnym procesem. W praktyce stosuje się często określenia półautomat lub sterowanie półautomatyczne dla wskazania konieczności ręcznego wykonywania pewnych czynności pomocniczych, jak np. włączanie i wyłączanie, załadowanie i wyładowanie obrabiarki, zamocowanie itp. Przykładem półautomatu jest obrabiarka zespołowa, w której na stanowisku obsługi operator wyjmuje z przyrządu wykonany detal, wkłada materiał na nowy detal do przyrządu i uruchamia przycisk „start”. Maszyna wtedy zamocowuje detal i uruchamia cykl wykonawczy, gdzie detal obrabiany przechodzi automatycznie przez kolejne stanowiska obróbcze (a często przez kontrolne obrabiarki) i gdy trafi na powrót do stanowiska obsługi, obrabiarka jest automatycznie zatrzymywana. Po ręcznej wymianie detalu oraz ponownym naciśnięciu przycisku „start” przez operatora obrabiarki, cykl powtarza się. Półautomatem jest też linia technologiczna, gdzie pracujący operatorzy po wykonaniu każdy swojej operacji naciskają przycisk gotowości. Po naciśnięciu wszystkich przycisków na wszystkich stanowiskach linii transporter linii rusza, przenosząc obrabiany detal na następne stanowisko. Sterowanie półautomatyczne jest preferowane przez wielu naukowców i praktyków bhp jako mniej monotonne dla operatorów, oraz dające poczucie większej odpowiedzialności za proces, niż przy sterowaniu w pełni automatycznym.
Mechanizacja i automatyzacja to bardzo obszerne zagadnienia, gdzie występuje szereg pojęć związanych z matematyką, logiką, elektryką, elektroniką, komunikacją, sygnałami, pomiarami, nastawami, miernikami, sprzężeniem zwrotnym i innymi. Bardzo istotna jest efektywność ekonomiczna automatyzacji i związane z nią takie pojęcia, jak technologiczność konstrukcji, unifikacja, seryjność i optymalizacja. Najlepsze efekty daje automatyzacja przy dużych seriach lub w produkcji masowej podobnych wyrobów, albo też przy wprowadzaniu automatyzacji z jednoczesnym zwiększeniem programu produkcji. Przy wprowadzaniu automatyzacji najczęściej spada ilość zatrudnionych pracowników, co daje znaczną poprawę wskaźnika rocznej produkcji na jednego zatrudnionego (często jest to wzrost dziesięciokrotny), a w związku z tym – znaczący spadek jednostkowego, technologicznego kosztu produkcji. Zysk występuje też na znaczącym zmniejszeniu powierzchni produkcyjnej np. o połowę. Jednak koszty wprowadzenia automatyzacji są znaczne. Powyższe wartości oczywiście podano przykładowo. W rzeczywistości dokonuje się skomplikowanych analiz i obliczeń przed podjęciem decyzji o zautomatyzowaniu procesu produkcyjnego, a zwłaszcza o zastosowaniu konkretnego stopnia automatyzacji. Mechanizacja w produkcji mechanicznej ma różne stopnie. I tak:
- za najniższy, pierwszy stopień mechanizacji można uznać prace ślusarskie, czy montażowe, wykonywane przy pomocy prostych narzędzi, takich jak pilnik, młotek, czy klucze ręczne do odkręcania i dokręcania śrub,
- drugi stopień mechanizacji to prace przy pomocy narzędzi, takich jak wiertarki, czy zakręcarki napędzane elektrycznie, pneumatycznie czy hydraulicznie,
- trzeci stopień to praca przy pomocy uniwersalnych obrabiarek, pozycjonerów spawalniczych, czy dźwignic, manipulatorów sterowanych ręcznymi rozdzielaczami lub joystickiem itp.
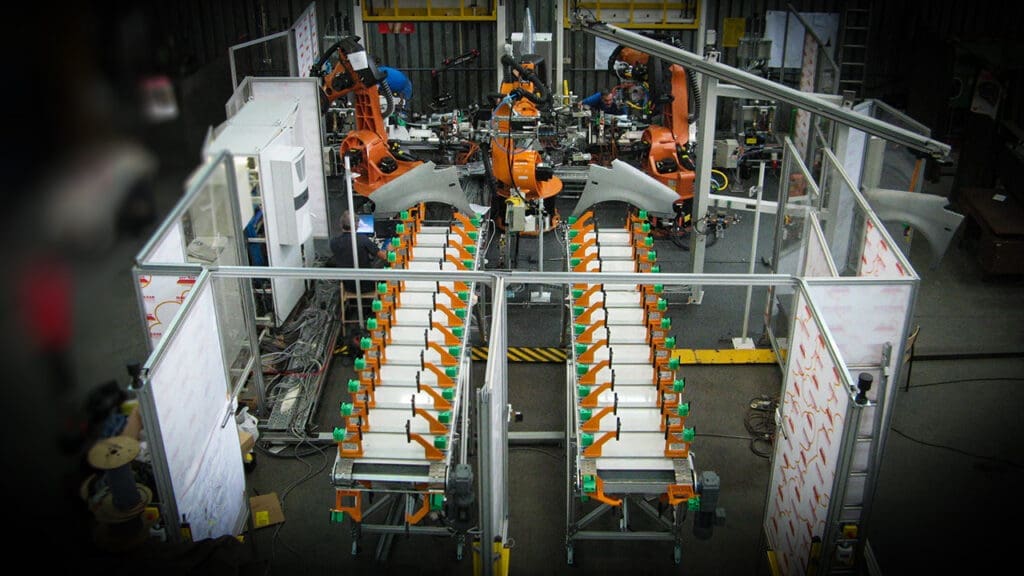
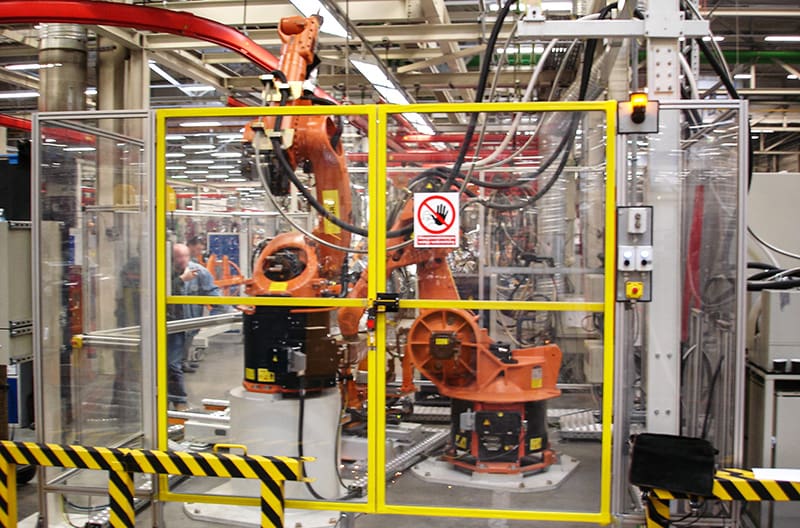
- najwyższy, czwarty stopień to prace wykonywane za pomocą specjalnych maszyn i urządzeń, które zastępują prace ręczne i pracują w cyklach półautomatycznych, jak np. obrabiarki specjalne: zadaniowe czy zespołowe, linie zrobotyzowane, czy ciągi technologiczne produkcyjne, częściowo zautomatyzowane.
W procesie automatyzacji rola człowieka ograniczona jest do czynności kontrolnych lub niekiedy jeszcze sterowania. Nie ma tu ciężkiej i uciążliwej pracy. Często zdarza się, że mechanizacja z automatyzacją przenikają się, zwłaszcza wyższe stopnie mechanizacji z niższymi automatyzacji.
W tabeli 1 opisano różne stopnie automatyzacji wraz z funkcjami układów i odpowiednimi urządzeniami technicznymi.

Za podstawowy stopień automatyzacji w przemyśle maszynowym uważa się taki, w którym automatyczna kontrola i automatyczne zabezpieczenie skupiają się w jednym lub kilku punktach kontrolnych. Dyspozytorzy lub podlegli dyspozytorowi operatorzy, kontrolują różne urządzenia wskazujące, rejestrujące i sygnalizacyjne, śledzą przebieg produkcji i dokonują przy tym wielu czynności zdalnego sterowania np. uruchamiają lub zatrzymują agregaty, maszyny, czy urządzenia, wysyłają sygnały dźwiękowe lub świetlne, wysyłają informacje komputerowe itp. Samoczynnie pracujące przyrządy pomiarowe umożliwiają dyspozytorowi nieprzerwane śledzenie informacji o przebiegu szeroko rozgałęzionej produkcji. Pomimo wielu urządzeń technicznych ułatwiających i usprawniających pracę, podstawową rolę ma do spełnienia jednak człowiek, w danym przypadku dyspozytor.


Najwyższy stopień automatyzacji osiąga się wtedy, gdy procesem produkcyjnym kieruje bezpośrednio maszyna analogowa lub cyfrowa. Jednak wariant ten jest możliwy do zastosowania w przemyśle maszynowym tylko w specjalnych przypadkach np. przy sterowaniu linią automatyczną do wyrobu elementów elektronicznych: tranzystorów, oporników, w niektórych fabrykach motoryzacyjnych itp. Podejmowane są próby zautomatyzowania innych procesów produkcyjnych. Już w latach siedemdziesiątych ubiegłego wieku dążono do pełnego zautomatyzowania produkcji pewnych podzespołów samochodów lub montażu kompletnego samochodu. W fabryce Forda produkowano skrzynie biegów w zasadzie bez udziału pracowników. W hali było ciemno (automaty nie potrzebują światła), a jedynymi pracownikami byli dyspozytorzy. Pilnowali oni przebiegu produkcji i reagowali na stany awaryjne, obserwując proces produkcji na monitorach komputerów. Podobnie w jednej z fabryk Fiata podjęto próbę montażu samochodu osobowego bez udziału monterów, a tylko przy pomocy automatów i robotów. Próby te były udane i to prawie czterdzieści lat temu. Wiele zespołów mechanicznych różnych urządzeń, czy maszyn, jest wykonywanych i montowanych w sposób automatyczny. Transporty technologiczne są dopracowane, więc w zasadzie nic nie stoi na przeszkodzie, aby wprowadzić automatyzację w zdecydowanej większości produkcji. Są jednak gałęzie przemysły, w których obecnie nie wszystko można byłoby zautomatyzować, np. szwalnie. Ale i tu pełna automatyzacja procesów przemysłowych jest tylko kwestią czasu.
Poprzez stosowanie w niektórych branżach przemysłowych daleko posuniętej mechanizacji i automatyzacji, oraz związanych z tym analiz efektywności z uwzględnieniem parametrów marketingowych, dopracowano pewne wskaźniki opłacalności produkcji np. samochodów osobowych. W zasadzie nieopłacalna jest produkcja programu produkcji samochodów osobowych poniżej 250 tys. sztuk rocznie. Takt produkcyjny w takiej fabryce mieści się pomiędzy: 65 sek. do 80 sek. i trudno jest przy dzisiejszym stanie techniki uzyskać lepszy wynik. Stąd problemy fabryki SAAB, ale też pewnie FSO, które produkowały zaledwie około 100 tys. samochodów rocznie. Dotyczy to też innych wyrobów, jak telewizory, komputery, smartfony itp., gdzie też zoptymalizowano programy rocznej produkcji, ze względu na możliwy takt produkcyjny, ale też na możliwość zbycia tej produkcji. Są określone programy roczne, optymalne dla konkretnych wyrobów, ze względu na poziom techniki w branży, a więc i możliwy stopień automatyzacji.
W artykule zasygnalizowano tylko pewne zasady i problemy związane z mechanizacją i automatyzacją. Możliwe są bowiem także różne inne warianty i konfiguracje, zarówno mechanizacji, jak i automatyzacji, w zależności od branż przemysłowych.
Aleksander Łukomski
artykuł pochodzi z wydania 12 (123) grudzień 2017